نشریه ۲۲۸ آیین نامه جوشکاری ساختمانی ایران
متن و محتوای کامل نشریه ۲۲۸ آیین نامه جوشکاری ساختمانی ایران، شامل استانداردها، الزامات فنی و دستورالعمل های لازم برای اجرای صحیح و ایمن جوشکاری در سازه ها، نسخه سال 1404
بخش اول: مقررات
تعارض مقررات و ضوابط -1
در صورت تعارض بین اسناد مختلف پروژه، ترتیب اولویت آنها به شرح زیر است:
- قوانین مصوب مجلس
- مصوبات هیئت دولت
- استانداردهای اجباری
- این آیین نامه
- مبحث دهم مقررات ملی ساختمان
- سایر ضوابط ابلاغ شده توسط سازمان برنامه و بودجه کشور
- سایر ضوابط و مقررات ملی
- اسناد قرارداد و مشخصات فنی خصوصی ضمیمه پیمان
- استانداردها و مراجع معتبر بین المللی
اگر پیمانکار هر گونه تناقضی را کشف کند و با توجه به اولویت فوق قابل حل نباشد، باید جزئیات این تناقض یا تضاد را به طور کتبی به سازمان برنامه و بودجه اطلاع و برای اصلاح پیشنهاد دهد تا پس از ابلاغ سازمان مورد استفاده قرار گیرد.
مقررات ایمنی -2
سازمان مقررات ایمنی به کارگرفته شده، باید منطبق بر مقررات ایمنی وزارت کار و امور اجتماعی، و مفاد ضابطه شماره 55 با عنوان «مشخصات فنی عمومی کارهای ساختمانی» باشد.
برای موارد خاص سلامت و ایمنی در جوشکاری می توان به استانداردهای تخصصی1 مراجعه شود.
تایید -3
تمام مراجع و مستندات که نیازمند تایید باشند باید به تایید مشاور برسد.
الزامات استانداردهای ملی سری ایران ایزو 3834 -4
کمیسیون امور زیربنایی، صنعت و محیط زیست با توجه به مصوبه شورای عالی استاندارد در جلسه مورخ 1390/11/23 که بنا به پیشنهاد شماره 43297/60 وزارت صنعت، معدن و تجارت و به استناد بند 5 ماده 20 قانون اصلاح قوانین و مقررات موسسه استاندارد و تحقیقات صنعتی ایران- مصوب 1371 استانداردهای سری ایران ایزو 3834 را به عنوان استاندارد اجباری اعلام نمود، ضروری و الزامی است همه سازندگان سازه های فولادی نسبت به استقرار و اخذ پروانه کاربرد علامت استاندارد اجباری از سازمان ملی استاندارد ایران اقدام نمایند. گواهینامه های صادر شده توسط نهادهای گواهی کننده و یا بازرسی کننده نباید به عنوان سند اثبات استقرار استانداردهای سری ایران ایزو 3834 و جایگزین پروانه کاربرد علامت استاندارد اجباری تصدیق شود.
ارجاع کار، تامین محصول سازه فولادی و عقد قرارداد با شرکت های پیمانکار سازه فولادی فاقد پروانه کاربرد استاندارد اجباری به صورت مستقیم و یا غیرمستقیم مجاز نمی باشد.
باید هم در مورد کارخانه ساخت و هم در مورد برپایی (نصب) سازه به کار الزامات استانداردهای سری ایران ایزو 3834 رود.
از آنجا که استانداردهای سری ایران ایزو 3834 مربوط به فرایند جوشکاری هستند و نه محصول جوشکاری شده؛ لذا پیمانکار گواهی شده و دارای پروانه از سازمان ملی استاندارد ایران نباید نشان استاندارد ملی ایران را بر روی کالا قرار دهد. هرچند استفاده از آن بر روی اسناد و مدارک الکترونیک و چاپی با پیروی از مقررات سازمان ملی استاندارد ایران مجاز است.
انتخاب سطح مناسب از استانداردهای ملی سری ایران ایزو 3834 -1-4
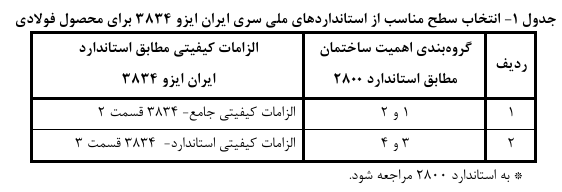
پیمانکار باید بیانیه خوداظهاری مربوط به محصولات تولیدی خود و سطح انتخابی از استانداردهای سری ایران ایزو 3834 را براساس استاندارد ملی ایران ایزو آی ای سی 17050 صادر نموده و نگهداری نماید (شکل شماره 1). انتخاب سطح مناسب از استانداردهای ملی سری ایران ایزو 3834 برای محصول سازه های فولادی متناسب با گروه بندی اهمیت ساختمان باید براساس جدول 1 انجام شود. در استاندارد 2800
انتخاب هماهنگ کننده جوشکاری مناسب -2-4
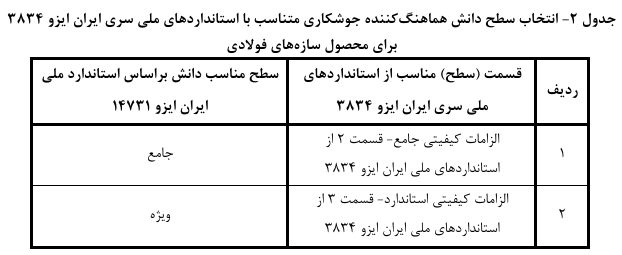
در انتخاب و انتصاب هماهنگ کننده جوشکاری شرکت باید الزامات استاندارد ملی ایران ایزو 14231 برآورده و جدول 2 شود. پیمانکار باید تقسیم وظایف کارکنان دخیل در جوشکاری را به صورت مکتوب انجام دهد.
کالیبراسیون تجهیزات جوشکاری و آزمایشگاهی -3-4
کالیبراسیون تجهیزات جوشکاری باید براساس استاندارد ملی ایران 11225 و توسط آزمایشگاه مجاز تایید قسمت 14 انجام شود. بازه های کالیبراسیون تجهیزات جوشکاری صالحیت شده براساس استاندارد ملی ایران ایزو آی ای سی 17025 و آزمایشگاهی (اندازه گیری و غیرمخرب) نباید از یک سال بیشتر شود. تجهیزات بعد از تعمیر باید بازرسی شود. تجهیزات همه آزمایش های غیرمخرب مربوط به همه اندازه گیری ها و تعیین سلامت فلزات پایه باید در مالکیت پیمانکار باشند.
مشخصات دستورالعمل جوشکاری (WPS) -4-4
پیمانکار باید کتابچه مشخصات دستورالعمل های جوشکاری (WPSs) خود را که مطابق الزامات طرح لرزه ای و با انجام آزمایش های گزارش تایید دستورالعمل جوشکاری (PQR) شامل آزمایش ضربه جوش تهیه، در سازمان توزیع و به نحو شایسته نگهداری نماید. پیمانکار باید دستورالعمل ساده سازی شده برای به کارگیری کارکنان جوشکار و اپراتور جوشکاری را تهیه و ضمن آموزش آن به همه جوشکاران و اپراتورهای جوشکاری اجزای کامل آن را کنترل نماید.
تبصره: توصیه می شود دستورالعمل های جوشکاری پروژه مبتنی بر شرایط فصل 5 این آیین نامه تهیه و تدوین گردد.
شایستگی کارکنان -5-4
با توجه به اینکه پیمانکار مسئولیت کیفیت ساخت و برپایی سازه فولادی را برعهده دارد؛ لذا باید روش های اجرایی مناسب را مطابق الزامات استاندارد محصول تدوین کرده و شایستگی همه کارکنان دخیل در فرایند جوشکاری خود را از طریق ارائه شواهد عینی معتبر اثبات نماید.
اجرای آزمایش ها و تصدیق نتایج آزمایش ها -6-4
مسئولیت تصدیق انطباق خواص فلزات پایه و مواد مصرفی مورد استفاده در ساخت و برپایی سازه فولادی ازجمله آزمایش ضربه برعهده پیمانکار است. حتی اگر تأمین این مواد توسط کارفرما انجام شده باشد، پیمانکار موظف است همه آزمایش های غیرمخرب را مطابق الزامات استاندارد محصول و یا قرارداد (هر کدام بیشتر و جامع تر است) تحت مسئولیت خود اجرا نماید. پیمانکار باید نتیجه همه آزمایش های مخرب و غیرمخرب را تصدیق نماید. اجرای آزمایش های غیرمخرب توسط نمایندگان کارفرمایان و مشتریان پیمانکار نباید جایگزین وظیفه پیمانکار و موجب ترک فعل وی در اجرای آزمایش های غیرمخرب و تصدیق نتایج همه آزمایش ها (مخرب و غیرمخرب) شود.
علائم قراردادی جوشکاری و آزمایش های غیرمخرب -7-4
پیمانکار باید علائم قراردادی جوشکاری و آزمایش های غیرمخرب را در همه نقشه های کارگاهی به صورت مستقیم و با غیرمستقیم از طریق راهنمای اتصالات جوشکاری و آزمایش های غیرمخرب درج و یا اجرائی نماید. این علائم باید مطابق با مشخصات دستورالعمل جوشکاری (WPS) و الزامات استاندارد محصول و یا قرارداد تایید شده باشند و در جدول مربوط شماره WPS و نوع و درصد آزمایش غیرمخرب مربوط درج شود.
مستندات و سوابق کیفیتی -8-4
پیمانکار باید همه مستندات و سوابق کیفیتی مربوط به فرایند جوشکاری را به روش قابل بازیافت و رهگیری آسان به مدت حداقل 20 سال بایگانی و یک نسخه را در اختیار کارفرما قرار دهد. پیمانکار باید گزارش تجمیعی همه آزمایش های انجام شده برروی محصول را در هنگام تحویل سوابق به همراه یک نسخه بیانیه اظهار انطباق محصول با الزامات استاندارد مورد توافق در قرارداد به کارفرما ارائه نماید.
الزامات مبحث دهم مقررات ملی ساختمان -5
1-5 رعایت ضوابط طراحی اتصالات جوشی مطابق بند 2-9-2-10 مبحث دهم مقررات ملی ساختمان در بخش های طراحی این آیین نامه الزامی است.
2-5 رعایت ضوابط اجرایی اتصالات جوشی مطابق بند 4-4-10 مبحث دهم مقررات ملی ساختمان در بخش های اجرایی این آیین نامه الزامی است.
بخش دوم: ضوابط و معیارهای فنی
فصل 1 کلیات
گستره -1-1
این آیین نامه مقررات ساخت و نصب سازه های فولادی را دربر می گیرد و باید همراه با مبحث دهم مقررات ملی ساختمان با عنوان «طرح و اجرای ساختمان های فولادی» مورد استفاده قرار گیرد. کاربرد این آیین نامه در محدوده جوشکاری سازه های فولادی شامل ساختمان هایی است که با وجوه عمومی یا به صورت مشارکت عمومی-خصوصی ساخته می شوند.
هدف این آیین نامه ارائه دستورالعمل های عمومی برای استفاده در شرایط متعارف است. برای حالات خاص که در گستره این آیین نامه قرار نمی گیرند، می توان از معیارهای خاص پذیرش استفاده کرد، مشروط بر اینکه این معیارها برمبنای مستندات نظری و علمی قرار داشته و توسط مشاور به تصویب رسیده باشند. این مستندات می توانند تجربیات موفق گذشته، نتایج آزمایشگاهی و تحلیل های مهندسی بر پایه نوع مصالح، نوع بارگذاری و عوامل محیطی باشند. در این صورت، تمام مسئولیت های این شرایط و معیارهای خاص با مشاور می باشد.
تمام دستورالعمل های این آیین نامه لازم الاجرا هستند، مگر مفادی که در آیین نامه به صورت اختیاری ذکر شده باشند و لازم الاجرا بودن آنها مشروط به درج در مشخصات فنی خصوصی است.
آحاد -2-1
در این آیین نامه از سیستم بین المللی آحاد (SI) استفاده شده است.
محدودیت ها -3-1
1-3-1 این آیین نامه، برای جوشکاری سازه های فولادی با فولادهای کم کربن یا کم آلیاژ و ضخامت ورق های 3 میلی متر و بیشتر و با مقاومت تسلیم تا 700 مگاپاسکال ارائه شده است.
2-3-1 این آیین نامه نمی تواند در جوشکاری مخازن و لوله های تحت فشار مورد استفاده قرار گیرد.
3-3-1 این آیین نامه می تواند برای ساخت سازه های خارج از گستره آن نیز مناسب باشد. با این حال، مشاور باید این تناسب را ارزیابی نماید و هرگونه تغییر لازم در الزامات آیین نامه برای رسیدن به الزامات خاصی که خارج از محدوده این آیین نامه است را در اسناد قرارداد بگنجاند.
4-3-1 برای جوشکاری سازه های آلومینیومی به مراجع تخصصی1 مراجعه شود.
5-3-1 برای جوشکاری ورق های نازک به مرجع تخصصی2 مراجعه شود.
6-3-1 برای جوشکاری میلگردهای ساختمانی به پیوست 3 این آیین نامه و مراجع تخصصی3 مراجعه شود.
7-3-1 برای جوشکاری سازه پل های جاده ای به مراجع تخصصی4 مراجعه شود.
8-3-1 این آیین نامه شامل فعالیت های جوشکاری زیر آب، جوشکاری گاز اکسی استیلن، جوشکاری اصطکاکی، جوشکاری ترمیت و جوشکاری مقاومتی نمی شود.
تعاریف و مسئولیت-4-1
مشاور -1-4-1
مشاور، شخص حقیقی یا حقوقی است که مسئولیت طراحی و محاسبات ایستایی موضوع قرارداد و نظارت بر اجرای کار را برعهده دارد.
مسئولیت های مهندس مشاور -2-4-1
مشاور شخص حقیقی یا حقوقی است که برای نظارت برحسن اجرای کار گمارده شده است. مهندس مشاور برای سازه های خاص می تواند بخش هایی از این آیین نامه را در اسناد قراردادی حذف یا اصلاح نماید و یا مواردی را به آن اضافه نماید.
مشاور باید مناسب بودن تمام جزئیات اتصال در یک مجموعه جوش شده را تعیین نماید:
مشاور در صورت لزوم می تواند موارد زیر را در اسناد قرارداد مشخص نماید:
- الزاماتی از آیین نامه که با تشخیص و نظر مشاور قابل اعمال باشد.
- آزمایش ها غیرمخرب اضافی که به طور خاص در آیین نامه به آنها اشاره نشده است.
- محدوده بازرسی تایید، در صورت لزوم.
- معیارهای پذیرش جوش غیر از آنچه در فصل 8 مشخص شده است.
- معیارهای چقرمگی آزمایش ضربه CVN برای فلز جوش، فلز پایه و یا ناحیه متاثر از حرارت (HAZ) در صورت لزوم.
- برای کاربردهای غیر لوله ای، سازه چه به صورت استاتیکی و یا چرخه ای (سیکلی) بارگذاری شود.
- مشخص کردن اتصالات جوشی که تحت بارگذاری کششی قرار دارند.
- تعیین الزامات اضافی که به طور خاص در آیین نامه ذکر نشده است.
دستگاه نظارت یا مهندس ناظر، نماینده مشاور در کارگاه و کارخانه است. -1-2-4-1
مسئولیت های پیمانکار -2-4-1
پیمانکار (سازنده)، شخص حقیقی یا حقوقی است که اجرای موضوع قرارداد را براساس مشخصات فنی عمومی و خصوصی به عهده گرفته است. مسئولیت WPS و تایید صلاحیت جوشکاران با پیمانکار می باشد.
مسئولیت های بازرس -4-4-1
بازرسی (کنترل کیفی) پیمانکار، توسط پیمانکار و برای اطمینان از برآورده شدن الزامات این آیین نامه به کار گرفته می شود.
بازرسی تایید: مشاور باید لزوم انجام بازرسی به منظور ارزیابی و محدوده مسئولیت های بازرس را مشخص کند. -2-4-1-1
ضوابط اجباری و غیراجباری -5-1
1-5-1 عبارات «باید»، «توصیه می شود» و «می تواند» اهمیت های زیر را دارند.
1-1-5-1 باید؛ مقرراتی که در آن از عبارت «باید» استفاده می شود الزام آور بوده، مگر اینکه در کارهای خاص در اسناد قرارداد توسط مهندس طراح اصلاح شده باشد.
2-1-5-1 توصیه می شود: به منظور توصیه اقداماتی که مفید تلقی می شود استفاده شده و الزام آور نیست.
3-1-5-1 می تواند؛ عبارت «می تواند» اجازه استفاده از دستورالعمل ها یا اقدامات اختیاری که می تواند به عنوان جایگزین با مکمل، موردنیاز آیین نامه باشد را می دهد. اقدامات اختیاری که نیاز به تایید مشاور دارد باید در اسناد قرارداد درج شود و یا به تایید مشاور برسد.
علائم جوشکاری -6-1
اهم علائم جوشکاری در پیوست شماره یک این آیین نامه ارائه شده است. برای اطلاعات بیشتر به استانداردهای تخصصی1 مراجعه شود.
فرایندهای جوشکاری -7-1
1-7-1 جوشکاری قوسی با الکترود پوشش دار2 (SMAW)، جوشکاری قوسی زیرپودری3 (SAW)، جوشکاری قوسی فلزی با گاز محافظ4 (GMAW) و جوشکاری قوسی با الکترود توپودری5 (FCAW) با روش های منطبق بر ضوابط ارائه شده در فصل 5 برحسب مورد می توانند پیش تایید شده6 فرض شوند و استفاده از آنها بدون انجام آزمایش های ارزیابی مندرج در دستورالعمل جوشکاری؟ مجاز است؛ اما اگر کارفرما درخواست کند پیمانکار موظف به انجام آزمایش PQR7 های می باشد.
2-7-1 جوشکاری سرباره الکتریکی1 (ESW) و جوشکاری قوسی تحت حفاظ گاز (EGW) و جوشکاری قوسی فلزی با گاز محافظ- اتصال کوتاه (GMAW-S) و جوشکاری قوسی با گاز تنگستن2 (GTAW) به شرط انطباق دستورالعمل جوشکاری با مفاد بخش های 5.0 و 12 و تضمین کیفیت توسط پیمانکار طبق مفاد بخش 2-6 ارزیابی دستورالعمل جوشکاری، می توانند مورد استفاده قرار گیرند.
3-7-1 جوشکاری گلمیخ ها باید طبق ضوابط فصل نهم انجام پذیرد.
4-7-1 روش های دیگر جوشکاری وقتی قابل استفاده خواهند بود که کیفیت آنها طبق آزمایش های بخش 2-6 ارزیابی شده و به تایید مشاور برسد.
فصل 2 مراجع
الف- مراجع اصلی
American Welding Society (AWS) codes:
- AWS D1.1 2020, Structural welding Code - steel
- AWS D1.8 2016, Structural Welding Code- Seismic Supplement
- AWS D1.4 2011, Structural Welding Code- Reinforcing Steel
آیین نامه ها و استانداردهای داخلی:
- مبحث دهم مقررات ملی ساختمان- ویرایش 5
- استاندارد ملی ایران- 2800 طراحی ساختمان ها در برابر زلزله- آیین کار
- استاندارد ملی ایران- 2834 الزامات کیفیتی جوشکاری ذوبی مواد فلزی
- استاندارد ملی ایران- 9712 آزمون غیرمخرب- احراز شرایط و گواهی کردن کارکنان
- استاندارد ملی ایران- 4732 هماهنگی جوشکاری- وظایف و مسئولیت ها
- استاندارد ملی ایران- ایزو آی سی- 1700 ارزیابی انطباق- الزامات برای کارکرد انواع مختلف نهادهای انجام دهنده بازرسی
- استاندارد ملی ایران- ایزو آی سی- 1704 ارزیابی انطباق- الزامات عمومی برای نهادهای گواهی کننده اشخاص
- استاندارد ملی ایران- ایزو آی سی- 1705 الزامات عمومی برای احراز صلاحیت آزمایشگاه های آزمون و کالیبراسیون
- استاندارد ملی ایران- ایزو آی سی- 1705 ارزیابی انطباق- اظهارنامه انطباق تامین کننده
- استاندارد ملی ایران- 5961 آزمون تائید صلاحیت جوشکاران
- استاندارد ملی ایران- 9301 مواد مصرفی جوشکاری- پودرها برای جوشکاری قوسی زیرپودری و جوشکاری سرباره الکتریکی- طبقه بندی
- استاندارد ملی ایران- 11225 قسمت 14 تجهیزات جوشکاری قوس الکتریکی- قسمت 14 کالیبراسیون، صحه گذاری و آزمون تایید انطباق
- استاندارد ملی ایران- 11466 مواد مصرفی جوشکاری- گازها و مخلوط گازها برای جوشکاری ذوبی و فرایندهای وابسته
- استاندارد ملی ایران- 871 ویژگی های الکترودهای روپوش دار جوشکاری با قوس الکتریکی
- استاندارد ملی ایران- 11969 جوشکاری- گلمیخ ها و حلقه های سرامیکی برای جوشکاری گلمیخی قوسی
- استاندارد ملی ایران- 18756 مواد مصرفی جوشکاری- الزامات کیفیتی براس ساخت، تامین و توزیع مواد مصرفی جوشکاری و فرایندهای وابسته
- استاندارد ملی ایران- 19331 جوشکاری و فرایندهای وابسته- وضعیت های جوشکاری
- استاندارد ملی ایران- 19749 کارکنان جوشکاری- آزمون تایید صلاحیت اپراتورهای جوشکاری و تنظیم کنندگان جوش برای جوشکاری ماشینی و خودکار مواد فلزی
European Standards:
- EN 1090-2-2018, Execution of steel structures and aluminium structures, Part 2: Technical requirements for steel structures
- EN 10025-2, Hot rolled products of structural steels
مراجع کمکی
1390- راهنمای جوش و اتصالات جوشی در ساختمان های فولادی
International Organization for Standardization (ISO):
- ISO 5817, Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections
- ISO 2553, Welding and allied processes — Symbolic representation on drawings — Welded joints
- ISO 10721-1, Steel structures - Part 1 : Materials and design
- ISO 10721-2, Steel structures - Part 2 : Fabrication and erection
American Welding Society (AWS) Standards:
- AWS A2.4, Standard Symbols for Welding, Brazing, and Nondestructive Examination
- AWS B5.1, Specification for the Qualification of Welding Inspectors
- AWS C4.4, Recommended Practices for Heat Shaping and Straightening with Oxyfuel Gas Heating Torches
- AWS QC1, Standard for AWS Certification of Welding Inspectors
- AWS QC13, Standard for AWS Certification of Welding Supervisors
- ANSI Z49.1, Safety in Welding, Cutting, and Allied Processes
- AWS A5.01M/A5.01:2013 (ISO 14344:2010 MOD), Procurement Guidelines for Consumables—Welding and Allied Processes—Flux and Gas Shielded Electrical Welding Processes
- AWS A5.1 /A5.1M:2012, Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding
- AWS A5.5/A5.5M:2014, Specification for Low-Alloy Steel Electrodes for Shielded Metal Arc Welding
- AWS A5.12M/A5.12:2009 (ISO 6848:2004 MOD), Specification for Tungsten and Oxide Dispersed Tungsten Electrodes for Arc Welding and Cutting
- AWS A5.17/A5.17M-97 (R2007), Specification for Carbon Steel Electrodes and Fluxes for Submerged Arc Welding
- AWS A5.18/A5.18M:2005, Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding
- AWS A5.20/A5.20M:2005, Specification for Carbon Steel Electrodes for Flux Cored Arc Welding
- AWS A5.23/A5.23M:2011 , Specification for Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding
- AWS A5.25/A5.25M-97 (R2009), Specification for Carbon and Low-Alloy Steel Electrodes and Fluxes for Electroslag Welding
- AWS A5.26/A5.26M-97 (R2009), Specification for Carbon and Low-Alloy Steel Electrodes for Electrogas Welding
- AWS A5.28/A5.28M:2005, Specification for Low-Alloy Steel Filler Metals for Gas Shielded Arc Welding
- AWS A5.29/A5.29M:2010, Specification for Low-Alloy Steel Electrodes for Flux Cored Arc Welding
- AWS A5.30/A5.30M:2007, Specification for Consumable Inserts
- AWS A5.32M/A5.32:2011 (ISO 14175:2008 MOD), Welding Consumables—Gases and Gas Mixtures for Fusion Welding and Allied Processes
- AWS A5.36/A5.36M:2012, Specification for Carbon and Low-Alloy Steel Flux Cored Electrodes for Flux Cored Arc Welding and Metal Cored Electrodes for Gas Metal Arc Welding
American Institute of Steel Construction (AISC) Standards:
- ANSI/AISC 360, Specification for Structural Buildings
- AISC DG21, Welded Connections - A Primer for Engineers
American Society for Nondestructive Testing (ASNT) Standards:
- ASNT Recommended Practice No. SNT-TC-1A, Personnel Qualification and Certification in Nondestructive Testing
Canadian Standards Association (CSA) Standards:
- CSA W59-18-Welded steel construction
- CSA W178.2, Certification of Welding Inspectors
Australian/Newzealand standard:
- AS NZS 1554-1 - 2011 Structural steel welding, welding of steel structures
- AS 1554.2:2021 Structural steel welding, Part 2: Stud welding (steel studs to steel)
- AS/NZS 1554.3:2014 Structural steel welding - Part 3: Welding of reinforcing steel
- AS/NZS 1554.4:2014 Structural steel welding - Part 4: Welding of high strength quenched and tempered steels
- AS/NZS 1554.5:2011 Structural steel welding, Part 5: Welding of steel structures subject to high levels of fatigue loading
فصل 3 اصطلاحات و تعاریف
A
پودر آلیاژی (Alloy flux)
پودری که محتوای آلیاژ فلز جوش به مقدار زیادی به آن وابسته می باشد.
نمونه آزمایش فلز تمام جوش (All Welded Metal Test Specimen)
نمونه های آزمایشی که کاملاً از فلز جوش تشکیل شده است.
سطح مردودی طول دامنه در آزمایش فراصوتی (Amplitude length rejection level (UT))
حداکثر طول ناپیوستگی مجاز شده بوسیله رتبه نشانه های متغیر که مرتبط با اندازه جوش می باشد.
زاویه پخ (Angle of bevel)
زاویه بین سطح آماده شده برای جوشکاری و سطح عمود بر آن
شیارزنی قوسی (Arc gouging)
شیارزنی حرارتی با استفاده از فرایند برشکاری قوسی برای ایجاد پخ یا شیار
جوش تازه (As-Welded)
وضعیت فلز جوش، درز جوش و قطعه بعد از جوشکاری و قبل از هرگونه عملیات حرارتی، شیمیایی یا مکانیکی دیگر.
تضعیف (Attenuation (UT))
انرژی از دست رفته صوت با حرکت بین دو نقطه. این افت ممکن است به دلیل جذب، انعکاس و دیگر موارد رخ بدهد.
جوشکاری خودکار (Automatic welding)
جوشکاری با تجهیزاتی که فقط به مشاهده موردی احتیاج داشته یا هیچ نظارتی حین جوشکاری احتیاج نداشته و در آن هیچ تنظیمات دستی برای کنترل تجهیزات وجود ندارد.
ملحقات کمکی (Auxiliary Attachments)
اعضا با متعلقاتی که به عضو اصلی حامل تنش (باربر) متصل می شود. چنین اعضایی ممکن است تحت تنش باشند یا نباشند.
B
متوسط توان لحظه ای (Average instantaneous power (AIP))
میانگین آمپر و ولتاژ تولیدی که در فرکانس کافی نمونه برداری، به منظور تعیین عددی تغییرات شکل موج در طول بازه جوشکاری، تعیین گردیده است.
محور جوش (Axis of a weld)
خطی عمود بر مقطع جوش در مرکز throat جوش و در امتداد طولی آن می باشد.
شیارزنی پشت (Backgouging)
برداشتن فلز جوش و فلز پایه از سمت ریشه درز جوش به منظور تسهیل در ذوب و نفوذ کامل جوشکاری های بعدی از آن سمت.
پشت بند (Backing)
قطعه یا وسیله ای که پشت درز یا هر دو سمت جوش در جوشکاری های الکتریکی سرباره ای و الکتریکی گازی، به منظور پشتیبانی و نگهداشتن فلز مذاب جوش قرار می گیرند.
عبور پشت بندی (Backing pass)
عبوری که به منظور ایجاد جوش پشت انجام می شود و نقش پشتیبان عبورهای بعدی از سمت دیگر را دارد.
حلقه پشت بند (Backing Ring)
پشت بند حلقه ای شکل که عموماً در جوشکاری لوله ها به کار می رود.
جوش پشتی (Backing weld)
جوش پشتی درز که به شکل جوش اصلی می باشد.
جوش پشتیبان (Backup weld (tubular structure))
عبور اولیه جوش در جوش شیاری نفوذ کامل که به منظور پشتیبان عبورهای بعدی از یک طرف زده می شود، بدون اینکه به عنوان بخشی از جوش نهایی در نظر گرفته شود.
جوش پشت (Back weld)
جوشی که در پشت جوش شیاری یک طرفه اجرا می شود.
فلز پایه (Base metal)
فلز یا آلیاژی که تحت جوشکاری قرار می گیرد.
زاویه پخ (Bevel angle)
زاویه بین پخ اعضای اتصال با صفحه عمود بر سطح آن عضو.
لوله قوطی (Box tubing)
محصول قوطی شکل با مقطع مستطیل یا مربع.
زاویه تقاطع مهاربند در سازه های لوله ای (Brace intersection angel B (tubular structures))
زاویه حاده ایجاد شده بین خطوط مرکزی مهاربند.
آیین نامه ساختمان (Building code)
آیین نامه مقررات ساخت یا سایر مقررات ساختمانی.
اتصال لب به لب (Butt joint)
اتصال بین دو عضو که در یک صفحه به صورت تقریبی هم محور هستند.
جوش لب به لب (Butt weld)
اصطلاح غیراستانداردی برای جوش در اتصال لب به لب می باشد.
C
عبور رویه (Cap pass)
یک یا چند عبور آخری که سطح روی جوش را شکل می دهند. عبورهای رویه مجاور یکدیگر می توانند به طور نسبی یکدیگر را پوشش دهند اما پوشش نمی تواند به صورت کامل باشد.
درزبندی (Caulking)
تغییر شکل پلاستیک سطح جوش و فلز پایه با ابزارهای مکانیکی که به منظور آب بندی انجام می شود.
ذوب کامل (Complete fusion)
امتزاج کامل در تمام سطوح ذوب و بین تمام خطوط عبورهای جوش مجاور هم.
درز نفوذ کامل (Complete joint penetration (CJP))
شرایط ریشه درز در جوش شیاری که فلز جوش در سراسر ضخامت درز به طور کامل وجود دارد.
پرتونگاری کامپیوتری (Computed Radiography (CR))
نفوذ کامل (Complete penetration)
جوش کمکی ساخت (Construction aid weld)
جوشی که به منظور اتصال موقت قطعات برای جابجایی، حمل و نقل یا کار بر روی سازه ایجاد می شود.
نازل مصرف شونده در جوشکاری سرباره الکتریکی (Consumable guide ESW)
جوش پیوسته (Continuous weld)
جوشی که از یک سر اتصال تا انتهای آن ادامه می یابد.
اسناد قرارداد (Contract documents)
هر کد، مشخصات فنی، نقشه ها با الزامات اضافی که طبق قرارداد توسط کارفرما تعیین شده است.
پیمانکار (Contractor)
شخص حقیقی یا حقوقی که نماینده شرکت مسئول ساخت و ساز یا جوشکاری، مطلع با مفاد این آیین نامه، می باشد.
بازرس پیمانکار (Contractors Inspector)
شخص تعیین شده توسط پیمانکار و نماینده آن در امور بازرسی و کنترل کیفیت، مطابق با مفاد آیین نامه و قرارداد.
اتصال کنج (Corner joint)
اتصال بین دو عضو، تحت زاویه ای تقریباً عمودی به شکل L نسبت به یکدیگر.
عبور پوششی (Cover pass)
جوشکاری با گاز CO2 (CO2 welding)
اصطلاح غیراستاندارد برای جوشکاری قوسی تحت حفاظت گاز، GMAW.
چاله جوش (Crater)
فرو رفتگی یا چاله در انتهای مهره جوش.
آزمایش ضربه شارپی (Charpy V-notch (CVN))
آزمایش تعیین طاقت ضربه ای مواد.
D
دسی بل در آزمایش فراصوت (Decibel (dB) (UT))
بیان لگاریتمی دو دامنه یا شدت انرژی صوتی.
رتبه دسی بل در آزمایش فراصوت (Decibel rating (UT))
عیب (Defect)
ناپیوستگی یا ناپیوستگی هایی که به دلیل ماهیت یا اثر انباشته (به عنوان مثال، طول کل ترک) در قطعه یا محصول، باعث برآورده نشدن حداقل استانداردها و یا مشخصات قابل قبول و در نتیجه آن، مردودی خواهد شد.
جوش معیوب (Defective weld)
جوشی که دارای یک یا چند عیب می باشد.
سطح عیب (Defect level (UT))
رتبه عیب (Defect rating (UT))
جوش های بحرانی لرزه ای (Demand critical welds)
جوش هایی که توسط مهندس در اسناد قرارداد تعیین شده و باید الزامات فصل 13 این آیین نامه را برآورده سازد.
عمق ذوب (Depth of fusion)
فاصله عمودی سطح قبل از جوشکاری تا لبه ریشه در فلز پایه.
زاویه دو وجهی (Dihedral Angel)
ناپیوستگی (Discontinuity)
گسیختگی در ساختار یک ماده، مانند ناهمگنی در خصوصیات مکانیکی یا متالورژیکی یا فیزیکی آن. ناپیوستگی لزوماً عیب نیست.
ورق مضاعف (Doubler)
ورق موازی تیر یا ستون اضافه شده در محل تمرکز تنش، به منظور افزایش استقامت آن.
حالت تخت (Downhand)
اصطلاح غیراستاندارد برای وضعیت جوشکاری تخت.
E
پرتونگاری مستقیم (Direct radiography (DR))
نقشه ها (Drawings)
اشاره به طراحی بالان ها و نقشه های تفضیلی و طرح های اجرایی.
زاویه لبه در سازه های لوله ای (Edge Angle (tubular structures))
زاویه حاده بین لبه های شیار اعضای اتصال جوش و مماس بر سطح عضو، اندازه گیری شده در صفحه عمود بر خط تقاطع.
طول موثر جوش (Effective length of weld)
طول جوشی که در سرتاسر آن مقطع مورد نیاز جوشکاری وجود دارد، در جوش منحنی، در امتداد محور جوش اندازه گیری می شود.
جوشکاری الکتریکی گازی (Electro Gas welding (EGW))
فرایند جوشکاری قوسی است که در آن از قوس بین فلز پرکننده و حوضچه جوش و امتداد آن در جوشکاری عمودی با پشت بندی به منظور محصور کردن فلز جوش مذاب، استفاده می شود. این فرایند می توانند به همراه یا بدون گاز محافظ و بدون اعمال فشار صورت گیرد.
جوشکاری الکتریکی سرباره ای (Electro slag welding (ESW))
فرایند جوشکاری که در آن، اتصال بوسیله سرباره ای که فلز پرکننده و سطوح قطعات را ذوب می کند، صورت می پذیرد. حوضچه مذاب بوسیله این سرباره حفظ و جوش در امتداد مقطع کامل آن، پیشروی می کند. این فرایند با قوسی که سرباره را گرم می کند شروع شده، سپس قوس بوسیله سرباره رسانا خاموش و به دلیل مقاومت آن در برابر جریان الکتریکی عبوری بین الکترود و قطعه کار، به صورت مذاب نگه داشته می شود.
جوشکاری الکتریکی سرباره ای به همراه نازل مصرف شونده (ESW with Consumable guide)
فرایند جوشکاری الکتریکی سرباره ای، با این تفاوت که فلز پرکننده بوسیله الکترود و عضو راهنما تأمین می شود.
قالب انتهایی (ماهیچه کاری) (End returns)
ادامه عمل جوش، در جوش گوشه و در اطراف گوشه عضو به منظور تقویت جوش اصلی.
مهندس (Engineer)
فردی که مسئول طراحی مطابق الزامات و محدوده آیین نامه می باشد.
F
خستگی (Fatigue)
به عنوان آسیبی تعریف می شود که پس از تعداد کافی چرخه تنش منجر به شکست شود. محدوده تنش به صورت حد بالا و پایین بزرگی نوسانات تعریف می شود.
سطح تماس (Faying surface)
سطح عضو که در تماس یا در نزدیکی سطح عضو دیگر جوش قرار می گیرد.
فلز پرکننده (Filler metal)
فلز با آلیاژ اضافه شده به منظور جوشکاری یا لحیم کاری.
ساق جوش گوشه (Fillet weld leg)
فاصله بین ریشه درز اتصال تا پنجه جوش گوشه.
جوش شیاری نیم لبه گرد (Flare-bevel-groove weld)
جوش شیاری بین یک عضو با سطح منحنی و عضو دیگر با سطح تخت.
ترشح (Flash)
ماده ای که تحت فشار به خارج از جوش پرتاب می شود و در اطراف جوش ایجاد می شود.
وضعیت جوشکاری تخت (Flat welding position)
وضعیت جوشکاری که برای جوش از سمت بالای درز در نقطه ای که محور جوش تقریباً افقی است، به کار می رود.
جوشکاری قوسی با سیم توپودری (Flux cored arc welding (FCAW))
فرایند جوشکاری قوسی که از قوس بین الکترود یکسره و حوضچه جوش، استفاده می کند. فرایند با حفاظ گازی حاصل از پودر در محفظه ای در داخل الکترود لوله ای شکل، همراه با بدون گاز محافظ خارجی اضافی و بدون اعمال فشار، به کار می رود.
جوشکاری قوسی با سیم توپودری تحت حفاظت گاز (Flux cored arc welding – gas shielded (FCAW-G))
فرایند جوشکاری قوسی با الکترود توپودری، با این تفاوت که شامل گاز یا ترکیب گازی محافظ خارجی می باشد.
جوشکاری قوسی با سیم توپودری - خود محافظ (Flux cored arc welding – self shielded (FCAW-S))
فرایند جوشکاری قوسی با الکترود توپودری، با این تفاوت که حفاظت حوضچه جوش منحصراً بو سیله پودر موجود در الکترود لوله ای تأمین می شود.
G
ذوب (Fusion)
ذوب فلز پرکننده و فلز پایه (زیر لایه)، با تنها فلز پایه، برای اجرای جوش.
خط ذوب (Fusion line)
مرز بین فلز ذوب شده و فلز پایه ذوب نشده است.
ناپیوستگی ذوبی (Fusion – type discontinuity)
نشان دهنده آخال سرباره، ذوب ناقص، نفوذ ناقص ریشه، و ناپیوستگی های مشابه مرتبط با ذوب می باشد.
ناحیه ذوب (Fusion zone)
ناحیه ای از فلز پایه که در جریان جوشکاری ذوب شده است.
جوشکاری قوس فلزی تحت حفاظت گاز (Gas metal arc welding (GMAW))
فرایند جوشکاری قوس گازی که در آن، جوش به وسیله قوس بین الکترود پرکننده یکسره و حوضچه جوش، انجام می شود. فرایند با تأمین گاز محافظ خارجی، بدون اعمال فشار صورت می گیرد.
جوشکاری قوس فلزی تحت حفاظت گاز- اتصال کوتاه (Gas metal arc welding – short circuit arc (GMAW-S))
فرایند جوشکاری قوس گازی است. با این تفاوت که سیم جوش مصرفی در طی اتصال کوتاه به طور مکرر رسوب می کند.
حفره گازی، مک گازی (Gas pocket)
اصطلاح غیر استاندارد برای تخلخل.
عدم وضوح هندسی (Geometric unsharpness Ug)
نیم سایه روی تصویر پرتونگاری ناشی از ترکیب ابعاد منبع، فاصله منبع تا جسم و فاصله جسم تا دستگاه آشکارساز.
شیارزنی (Gouging)
زاویه شیار (Groove Angel)
زاویه کلی بین قطعات مورد جوشکاری در جوش شیاری.
زاویه شیار groove angel و θ در سازه های لوله ای و قوطی شکل (Tubular structures)
زاویه بین وجوه مضاعف شیار که با فلز پرکننده پر می شود.
رویه شیار (Groove face)
سطح هر یک از اعضای شیار.
جوش شیاری (Groove weld)
جوش ایجاد شده در شیار بین قطعات.
H
ناحیه متأثر از حرارت (Heat affected zone (HAZ))
بخشی از فلز پایه که خواص مکانیکی یا ریزساختار آن به وسیله جوش یا لحیم کاری، تحت تأثیر حرارت، تغییر یافته است.
وضعیت افقی ثابت در جوشکاری لوله (Horizontal fixed position (pipe welding))
در جوشکاری لوله، حالت درز لوله در محور لوله تقریبا عمودی و لوله حین جوشکاری چرخانده نمی شود.
وضعیت جوشکاری افقی در جوش گوشه (Horizontal welding position, fillet weld)
حالت جوشکاری که در آن، جوش در بالای سطح تقریبا افقی و در مقابل سطح تقریبا قائم صورت می گیرد.
ارتفاع مرجع (Horizontal reference line (UT))
خط افقی در محدوده مرکز ابزار آزمایش فراصوت که تمام اکوها برای خواندن دسی بل تنظیم شده باشد.
حالت افقی چرخش در جوشکاری لوله (Horizontal rotated position (pipe welding))
وضعیت اتصال لوله که در آن محور لوله تقریبا افقی و جوشکاری در موقعیت تخت با چرخیدن لوله صورت می پذیرد.
کرنش نقطه بحرانی در سازه های لوله (Hot spot strain (tubular structures))
محدوده کل کرنش چرخه ای که در نقطه با بیشترین تمرکز تنش (بحرانی) در درز جوشی، اندازه گیری می شود.
I
شاخص کیفیت تصویر (Image quality indicator (IQI))
ابزاری که تصویر آن برای مشخص کردن سطح کیفیت پرتونگاری استفاده می شود. از این مورد به منظور قضاوت در مورد اندازه یا سازماندهی محدوده های قابل پذیرش ناپیوستگی ها، استفاده نمی شود.
نشانه (Indication (UT))
سیگنال نمایش داده شده روی اسیلوسکوپ که نشان دهنده بازتاب موج صوتی در قطعه آزمایش شده می باشد.
سطح نشانه (Indication level (UT))
رتبه نشانه ناشی از ناپیوستگی (Indication rating (UT))
برنامه آزمایشات بازرسی (Inspection Test Plan (ITP))
جوش منقطع (Intermittent weld)
اتصال دو قطعه به نحوی که جوش در طول مسیر درز به شکل غیرممتد انجام شود.
دمای عبورهای میانی (Interpass temperature)
در جوش چند عبوره، دمای سطح جوش در عبورهای میانی جوش می باشد.
J
درز، اتصال (Joint)
محل اتصال یا لبه اعضایی که متصل شده و یا قرار است متصل شوند.
نفوذ درز (Joint penetration)
فاصله ای که فلز جوش از سطح جوش تا ریشه گسترش یافته است، بدون در نظر گرفتن گرده جوش.
ریشه درز (Joint root)
قسمتی از درز جوش که در آن، قطعات در نزدیکترین فاصله نسبت به یکدیگر قرار دارند. ریشه درز در مقطع ممکن است نقطه، خط یا سطح باشد.
K
ناحیه K-Area (K -)
به حد فاصل نقطه شروع گردی ریشه بال به جان تا 38 میلی متر بعد از آن اطلاق می شود.
L
اتصال پوششی (Lap joint)
اتصال بین دو عضو روی هم قرار گرفته در صفحات موازی نسبت به یکدیگر.
لایه (Layer)
لایه ای از فلز جوش، لایه ممکن است شامل یک یا چند مهره جوش قرار گرفته در کنار هم باشد.
ساق (Leg (UT))
مسیری که موج برشی قبل از بازتاب از سطح ماده آزمایش شده، روی خط مستقیم طی می کند.
ساق جوش گوشه (Leg of a fillet weld)
زاویه دو وجهی محلی، θ در سازه های لوله ای و قوطی شکل (Local dihedral angel, θ (tubular structures))
زاویه اندازه گیری شده در صفحه عمود بر خط جوش، بین سطوح مماس خارجی قوطی های متصل شده با جوش. زاویه دو وجهی بیرونی، در جایی که فرد به مقطع موضعی نگاه می کند، ممکن است سطوح متقابل به عنوان صفحه در نظر گرفته شود.
کمترین دمای بهره برداری مورد انتظار (Lowest anticipated service temperature (LAST))
M
جوشکاری دستی (Manual welding)
جوشکاری که با مشعل، انبر جوشکاری یا انبر جوشکاری گازی انجام شده و کنترل آن با دست صورت می گیرد. تجهیزات فرعی مانند دستگاه های حرکت قطعه و تغذیه کننده کنترل دستی فلز پرکننده ممکن است استفاده شود.
فرایند مکانیزه (Mechanized process (XXXX-ME))
عملیات با تجهیزاتی که نیازمند تنظیم دستی اینورتر با استفاده از اطلاعات بدست آمده از مشاهده بصری، همراه با مشعل، تبلنچه، مجموعه هدایت سیم جوش، انبر جوشکاری و انبر جوشکاری گازی می باشد.
جوشکاری مکانیزه (Mechanized welding (W-ME))
آزمایش ذرات مغناطیسی (Magnetic particle testing (MT))
یکی از روش های آزمایش غیرمخرب قطعات با اعمال میدان مغناطیسی می باشد که بر روی مواد فرومغناطیس قابل انجام بوده و برای پیدا کردن عیوب سطحی و زیرسطحی تا عمق مشخص به کار می رود.
N
آزمایش غیرمخرب (Nondestructive testing (NDT))
آزمون تعیین رد یا قبولی ماده یا یک جزء از آن، مطابق با معیارهای تعیین شده که بدون آسیب رساندن و تخریب قطعه صورت می پذیرد.
گره (Node (VT))
مقاومت کششی اسمی فلز جوش (Nominal tensile strength of the weld metal)
مقاومت کششی فلز جوش که با طبقه بندی عددی فلز پرکننده نمایش داده می شود. (به عنوان مثال، مقاومت کششی اسمی E60XX ← 60 Ksi (420 Mpa)).
O
سازنده تجهیزات اصلی (Original Equipment manufacturer (OEM))
وضعیت جوشکاری بالاسری (Overhead welding position)
وضعیتی که جوشکاری از سمت زیرین قطعه انجام می گیرد.
روی هم افتادگی در جوشکاری ذوبی (Overlap (fusion welding))
برآمدگی فلز جوش، فراتر از پنجه یا ریشه جوش.
کارفرما (Owner)
شخص یا شرکتی که مالکیت قانونی محصول یا مجموعه سازه ای که مطابق این آیین نامه ساخته شده است را دارد.
برشکاری با اکسیژن (Oxygen cutting (OC))
گروهی از فرایندهای برشکاری حرارتی که فلز را با استفاده از واکنش شیمیایی بین اکسیژن و فلز پایه در دمای بالا برداشته یا جدا می کند. دمای لازم بوسیله گرمای قوس، شعله گازی اکسیژن یا منابع دیگر حفظ می شود.
شیارزنی با اکسیژن (Oxygen gouging)
P
الکترودهای موازی (Parallel electrodes)
درز نفوذ نسبی (Partial joint penetration)
نفوذ درزی که کمتر از حد کامل است.
عبور جوش (Pass)
در اصطلاح کارگاهی، به جای معادل فارسی از همان لغت لاتین "پاس" استفاده می شود.
پینکاری (Peening)
کار مکانیکی روی فلز که با استفاده از ضربه انجام می شود.
لوله (Pipe)
اعضا با مقاطع دایروی توخالی.
تخلخل لوله ای (Piping porosity)
تخلخل کشیده ای که بعد اصلی آن عمود بر مقطع جوش می باشد. هنگامیکه تخلخل تا سطح جوش ادامه می یابد، pin holes (مک های گازی) نامیده می شوند.
جوش انگشتانه (Plug weld)
جوش درون سوراخ دایره ای در یک عضو که آن را با ذوب ریشه به عضو دیگر متصل می کند.
تخلخل (Porosity)
ناپیوستگی های حفره ای که بر اثر وارد شدن گاز در جریان انجماد یا در حین رسوب پاشش حرارتی جوش ایجاد می شوند.
جوش در وضعیت ثابت (بدون چرخش قطعه) (Positioned weld)
عملیات حرارتی بعد از جوشکاری (Post weld heat treatment (PWHT))
به هر نوع عملیات حرارتی بعد از جوشکاری اطلاق می گردد.
پیش گرمایش (Preheating)
اعمال حرارت به فلز پایه بالفاصله قبل از جوشکاری، لحیم کاری، پاشش حرارتی یا برش کاری.
دمای پیش گرمایش جوشکاری (Preheat temperature, welding)
درجه حرارت فلز پایه در فضای اطراف نقطه جوشکاری، بالفاصله قبل از شروع جوشکاری است. در جوش چند عبوره، درجه حرارت بالفاصله قبل از عبور دوم و عبورهای بعدی است.
گزارش ارزیابی دستورالعمل جوشکاری (Procedure Qualification Record (PQR))
ناحیه حفاظت شده (Protected zone)
قسمتی از عضو سیستم باربر جانبی که در آن کرنش غیرالاستیک پیش بینی شده و محدودیت های خاصی روی آن اعمال می شود.
آزمایش مایع نافذ (Liquid penetrant testing (PT))
Q
تایید صلاحیت، ارزیابی دانش و مهارت (Qualification)
طرح تضمین کیفیت (Quality assurance plan (QAP))
توضیحات مربوط به ارزیابی، دستورالعمل ها، بازرسی کیفیت، منابع و سوابق مورد استفاده، به منظور اطمینان از مطابقت سازه با الزامات کیفی و قانونی و مشخصات و اسناد قرارداد می باشد.
برنامه کنترل کیفی (Quality Control Plan (QC plan))
R
ترتیب جوشکاری تصادفی (Random sequence)
دنباله طولی که در آن، ترتیب مهرهای جوش به صورت تصادفی انجام می شود.
سطح مرجع (Reference level (UT))
انعکاس دهنده مرجع (Reference reflector (UT))
گرده جوش (Reinforcement of weld)
تفکیک پذیری (Resolution (UT))
توانایی تجهیزات آزمون فراصوت در تفکیک علامت های بدست آمده از انعکاس دهنده های نزدیک.
پیشانی ریشه (Root face)
به قسمت نخورده ریشه جوش اطلاق می شود.
فاصله ریشه (Root gap)
اصطلاح غیراستاندارد برای فاصله ریشه، ریشه درز.
فاصله ریشه (Root opening)
فاصله بین قطعات در ریشه درز.
آزمایش پرتونگاری (Radiographic testing (RT))
S
سیستم باربر جانبی (Seismic force resisting system (SFRS))
مجموعه اعضایی در سازه که در برابر بارهای ارزی مقاومت می کند (شامل اعضای سازه ای که برای مقاومت در برابر لرزه طراحی نشده اند، نمی شود).
الکترود تکی (Single electrode)
یک الکترود متصل به منبع قدرت می باشد. منبع قدرت ممکن است شامل یک یا چند واحد قدرت باشد.
الکترودهای موازی (Parallel electrodes)
دو الکترود به صورت موازی و به یک منبع قدرت متصل شده اند. هر دو الکترود معمولاً با استفاده از یک تغذیه کننده الکترود، پیشروی می کنند.
الکترودهای چندتایی (Multiple electrodes)
ترکیب دو یا چند الکترود تک یا موازی. هر کدام از اجزای سیستم، منبع قدرت جداگانه و تغذیه کننده الکترود خود را دارد.
صفحه اسکن (Scanning level (UT))
جوشکاری نیمه خودکار (Semiautomatic welding)
جوشکاری دستی به همراه تجهیزاتی که یک یا چند پارامتر جوشکاری را به صورت خودکار کنترل می کند.
قطعه نگهدارنده (Shelf bar)
ورق فلزی یا میله یا اعضای مشابه، به منظور پشتیبانی از سرریز فلز جوش اضافی در درز جوش شیاری افقی.
جوشکاری قوسی فلزی با الکترود پوشش دار (Shielded metal arc welding (SMAW))
فرایند جوشکاری قوسی است که قوس بین الکترود پوشش دار و حوضچه مذاب ایجاد می شود. فرایند با حفاظت بدست آمده از تجزیه پوشش الکترود، بدون اعمال فشار و با فلز پرکننده تولیدشده توسط الکترود انجام می شود.
گاز محافظ (Shielding gas)
گاز محافظ مورد استفاده برای جلوگیری از تماس با هوا یا کاهش آلودگی هوای محیط جوش.
جوش یک طرفه (Single – welded joint)
جوشی که تنها از یک طرف انجام شده است.
اندازه جوش (Size of weld)
جوش کام (Slot weld)
جوشی که یک عضو با چاک لوبیایی را با ذوب ریشه به عضو دیگر متصل می کند. سوراخ ممکن است در انتها باز یا بسته باشد.
دامنه پرتو صوتی در آزمایش فراصوت (Sound beam dictance (UT))
طول مسیر صوت در آزمایش فراصوت (Sound path distance (UT))
فاصله بین پروب (واحد جستجوگر) و انعکاس دهنده که در خط مرکزی موج صوتی اندازه گیری می شود.
پاشش (Spatter)
ذرات فلزی خارج شده در حین جوشکاری ذوبی که بخشی از جوش نمی باشد.
مهره جوش ریسه ای (Stringer bead)
نوعی مهره جوش که بدون حرکت عرضی قابل ملاحظه ای، ایجاد می شود.
پایه گلمیخ (Stud base)
سر گلمیخ در انتهای جوش شامل پودر و ظرف و 3 میلی متر از بدنه گلمیخ در مجاورت نوک آن.
جوشکاری گلمیخ (Stud welding (SW))
فرایند جوشکاری قوسی که با حرارت دادن به گلمیخ فلزی یا قطعه مشابه با قطعه کار درهم آمپختگی فلزات را ایجاد می کند. هنگامیکه سطوح اتصال به اندازه کافی گرم شدند، به یکدیگر فـشرده می شوند. محافظت جزئی ممکن است با استفاده از حلقه محافظ قوس سرامیکی در اطراف گلمیخ، صورت پذیرد. گاز محافظ یا پودر نیز می تواند استفاده شود.
جوشکاری قوسی زیرپودری (Submerged arc welding (SAW))
فرایند جوشکاری قوسی که با یک یا چند قوس بین الکترود فلزی بدون پوشش یا چند الکترود و حوضچه جوش انجام می شود. قوس و فلز مذاب به وسیله بستری از روانساز پودری روی قطعه کار محافظت می شوند. فرایند بدون استفاده از گاز محافظ همراه و از سیم جوش، روانه یا دانه های فلزی (شار) و منابع مکمل و گاهی الکترود بوسیله فلز پرکننده یا همراه تولید شده و صورت می پذیرد.
T
خال جوش (Tack weld)
جوش اجرا شده به منظور نگهداشتن اعضا در راستای صحیح خود تا تکمیل جوش نهایی.
خال جوشکار (Tack welder)
پشت سرمه (Tandem)
به آرایش هندسی الکترودها اطلاق می شود که در آن خط کشیده شده از میان قوس ها، موازی جهت جوش است.
شیارزنی حرارتی (Thermal gouging)
نوعی فرایند برشکاری حرارتی با این تفاوت که برای ایجاد پخ یا شیار، از ذوب یا سوزاندن قسمت اضافی ماده که باید برداشته شود، استفاده می کند.
گلوئی جوش گوشه (Throat of the fillet weld)
گلوئی واقعی (Actual throat)
کوتاه ترین فاصله بین ریشه جوش و رویه جوش گوشه.
گلوئی تئوری (Theoretical throat)
فاصله از شروع ریشه درز اتصال عمود بر وتر بزرگترین مثلث قائم الزاویه ای که بتوان در داخل مقطع جوش گوشه محاط شود.
گلوئی جوش شیاری (Throat of a groove weld)
اصطلاح غیراستاندارد برای اندازه جوش شیاری.
اتصال T (T-joint)
اتصال بین دو عضو که تقریباً در حالت قائم با شکل T یکدیگر قرار گرفته اند.
پنجه جوش (Toe of weld)
ناپیوستگی عرضی (Transverse discontinuity)
نوعی ناپیوستگی در جوش که بعد اصلی آن در جهت عمود بر محور جوش است.
مجموع انرژی لحظه ای، جوشکاری با شکل موج کنترل شده (Total instantaneous energy (TIE))
مجموع آمپر و ولتاژ و فواصل زمانی تعیین شده در فرکانس های نمونه، مکفی برای تعیین کمی تغییرات شکل موج در طول بازه جوشکاری.
لوله ای، مقاطع توخالی (Tubular)
اصطلاح عمومی که به لوله ها (گرد، مربع و مستطیل) و همچنین به سازه های مقطع توخالی (HSS) اشاره دارد.
اتصال لوله ای (Tubular connection)
اتصالی در بخشی از سازه که شامل دو یا چند عضو متقاطع است، که حداقل یکی از آنها لوله ای است.
اتصال لوله ای (Tubular joint)
اتصال ایجاد شده در تقاطع عضو لوله ای با عضو دیگر که ممکن است لوله ای یا غیر لوله ای باشد.
U
ناپیوستگی غیرقابل قبول (Unacceptable discontinuity)
بریدگی کناره جوش (Undercut)
شیاری که در فلز پایه، در مجاورت پنجه یا ریشه، با فلز جوش پر نشده است.
آزمایش فراصوت (Ultrasonic testing (UT))
V
بازرس تصدیق (Verification inspector)
وضعیت جوشکاری قائم (Vertical welding position)
حالت جوشکاری که در آن، محور جوش، در نقطه جوشکاری تقریباً قائم و رویه جوش تقریبا در صفحه قائم قرار گرفته است.
وضعیت قائم در جوشکاری لوله (Vertical position (pipe welding))
وضعیت جوشکاری لوله در که حالت درز افقی، بدون چرخش لوله هنگام جوشکاری انجام می شود.
مسیر V در آزمایش فراصوتی (V-path (UT))
مسافتی که پرتو صوتی برشی طی می کند.
W
مهره جوش بافته ای (Weave bead)
نوعی مهره جوش که با حرکت نوسانی عرضی ایجاد می شود.
جوش (Weld)
اتصال موضعی فلزات یا غیر فلزات که با حرارت دادن تا دمای جوشکاری، همراه با بدون اعمال فشار، همراه با بدون فلز پرکننده، صورت می پذیرد.
فلز جوش (Weld metal)
فلزی است که در حین فرایند جوشکاری ذوب شده و به درز جوش اضافه می شود.
جوش پذیری (Weldability)
ظرفیت جوشکاری ماده، تحت شرایط ساخت و ایجاد ساختار خاص مورد نظر و دستیابی به عملکرد مناسب در انجام وظایف از قبل تعیین شده، می باشد.
محور جوش (Weld axis)
خطی در امتداد طول جوش، عمود بر مرکز هندسی مقطع جوش.
مهره جوش (Weld bead)
رسوب حاصل شده از یک عبور جوش.
جوشکار (Welder)
فردی که به صورت دستی یا نیمه خودکار عمل جوشکاری را انجام می دهد.
گواهینامه جوشکار (Welder certification)
گواهی کتبی که تأیید می کند جوشکار، جوشکاری با برآورده شدن الزامات آیین نامه مورد نظر را انجام داده است.
ارزیابی عملکرد جوشکاران (Welders performance qualification (WPQ))
نشان دادن قابلیت جوشکار برای تولید جوش(هایی که مطابق آیین نامه مشخص شده اند.
آزمون ارزیابی جوشکار (Welder Qualification Test (WQT))
رویه جوش (Weld face)
سطح ذوبی جوش از سمتی که جوشکاری انجام شده است.
جوشکاری (Welding)
فرایند اتصال موضعی مواد که با حرارت دادن تا دمای جوشکاری، همراه یا بدون اعمال فشار، همراه یا بدون فلز پرکننده، صورت می پذیرد.
ماشین جوشکاری (Welding machine)
دستگاهی که عملیات جوشکاری را انجام می دهد. برای مثال، ماشین جوشکاری نقطه ای، ماشین جوشکاری قوسی، ماشین جوشکاری درزی.
اپراتور جوشکاری (Welding operator)
ترتیب جوشکاری (Welding sequence)
ترتیب و نظم عبورهای جوش.
عبور جوش (Weld pass)
پیشرفت یک مرحله جوش در امتداد درز که نتیجه آن عبور، مهره یا لایه جوش می باشد.
گرده جوش، تقویت جوش (Weld reinforcement)
فلز جوش اضافه بر مقدار لازم برای پرکردن درز.
ریشه جوش (Weld root)
اندازه جوش گوشه (Fillet Weld size)
برای جوش های گوشه با ساق برابر، طول ساق برابر است با طول بزرگترین ضلع مثلث قائم الزاویه متساوی الساقین که بتواند در مقطع جوش محاط شود. برای جوش های گوشه با ساق نامساوی، طول ساق برابر است با طول بزرگترین ضلع مثلث قائم الزاویه ای كه می تواند در مقطع جوش محاط شود.
تذکر: وقتی اعضا با زاویه بیش از 105 درجه نسبت به یکدیگر قرار دارند، طول ساق (اندازه جوش) اهمیت کمتری نسبت به گلوئی جوش دارد که فاکتور کنترل کننده مقاومت جوش است.
اندازه جوش شیاری (Groove weld size)
اندازه نفوذ درز یک جوش شیاری.
بند انتهایی جوش (Weld tab)
قطعه اضافی که در ابتدا یا انتهای درز که جوش در آنجا شروع یا خاتمه می یابد، قرار می گیرد.
پنجه جوش (Weld toe)
محل پیوند رویه جوش و فلز پایه.
قطعه جوش (Weldment)
قطعاتی که به وسیله جوش به یکدیگر متصل شده اند.
تایید صلاحیت دستورالعمل جوشکاری (WPS qualification)
مشخصات دستورالعمل جوشکاری (Welding procedure specification (WPS))
سندی که جزئیات روش های مربوط به تولید جوش را ارائه می کند.
فصل چهارم: طراحی اتصالات جوشی
قسمت الف: ضوابط عمومی برای طراحی اتصالات جوشی (اعضای لوله ای و غیرلوله ای)
1-4 گستره
این فصل شامل الزامات مربوط به طراحی اتصالات جوشی می باشد و به سه قسمت زیر تقسیم می شود:
- قسمت الف: ضوابط عمومی برای طراحی اتصالات جوشی (غیرلوله ای و لوله ای)
- قسمت ب: ضوابط ویژه برای طراحی اتصالات غیرلوله ای (بارهای استاتیکی و چرخه ای)، ضوابط این قسمت علاوه بر ضوابط قسمت الف می باشد
- قسمت پ: ضوابط ویژه برای طراحی اتصالات غیرلوله ای (بارهای چرخه ای)
2-4 کلیات
این قسمت شامل ضوابطی است که برای طراحی تمام اتصالات جوشی اعضای غیرلوله ای (با مقطع باز)، لوله ای (با مقطع بسته - لوله ای یا مربع مستطیل)، مستقل از بارگذاری، قابل استفاده است.
3-4 اسناد قراردادی و مشخصات فنی
1-3-4 اسناد قرارداد
اطلاعات کامل جوش شامل مشخصات فنی فاز پایه، محل، نوع، اندازه و طول کامل همه جوش ها باید به طور واضح در نقشه ها و مشخصات فنی نشان داده شود. به این مجموعه از این به بعد اسناد قراردادی اطلاق می شود. در صورت نیاز طراح به جوش در محل کارگاه، این مورد باید در اسناد قرارداد مشخص شود. در نقشه های ساخت و نصب که از این به بعد نقشه های ساخت نامیده می شوند، باید به طور واضح جوش های کارخانه ای و کارگاهی مشخص شوند.
2-3-4 ضوابط طاقت شیاری
در صورت نیاز به طاقت شیاری، لازمست طراح حداقل انرژی آزمایش طاقت شیاری، همراه با دمای فاز پرکننده (فاز الکترود) یا آزمایش ضربه شیاری را برای تایید مشخصات دستورالعمل جوشکاری (WPS) مقرر نماید. در صورتی که تایید دستورالعمل جوشکاری منوط به آزمایش ضربه باشد، طراح باید حداقل انرژی جذب شده، دمای آزمایش و لزوم آزمایش برای فلز جوش یا فلز جوش همراه با ناحیه متاثر از حرارت (HAZ) قسمت ت) را مشخص نماید.
3-3-4 ضوابط جوش های خاص
الزم است طراح در اسناد قرارداد و پیمانکار در نقشه های ساخت، اتصالات و یا گروه اتصالاتی که دستور خاصی برای توانایی جوش ها و روش جوشکاری و یا هر اقدام احتیاطی مقرر را مشخص نمایند.
4-3-4 اندازه و طول جوش
در نقشه های طراحی، باید طول موثر جوش و برای جوش شیاری با نفوذ نسبی (PJP) باید اندازه جوش الزم (مقدار یا درصد نفوذ جوش) مشخص شود. برای جوش گوشه و اتصال سپری (T) غیرمتعامد الزم است اطلاعات زیر در اسناد قراردادی ارائه شود:
- اندازه ساق جوش گوشه برای جوش های گوشه بین دو سطح با زاویه بین 100 تا 80 درجه.
- اندازه گلویی موثر جوش برای جوش های گوشه بین دو سطح با زاویه کوچکتر از 80 و بزرگتر از 100 درجه.
5-3-4 ضوابط نقشه های ساخت
نقشه های ساخت باید مشخصات درز جوش های شیاری و نحوه آماده سازی فلز پایه را با استفاده از علائم جوش و یا جزئیات نشان دهد. در صورت استفاده از ورق پشت بند، باید ضخامت و عرض آن مشخص شود.
1-5-3-4 جوش های شیاری با نفوذ نسبی (PJP)
در نقشه های ساخت باید عمق الزم شیار جوش (S) متناسب با روش جوشکاری، و وضعیت جوشکاری، مشخص شود.
2-5-3-4 جوش گوشه و جوش های سپری مایل
در نقشه های ساخت باید الزامات زیر لحاظ شود:
- برای جوش های گوشه بین قطعاتی که سطوح آنها با زاویه بین 80 تا 100 درجه نسبت به یکدیگر قرار گرفته اند، اندازه ساق جوش باید در نقشه های ساخت درج شود.
- برای جوش های گوشه بین قطعاتی که سطوح آنها با زاویه کمتر از 80 درجه و یا بزرگتر از 100 درجه نسبت به یکدیگر قرار گرفته اند، در نقشه های ساخت باید ترتیب جوش ها، اندازه ساق جوش مورد نیاز برای منظور نمودن اثر هندسه درز و در صورت لزوم، کاهش بعد Z متناسب با زاویه و روش جوشکاری مشخص شود.
3-5-3-4 علامت جوش
در اسناد قراردادی باید الزامات جوش های شیاری با نفوذ کامل (CJP) و نفوذ نسبی (PJP) نشان داده شود. در اسناد قراردادی الزم نیست نوع شیار و اندازه شیار نشان داده شود. علامت جوش بدون اندازه، بیانگر جوش شیاری با نفوذ کامل (CJP) می باشد.
4-5-3-4 جزئیات و اندازه های پیش تایید شده
جزئیات ارائه شده تحت عنوان جوش های پیش تایید شده، نشان دهنده کفایت آنها در تامین شرایط و گواهی سلامت نوار جوش و ذوب آن با فلز پایه می باشد؛ هرچند استفاده از این جزئیات داللت بر تایید اثر آنها بر فلز پایه در خارج از مرز ذوب و یا مناسب بودن جزئیات درز برای کاربرد خاص نخواهد بود.
5-5-3-4 جزئیات ویژه
در صورت نیاز به رعایت جزئیات خاصی برای شیار جوش، همه موارد باید به طور شفاف در اسناد قراردادی ارائه شود.
6-5-3-4 الزامات بازرسی ویژه
نیاز به هرگونه بازرسی ویژه باید در اسناد قراردادی ارائه شود.
4-4 سطح موثر
1-4-4 جوش های شیاری
1-1-4-4 طول موثر جوش
طول موثر هر جوش شیاری بدون توجه به امتداد آن، برابر عرض قطعه جوش شده عمود بر امتداد تنش فشاری و کششی می باشد. برای جوش های شیاری انتقال دهنده برش، طول موثر برابر طول نشان داده شده در نقشه است.
2-1-4-4 اندازه موثر جوش شیاری با نفوذ کامل (CJP)
اندازه جوش شیاری با نفوذ کامل (CJP)، برابر ضخامت ورق نازکتر جوش شده است.
3-1-4-4 حداقل اندازه جوش های شیاری با نفوذ نسبی (PJP)
حداقل اندازه جوش شیاری با نفوذ نسبی (PJP) باید مساوی یا بزرگتر از اندازه (S) مذکور در بند 5-2-4 باشد، مگر اینکه دستورالعمل جوشکاری (WPS) مورد ارزیابی و تایید قرار گیرد.
4-1-4-4 اندازه موثر جوش شیاری لبه گرد
اندازه موثر جوش های شیاری لبه گرد که به طور کاملاً تراز با جوش پر می شود، مطابق جدول 1-4 می باشد.
| روش جوشکاری | جوش در حالت تخت | جوش در حالت عمودی |
|---|---|---|
| SMAW و FCAW-S | 5/16R | 5/8R |
| GMAW و FCAW-G | 5/8R | 3/4R |
| SAW | 5/16R | 1/2R |
5-1-4-4 مساحت موثر جوش های شیاری
مساحت موثر جوش های شیاری، مساوی حاصل ضرب طول موثر در اندازه موثر می باشد.
2-4-4 جوش های گوشه
1-2-4-4 طول موثر (مستقیم)
طول موثر جوش گوشه مستقیم معادل کل طول جوش با اندازه کامل و شامل قالب های انتهایی می باشد. لزومی به کاهش طول موثر در محاسبات به دلیل چاله های ابتدایی و انتهایی جوش نیست.
2-2-4-4 طول موثر (منحنی)
طول موثر جوش گوشه منحنی باید در امتداد محور مرکزی گلویی موثر اندازه گیری شود.
3-2-4-4 طول حداقل
حداقل طول جوش گوشه باید مساوی 4 برابر اندازه اسمی باشد، به عبارت دیگر، اندازه موثر جوش نباید از 25 درصد طول موثر آن تجاوز نماید.
4-2-4-4 جوش های گوشه متقطع
حداقل طول جوش گوشه متقطع 40 میلی متر می باشد.
5-2-4-4 حداکثر طول موثر
برای جوش های گوشه تحت بار انتهایی با طولی تا 100 برابر بعد ساق، می توان طول موثر را تمام طول جوش منظور نمود. در صورتی که این طول بیش از 100 و کمتر از 300 برابر اندازه ساق جوش باشد، طول موثر از حاصل ضرب طول واقعی در ضریب کاهش زیر حاصل می شود:
\[ \beta = 1.2 - 0.002 \left( \frac{L}{w} \right) \leq 1.0 \]
که در آن:
β ضریب کاهش
L طول واقعی جوش
w اندازه ساق جوش
در صورتی که طول جوش از 300 برابر اندازه جوش بزرگتر شود، طول موثر مساوی 180 برابر اندازه ساق منظور می شود.
6-2-4-4 محاسبه اندازه گلویی موثر
برای حالتی که زاویه بین دو قطعه بین 80 تا 100 درجه باشد، گلویی موثر مساوی فاصله حداقل ریشه جوش تا وجه ترسیمی جوش (ارتفاع مثلث) می باشد. محاسبه اندازه گلویی موثر برای جوش های گوشه بین دو صفحه با زاویه 60 تا 80 درجه و زاویه بیش از 100 درجه باید برمبنای محاسبات هندسی انجام شود.
7-2-4-4 تقویت جوش گوشه
گلویی موثر جوش مرکب از جوش شیاری با نفوذ نسبی (PJP) و جوش گوشه، کوتاه ترین فاصله از ریشه جوش تا سطح ترسیمی جوش منهای 3 میلی متر برای هر شیاری که ملزم به چنین کاهشی است، می باشد.
8-2-4-4 اندازه حداقل
حداقل اندازه جوش گوشه نباید کوچکتر از اندازه الزم برای انتقال نیرو مطابق با الزامات بند 7-12 باشد.
9-2-4-4 حداکثر اندازه جوش در اتصالات پوششی
حداکثر اندازه جوش گوشه در امتداد لبه های اتصالات پوششی به شرح زیر می باشد:
- برای ورق های با ضخامت کمتر از 6 میلی متر، مساوی ضخامت ورق می باشد.
- برای ورق با ضخامت 6 میلی متر و بزرگتر، 2 میلی متر کوچکتر از ضخامت ورق اما نه کمتر از 6 میلی متر می باشد.
10-2-4-4 مساحت موثر
مساحت موثر مساوی حاصل ضرب طول موثر در ضخامت گلویی موثر می باشد.
3-4-4 اتصال سپری مایل
1-3-4-4 کلیات
اتصالاتی که زاویه بین دو ورق در آن بیش از 100 درجه و کمتر از 80 درجه باشد، اتصالات سپری مایل نامیده می شود.
2-3-4-4 جوش در زاویه حاده بین 60 تا 80 درجه و زاویه منفرجه بیش از 100 درجه
وقتی که جوش در زاویه حاده بین 60 تا 80 درجه و زاویه منفرجه بیش از 100 درجه انجام می شود، در اسناد قراردادی باید گلویی موثر جوش مشخص شود. در نقشه های ساخت باید به طور واضح هندسه مقطع جوش همراه با ابعاد ساق ها به منظور حصول گلویی موثر الزم، مشخص شود.
3-3-4-4 جوش در زاویه حاده بین 30 تا 60 درجه
وقتی که جوش در زاویه حاده کمتر از 60 درجه و مساوی یا بیشتر از 30 درجه انجام می شود، اندازه گلویی موثر باید به اندازه کاهش بعد Z مجاز افزایش یابد. در اسناد قراردادی باید اندازه گلویی موثر ذکر شود. در نقشه های ساخت، اندازه ساق ها باید طوری مشخص شود که گلویی موثر به اضافه کاهش بعد Z تامین شود.
| زاویه ψ | روش جوشکاری | Z (mm) | روش جوشکاری | Z (mm) |
|---|---|---|---|---|
| 60° > ψ ≥ 45° | SMAW | 3 | SMAW | 3 |
| FCAW-S | 0 | FCAW-S | 3 | |
| FCAW-G | 0 | FCAW-G | 3 | |
| GMAW | 0 | GMAW | دربراک نودب | |
| 45° > ψ ≥ 30° | SMAW | 6 | SMAW | 6 |
| FCAW-S | 3 | FCAW-S | 6 | |
| FCAW-G | 6 | FCAW-G | 6 | |
| GMAW | 6 | GMAW | دربراک نودب |
4-3-4-4 جوش اتصال نیشی با زاویه کوچکتر از 30 درجه
جوش هایی که در اتصال نیشی با زاویه ای کوچکتر از 30 درجه اجرا می شوند، نباید در انتقال نیرو سمیم باشند.
5-3-4-4 طول موثر
طول موثر جوش گوشه اتصالات سپری مایل، مساوی طول تمام جوش می باشد. لزومی به کاهش طول جوش در ابتدا و انتهای نوار جوش در محاسبات نمی باشد.
6-3-4-4 حداقل اندازه جوش
در این خصوص الزامات بند 8-2-4-4 باید اعمال شود.
7-3-4-4 گلویی موثر
گلویی موثر جوش گوشه اتصالات سپری مایل با زاویه بین 20 تا 30 درجه، مساوی حداقل فاصله از ریشه تا وجه ترسیمی جوش منهای اندازه کاهش بعد Z می باشد. گلویی موثر اتصالات سپری مایل با زاویه بین 60 تا 80 درجه و زاویه بیش از 100 درجه مساوی کوتاه ترین فاصله از ریشه تا رویه جوش می باشد.
8-3-4-4 مساحت موثر
مساحت موثر جوش اتصالات سپری مایل مساوی حاصل ضرب گلویی موثر در طول موثر می باشد.
4-4-4 جوش گوشه درون سوراخ یا شکاف
1-4-4-4 محدودیت های قطر و عرض
حداقل قطر سوراخ یا عرض شکافی که جوش گوشه در محیط آن اجرا می شود، نباید از مقدار ضخامت ورقی که جوش می شود به اضافه 8 میلی متر، کوچکتر باشد.
2-4-4-4 دو انتهای شکاف
در انتهای شکاف که به انتهای ورق منتهی نمی شود، باید بصورت نیم دایره و یا با گوشه های گرد با شعاعی معادل با حداقل ضخامت ورقی باشد که جوش می شود.
3-4-4-4 طول موثر
طول موثر جوش محیطی سوراخ یا شکاف، مساوی طول جوش در امتداد میان تار گلویی موثر می باشد.
4-4-4-4 مساحت موثر
مساحت موثر جوش گوشه در محیط سوراخ یا شکاف، مساوی حاصل ضرب طول موثر در گلویی موثر است.
5-4-4 جوش های انگشتانه و کام
1-5-4-4 محدودیت های قطر و عرض
حداقل قطر سوراخ یا عرض شکافی که در آن جوش انگشتانه و کام اجرا می شود، نباید کمتر از ضخامت ورق به علاوه 8 میلی متر یا 2.5 برابر ضخامت ورق، هرکدام که بزرگتر است، باشد. حداکثر قطر سوراخ یا عرض شکاف نباید از مقدار حداقلی آن به اضافه 3 میلی متر یا 1.5 برابر ضخامت ورق، هرکدام که بزرگتر است، بیشتر باشد.
2-5-4-4 طول شکاف و شکل آن
طول شکاف نباید بزرگتر از 10 برابر ضخامت ورق باشد. انتهای شکاف باید بصورت نیم دایره و یا با گوشه های گرد با شعاعی معادل با حداقل ضخامت ورقی باشد که جوش می شود.
3-5-4-4 مساحت موثر
مساحت موثر جوش انگشتانه و کام مساوی مساحت سوراخ و یا شکاف در فصل مشترک دو ورق می باشد.
4-5-4-4 حداقل عمق پرشدگی جوش انگشتانه و کام
حداقل عمق پرشدگی جوش انگشتانه و کام باید منطبق بر الزامات زیر باشد:
- برای جوش انگشتانه و کام در ورقی به ضخامت 16 میلی متر و کمتر، برابر با ضخامت ورق می باشد.
- برای جوش انگشتانه و کام در ورق با ضخامت بیش از 16 میلی متر، برابر با نصف ضخامت ورق و یا 16 میلی متر، هر کدام که بزرگترند، می باشد.
در هیچ حالتی حداقل عمق پرشدگی نباید بزرگتر از ضخامت ورق نازکتر باشد.
قسمت ب: الزامات خاص برای طراحی اتصالات غیرلوله ای (بارهای استاتیکی و چرخه ای)
5-4 کلیات
الزامات ویژه قسمت ب همراه با الزامات قسمت الف باید به تمام اتصالات غیرلوله ای اعضای تحت بارهای استاتیکی اعمال شوند. الزامات قسمت الف و ب، به جز آنهایی که در قسمت ب به نحوی اصالح شده اند، باید به بارهای چرخه ای نیز اعمال گردند.
6-4 تنش ها
1-6-4 تنش های محاسباتی
تنش های محاسباتی که باید با تنش های مجاز مورد مقایسه قرار گیرند، تنش های اسمی بدست آمده از تحلیل مناسب یا با استفاده از الزامات مقاومت حداقل اتصال برمبنای آیین نامه های طراحی کاربردی هستند.
2-6-4 تنش های محاسباتی به علت برون محوری
تنش های محاسباتی که با تنش های مجاز مقایسه می شوند، باید با در نظر گرفتن هرگونه برون محوری ناشی از غیرهم محوری اعضای متصل بهم، موقعیت، اندازه و نوع جوش، محاسبه شوند.
3-6-4 تنش های مجاز فولاد پایه
تنش های محاسباتی فولاد پایه در مجاورت جوش نباید از مقادیر مجاز آیین نامه ای تجاوز نماید.
4-6-4 تنش های مجاز فولاد جوش
تنش های محاسباتی روی سطح موثر درزهای جوش شده نباید از مقادیر جدول 3-4 تجاوز نماید.
| نوع جوش | نوع بار و جهت آن نسبت به محور جوش | تنش مجاز |
|---|---|---|
| جوش شیاری با نفوذ کامل (CJP) | کششی عمود بر محور جوش | مقاومت اتصال براساس فلز پایه تعیین می شود |
| فشاری عمود بر محور جوش | مقاومت اتصال براساس فلز پایه تعیین می شود | |
| کششی و یا فشاری موازی با محور جوش | طراحی ندارد | |
| برشی | مقاومت اتصال براساس فلز پایه تعیین می شود | |
| جوش شیاری با نفوذ نسبی (PJP) | کششی در امتداد عمود بر محور جوش | براساس فلز پایه: FnBM = Fu براساس فلز جوش: Fnw = 0.6Fue |
| فشاری | براساس فلز پایه: FnBM = Fy براساس فلز جوش: Fnw = 0.6Fue | |
| برشی | براساس فلز پایه: FnBMABM براساس فلز جوش: Fnw = 0.6Fue | |
| جوش گوشه | برشی | براساس فلز پایه: FnBMABM براساس فلز جوش: Fnw = 0.6Fue |
| جوش انگشتانه و کام | برشی، موازی سطح تحت برش | براساس فلز پایه: FnBMABM براساس فلز جوش: Fnw = 0.6Fue |
5-6-4 روش جایگزین برای تنش مجاز جوش گوشه
برای یک خط جوش گوشه یا گروه جوش گوشه متشکل از خطوط جوش گوشه موازی که تمام آنها تحت یک زاویه تحت بار قرار گرفته اند و بارها در صفحه ای مار بر مرکز هندسی گروه جوش قرار دارد، تنش مجاز را می توان از رابطه زیر تعیین نمود:
\[ F_v = 0.30F_{EXX} (1 + 0.5 \sin^{1.5} \theta) \]
که در آن:
Fv = تنش مجاز بر واحد سطح
FEXX = مقاومت کششی نهایی الکترود
θ = زاویه بین امتداد نیرو و محور جوش (درجه)
6-6-4 افزایش تنش مجاز
در صورتی که آیین نامه طراحی فوالد، اجازه افزایش تنش را در حالتی برای فوالد پایه منظور نماید و جوش تحت بارهای چرخه ای قرار نداشته باشد، این نسبت افزایش را می توان در تنش مجاز جوش نیز منظور نمود.
7-4 هندسه و جزئیات اتصال
1-7-4 الزامات عمومی
اتصالات جوشی باید به گونه ای طراحی شوند که نیازهای مقاومتی، سختی یا انعطاف پذیری مقرر در مشخصات فنی را برآورده نمایند.
2-7-4 اتصالات و وصله های اعضای فشاری
1-2-7-4 اتصالات و وصله هایی که برای تحمل فشار اتکایی پرداخت می شوند
وصله ستون هایی که سطح تماس آنها برای تحمل فشار تماسی پرداخت می شود، باید به کمک جوش شیاری با نفوذ نسبی (PJP) با جوش گوشه کافی برای حفظ اجزای مقطع در محل خود متصل شوند.
2-2-7-4 اتصالات و وصله هایی که برای تحمل فشار اتکایی پرداخت نمی شوند
در صورتی که انتهای ستون ها و سایر اعضای فشاری در محل وصله برای تحمل فشار اتکایی پرداخت نشده باشد، وصله باید برای انتقال نیروهای داخلی عضو طراحی شود.
3-2-7-4 اتصال به ورق پایستون
در ورق پای ستون و سایر اعضای فشاری، اتصال باید برای حفظ ایمن عضو در محل خود کافی باشد.
3-7-4 تنش های درون ضخامت
در اتصالات T (سپری) و L (گونیا) که برای انتقال تنش عمود بر اجزای اتصال طراحی می شوند، به خصوص وقتی ضخامت فلز پایه قطعه انشعابی و با اندازه جوش لازم مساوی یا بزرگتر از 20 میلی متر می باشد، لازمست تدابیر خاصی در طراحی، جزئیات بندی و انتخاب نوع فلز پایه مورد توجه قرار گیرد.
4-7-4 ترکیب جوش ها
اگر دو یا چند نوع جوش مختلف (شیاری، گوشه، انگشتانه، کام) برای تحمل نیرو در امتداد مشخص با هم ترکیب گردند، ظرفیت اتصال را می توان مجموع ظرفیت انواع مختلف جوش در امتداد بار وارده در نظر گرفت.
5-7-4 مالیم سازی سطح جوش لب به لب، گونیا (L) و سپری (T)
از جوش گوشه می توان برای مالیم سازی سطح جوش های شیاری با نفوذ کامل (CJP) و با نفوذ نسبی (PJP) به منظور کاهش تمرکز تنش در جوش های لب به لب یا ضخامت متفاوت، گونیا و سپری استفاده نمود.
6-7-4 سوراخ دسترسی جوش
در صورت نیاز به سوراخ دسترسی، ابعاد آن باید برای ایجاد نوار سالم جوش کافی باشد.
7-7-4 ترکیب جوش با پیچ و پرچ
روق اتصال در یک سمت درز می تواند جوشی و در سمت دیگر بصورت پیچی یا پرچی باشد.
8-4 هندسه و جزئیات درزهای جوش های شیاری
1-8-4 تبدیل در ضخامت و عرض
برای سازه های تحت بار استاتیکی، نیازی به تبدیل با مالیم سازی جوش گوشه نمی باشد.
2-8-4 معنویت جوش شیاری منقطع با نفوذ کامل
استفاده از جوش های شیاری با نفوذ کامل (CJP) بصورت منقطع و طول محدود مجاز نیست.
3-8-4 جوش شیار منقطع با نفوذ نسبی
برای انتقال نیروی برش بین قطعات متصل، می توان از جوش های شیاری با نفوذ نسبی منقطع، نیم لبه گرد و لبه گرد استفاده نمود.
4-8-4 سنگ زدن ناودان (گوشواره) جوش
برای اعضای غیرلوله ای تحت بار استاتیکی لزومی به سنگ زدن و برداشتن ناودان جوش نیست.
9-4 هندسه و جزئیات درزهای جوش گوشه
1-9-4 درز پوششی (رویهم)
1-1-9-4 جوش های گوشه عرضی
در درزهای پوششی تحت تنش های محوری باید از جوش های گوشه عرضی (عمود بر امتداد نیرو) به صورت زوج (دوطرفه) استفاده شود.
2-1-9-4 حداقل طول پوشش
حداقل طول پوشش در اتصالات پوششی که تحت اثر نیرو قرار دارند، مساوی 5 برابر ضخامت ورق نازکتر می باشد که نباید از 25 میلی متر کوچکتر شود.
2-9-4 جوش های گوشه طولی
طول هر کدام از جوش های گوشه طولی اجرا شده در درزهای پوششی که در اتصال انتهایی تسمه قرار گرفته اند، نباید از فاصله بین آن دو کمتر باشد.
3-9-4 انتهای جوش گوشه
1-3-9-4 کلیات
جوش گوشه را می توان تا انتها یا کناره های عضو ادامه داد و یا می توان جوش را در انتها صورت قالب درآورد.
2-3-9-4 درزهای پوششی تحت کشش
در درزهای پوششی تحت کشش که عرض ورق تحتانی بزرگتر از عرض تسمه می باشد، جوش گوشه طولی باید در فاصله ای نه کمتر از اندازه جوش از لبه ورق، قطع شود.
3-3-9-4 حداکثر طول قالب انتهایی
طول قالب انتهایی نباید از 2 برابر ساق جوش کمتر و از 4 برابر ساق جوش بزرگتر باشد.
4-3-9-4 جوش سخت کننده های عرضی
جوش های گوشه متصل کننده سخت کننده های عرضی به جان تیر، باید در فاصله ای نه کمتر از 6 برابر ضخامت جان، از بال کششی قطع گردند.
5-3-9-4 وجوه مخالف فصل مشترک دو ورق
جوش های گوشه ای که در دو سمت مخالف فصل مشترک دو قطعه جوش می شوند، نباید تا انتها ادامه یابند.
10-4 هندسه و جزئیات درزها- جوش انگشتانه و کام
1-10-4 حداقل فاصله جوش های انگشتانه
حداقل فاصله مرکز به مرکز جوش های انگشتانه نباید کمتر از 4 برابر قطر سوراخ باشد.
2-10-4 حداقل فاصله جوش های کام
حداقل فاصله محور به محور شکاف ها در امتداد عمود بر طول آنها 4 برابر عرض شکاف می باشد. حداقل فاصله مرکز به مرکز شکاف ها در امتداد طولی 2 برابر طول شکاف می باشد.
3-10-4 ابعاد پیش تایید شده
در بندهای 4-4-5 و 4-5-4 ابعاد پیش تایید شده جوش های کام ارائه شده است.
4-10-4 محدودیت فوالدهای آیدیده و بازبخت شده
استفاده از جوش های انگشتانه و کام در فوالدهای آیدیده و بازبخت شده با تنش تسلیم بزرگتر از 490 مگاپاسکال ممنوع می باشد.
11-4 ورق های پرکننده
1-11-4 ورق های پرکننده نازک
ورق های پرکننده با ضخامت مساوی و یا کمتر از 6 میلی متر نباید برای انتقال نیرو استفاده کرد.
2-11-4 ورق های پرکننده ضخیم
وقتی ضخامت ورق پرکننده برای انتقال تنش ناشی از نیروی بین دو قطعه متصل شده مناسب باشد، ابعاد آن باید بزرگتر از ورق اتصال باشد.
3-11-4 الزامات نقشه های کارگاهی
در صورتیکه اتصال نیاز به ورق پرکننده داشته باشد، جزئیات آن می بایست به طور واضح در نقشه های کارگاهی نشان داده شود.
12-4 اعضای ساخته شده
1-12-4 حداقل جوش الزم
وقتی عضوی از دو یا چند ورق و یا نیم رخ نوردشده ساخته شده باشد، به آن عضو ساخته شده می گویند. اجزای عضو باید با استفاده از انواع جوش های گوشه، انگشتانه یا کام کافی به یکدیگر متصل شوند.
2-12-4 حداکثر فاصله بین جوش های منقطع
1-2-12-4 کلیات
حداکثر فاصله طولی خالص بین جوش های منقطع نباید از 200 میلی متر تجاوز نماید.
2-2-12-4 اعضای فشاری
فاصله طولی خالص بین جوش های منقطع بین اجزای اعضای فشاری ساخته شده، نباید از \(0.73 \sqrt{\frac{E}{F_y}} t\) میلی متر تجاوز کند که t ضخامت ورق نازکتر است و یا 300 میلی متر.
3-2-12-4 فوالدهای رنگ نشده
فاصله جوش هایی که اجزای رنگ نشده را به یکدیگر متصل می کنند نباید بیش از 14 برابر ضخامت ورق نازکتر و یا 180 میلی متر باشد.
قسمت پ: الزامات ویژه برای طراحی اتصالات اعضای غیرلوله ای (بارهای چرخه ای - خستگی)
13-4 کلیات
1-13-4 محدوده کاربرد
کاربرد قسمت پ فقط محدود به اعضای غیرلوله ای و اتصالات تحت بارهای چرخه ای با تعداد تکرار (فرکانس) و دامنه کافی در محدوده های الاستیک برای آغاز ترک و شکست پیش رونده (خستگی) می باشد.
2-13-4 سایر الزامات وابسته
الزامات قسمت های الف و ب باید علاوه بر الزامات قسمت پ برای اعضا و اتصالات موضوع این قسمت، اعمال شوند.
3-13-4 مسئولیت مهندس طراح
مهندس طراح در اسناد قراردادی باید جزئیات کامل، شامل اندازه جوش را ارائه نموده و به علاوه تعداد تکرار چرخه در عمر پیش بینی شده و دامنه تنش ناشی از لنگرها، برش ها و واکنش های ناشی از بارهای چرخه ای را مشخص نماید.
14-4 محدودیت ها
1-14-4 آستانه دامنه تنش (حد دوام)
در صورتیکه دامنه تنش ناشی از بار زنده کمتر از آستانه دامنه تنش (FTH) باشد، نیاز به بررسی مقاومت خستگی نمی باشد.
2-14-4 خستگی با تکرار کم
الزامات قسمت پ به مواردی که تحت بارهای خستگی با تکرار کم قرار دارند و این بارها تنش های فراتر از حد الاستیک (در محدوده پلاستیک) تولید می کنند، مربوط نمی باشد.
3-14-4 محافظت در مقابل خوردگی
مقاومت خستگی شرح داده شده در قسمت پ برای اعضایی که به خوبی در مقابل خوردگی محافظت شده باشند و یا در محیط با شرایط خورندگی ملایم و کم قرار داشته باشند، کاربرد دارد.
4-14-4 اعضای معین و نامعین استاتیکی
این آیین نامه تمایزی بین اعضای معین و نامعین قائل نمی باشد.
15-4 محاسبه تنش
1-15-4 تحلیل خطی (الاستیک)
تنش ها و دامنه تنش های محاسبه شده، باید اسمی و برپایه تحلیل خطی تنش باشد.
2-15-4 تنش ناشی از بارهای محوری و خمشی
در حالت ترکیب تنش محوری و خمشی، حداکثر تنش ترکیبی براساس ترکیب بارهای همزمان حاصل می شود.
3-15-4 نیمرخ های متقارن
در اعضای دارای مقطع متقارن، آرایش جوش های مقطع حول محور تقارن باید متقارن باشد.
4-15-4 نیمرخ نیشی
برای اعضا با نیمرخ نیشی تحت تنش محوری در صورتی که مرکز نقل جوش های اتصالی بین مرکز نقل مقطع نیشی و مرکز تقاطع اضلاع قرار گیرد، می توان از اثرات برون محوری صرفنظر نمود.
16-4 تنش های مجاز و دامنه های مجاز تنش
1-16-4 تنش های مجاز
تنش های محاسبه شده در جوش نباید از مقادیر تنش مجاز جدول 3-4 تجاوز نماید.
2-16-4 دامنه مجاز تنش
دامنه تنش، برابر با اختلاف تنش حداکثر و حداقل با منظور کردن علامت به علت تکرار چرخه بارگذاری و باربرداری بارهای زنده می باشد.
\[ \sigma_r = \sigma_{\text{max}} - \sigma_{\text{min}} \]
دامنه تنش محاسبه شده نباید بزرگتر از مقدار حداکثر محاسبه شده از روابط برای رده های تنش A, B, B', C, D, E, E' تجاوز کند.
\[ F_{SR} = \left[ \frac{C_f \times 329}{N} \right]^{0.333} \geq F_{TH} \]
که در آن:
FSR = دامنه مجاز تنش (MPa)
Cf = مقدار ثابت از جدول
N = عمر طراحی به سال × 365 × تعداد چرخه در عمر طراحی (تعداد چرخه در هر روز)
FTH = آستانه دامنه تنش خستگی (MPa)
17-4 جزئیات بندی، ساخت و نصب
1-17-4 تبدیل ضخامت و عرض
1-1-17-4 تبدیل ضخامت درز لب به لب
در صورتی که ضخامت دوطرف درز جوش شیاری لب به لب متفاوت و تحت تنش کششی چرخه ای قرار داشته باشد، تبدیل ضخامت باید به صورت یکنواخت و با شبیبی کمتر از 1/5 قائم به 2/5 افقی در سطح هر دو عضو صورت پذیرد.
2-1-17-4 تبدیل عرض درز لب به لب
در صورتی که عرض قطعات دوطرف درز جوش شیاری لب به لب متفاوت بوده و تحت تنش چرخه ای در دامنه کششی قرار داشته باشد، ناحیه تبدیل باید صورت یکنواخت و با شبیبی کمتر از 1/5 قائم به 2/5 افقی بوده و یا بصورت کمانی از دایره با شعاع حداقل 600 میلی متر و معادل به ورق با عرض کمتر ایجاد شود.
2-17-4 پشت بند
1-2-17-4 جوش تکیه پشت بند فوالدی
الزامات جوش برای تکیه پشت بند فوالدی و اینکه پشت بند باید برداشته شده یا در جای خود باقی بماند، در بندهای 2-2-17-4 و 3-2-17-4 آمده است.
2-2-17-4 درزهای لب به لب با جوش شیاری با نفوذ کامل (CJP)
جوش های متصل کننده ورق پشت بند می توانند در داخل و یا خارج از شیار واقع شوند.
3-2-17-4 جوش شیار طولی و درز گوشه
در صورت استفاده از تسمه پشت بند فوالدی جوش در تمام طول شیار باید پیوسته باشد.
3-17-4 جوش مالیم سازی
در درزهای عرضی گوشه و سپری تحت کشش یا کشش ناشی از خمش، در گوشه های مقعر الزم است یک جوش گوشه تک عبور، با اندازه نه کمتر از 6 میلی متر اجرا شود.
4-17-4 لبه های بریده شده با شعله
لبه های بریده شده با شعله که الزامات زبری سطح بند 3-14-7 را برآورده می نمایند، نیازی به پرداخت سطحی ندارند.
5-17-4 درزهای لب به لب تحت بار عرضی
در درزهای لب به لب عرضی، باید در دو انتهای جوش از ناودان استفاده شود.
6-17-4 انتهای جوش گوشه
علاوه بر الزامات بند 3-3-9-4، ضوابط زیر باید در محل انتهای جوش های تحت بارهای چرخه ای (خستگی) اعمال شود.
18-4 درزها و جوش های غیرمجاز
1-18-4 جوش های شیاری یکطرفه
جوش های شیاری یکطرفه همراه با پشت بند غیرفوالدی و یا بدون آن، که تحت ارزیابی فصل 6 قرار نگرفته باشند، غیرمجاز می باشند.
2-18-4 جوش های شیاری در وضعیت تخت (کفی)
برای درزهای لب به لب در وضعیت تخت، استفاده از درزهای I غیرمجاز است.
3-18-4 جوش های گوشه با اندازه کوچکتر از 5 میلی متر
جوش های گوشه با اندازه ساق کوچکتر از 5 میلی متر مجاز نیست.
4-18-4 جوش های شیاری با نفوذ کامل (CJP) در درز گوشه و سپری با تکیه پشت بند دائمی
جوش شیاری با نفوذ کامل (CJP) در درزهای گوشه و سپری تحت بارهای کششی چرخه ای (سیکلی) عرضی، با تکیه پشت بند دائمی مجاز نمی باشد.
19-4 بازرسی
جوش های شیاری با نفوذ کامل (CJP) در شرایط تنش خستگی رده های B و C که تحت تنش چرخه ای (سیکلی) عرضی وارد دامنه کششی می شوند، الزم است بازرسی رادیوگرافی (RT) یا فراصوت (UT) شود.
فصل 5: WPS پیش تایید
5-1 گستره
این فصل شامل ضوابطی برای درز جوش های پیش تایید شده است که از الزامات آزمایش های مورد نیاز برای ارزیابی WPS فصل 6 مستثنی هستند. برای اینکه WPS پیش تایید شده در نظر گرفته شود، مطابقت با تمام ضوابط فصل 5 الزامی است. WPSهایی که با ضوابط این فصل مطابقت ندارند می توانند با آزمایش های فصل 6 ارزیابی گردند. جوشکاران، اپراتورهای جوشکاری و خال جوشکارانی که از WPSهای پیش تایید شده استفاده می کنند، باید مطابق الزامات قسمت ب فصل 6 یا قسمت ب فصل 10ارزیابی شده باشند. در هنگام استفاده از درز جوش های پیش تایید شده برای جوش های بحرانی ارزهای، آزمایش ضربه باید طبق مفاد فصل سیزدهم انجام شود.
5-2 الزامات عمومی WPS
تمامی الزامات جدول 1-5 باید در WPSهای پیش تایید شده رعایت شود.
تمامی WPSهای پیش تایید شده باید به صورت مکتوب توسط سازنده یا بیمانکار بصورت WPS پیش تایید شده آماده شود. این WPS مکتوب می تواند مطابق فرصت ارائه شده در پیوست 2 باشد. پارامترهای ارائه شده در جدول 2-5 باید در WPS مشخص شده و برای متغیرهای دارای محدودیت، در محدوده های مشخص شده باشد. تغییر در متغیرهای اساسی بیشتر از مقادیری که در جدول 2-5 مجاز گردیده، نیازمند WPS پیش تایید شده اصالحی بوده یا باید مطابق فصل 6 با آزمایش مورد ارزیابی قرار گیرد.
5-2-1 متغیرهای اساسی WPS پیش تایید شده
| متغیرهایی که باید درWPS پیش تایید شده گنجانده شود |
| 1- فرایند جوشکاری * |
| 2- موقعیت جوشکاری |
| 3- عدد گروه فلزپایه (به جدول5-3 مراجعه شود) |
| 4- رده پیش گرمایش فلزپایه (به جدول5-4 مراجعه شود) |
| 5- رده فلز پرکننده(SMAW,GMAW,FCAW) |
| 6- طبقه بندی فلز پرکننده/پودرجوش(SAW) |
| 7- قطر اسمی الکترود |
| 8- تعداد الکترودها(SAW) |
| 9- فاصله و جهت الکترود(SAW) |
| 10- آمپر(SAW, FCAW, GMAW) |
| 11- ولتاژ(SAW, FCAW, GMAW) |
| 12- حالت انتقال(GMAW) |
| 13- نوع جریان(DC یا AC) |
| 14- قطبیت جریان(DCEP, DCEN, AC) |
| 15- سرعت تغذیه سیم جوش(SAW, FCAW, GMAW) |
| 16- سرعت حرکت |
| 17- ترکیب گاز محافظ(FCAW-G, GMAW) |
| 18- نرخ جریان گاز محافظ(FCAW-G, GMAW) |
| 19- نوع جوش (گوشه CJP، PJP)، انگشتانه و کام |
| 20- جزئیات جوش شیاری |
| 21- عملیات حرارتی بعد از جوشکاری(PWHT) |
5-2-2 رواداری متغیرها برای WPSهای پیش تایید شده
| متغیر | رواداری مجاز |
| آمپر(SAW, FCAW, GMAW) | ± 10% |
| ولتاژ(SAW, FCAW, GMAW) | ± 15% |
| سرعت تغذیه سیم جوش (اگر آمپرکنترل شده نباشد)(SAW, FCAW, GMAW) | ± 10% |
| سرعت حرکت(SAW, FCAW, GMAW) | ± 25% |
| نرخ جریان گاز محافظ(FCAW-G, GMAW) | بیش از 57 درصد افزایش یا بیش از 25 درصد کاهش |
| تغییر در فاصله طولی قوس ها(SAW) | بیش از 17 درصد یا 3 میلی متر (هرکدام بزرگتر بود) |
| فاصله جانبی قوس ها(SAW) | بیش از 17 درصد یا 3 میلی متر (هرکدام بزرگتر بود) |
| جهت زاویه ای الکترودهای موازی(SAW) | ± 10% |
| زاویه موازی با جهت حرکت الکترود برای حالت مکانیزه یا اتوماتیک(SAW) | ± 10% |
| زاویه الکترود عمود برجهت حرکت برای حالت مکانیزه یا اتوماتیک(SAW) | ± 10% |
* هنگامی که این متغیر تغییر می کند، یک WPS جداگانه الزم است.
5-2-3 ترکیب WPS ها
ترکیب WPSهای پیش تایید شده و ارزیابی شده با آزمایش را می توان بدون ارزیابی استفاده نمود، مشروط بر اینکه محدودیت های متغیرهای اساسی مربوط به هر فرایند رعایت شود.
5-3 فلز پایه
فقط فلزات پایه گروه بندی شده جدول 5-3 را می توان در WPS پیش تایید شده استفاده نمود. (برای ارزیابی فلزات پایه گروه بندی شده و برای فلزات پایه گروه بندی نشده در جدول 5-3، بند 6-2-1-1 ملاحظه شود).
5-3-1 تایید ملحقات کمکی توسط مشاور
به عنوان راهکار جایگزین برای ارزیابی WPS، مواد گروه بندی نشده برای ملحقات کمکی که در محدوده آنالیز شیمیایی مواد گروه بندی شده در جدول 5-3 قرار می گیرد، می تواند با تایید مهندس مشاور در WPS استفاده شود. انتخاب فلز پرکننده و حداقل پیش گرمایش مطابق بند 7-5، باید منطبق بر فلز مشابه از نظر مقاومت و ترکیب شیمیایی باشد.
5-4 اتصالات جوشی
5-4-1 جزئیات جوش شیاری با نفوذ کامل (CJP)
5-4-1-1 ابعاد جوش شیاری
ابعاد جوش های شیاری مشخص شده در بند 5-4-1-1 در نقشه های تفصیلی، می تواند در محدوده های طراحی با تغییر نماید. رواداری نشان داده شده در شکل 5-1 در طراحی ملاحظه شود.
5-4-1-2 پشت بندی
جوش های شیاری نفوذ کامل پیش تایید شده که فقط از یک طرف اجرامی شود، به جز مواردی که در سازه های لوله ای مجاز شده است، باید دارای پشت بند باشند.
5-4-1-3 پشت بند غیرفولادی
برای جوش شیاری نفوذ کامل پیش تایید شده که بدون پشت بند فوالدی یا توسعه فاصله برای جوش استفاده می شود، می توان از پشت بند با جنس غیرفوالدی ذکر شده در بند 7-9-3 استفاده نمود، مشروط به رعایت موارد زیر:
1. پشت بند پس از جوشکاری برداشته شود.
2. پشت جوش شیارزنی شده و جوش پشت اجرا شود.
3. دستورالعمل جوشکاری اتصالات جوشی با استفاده از پشت بند غیرفلزی که بصورت جوش بکرهای و بدون شیارزنی و جوش پشت باقی می ماند، پیش تایید شده است.
5-4-1-4 آماده سازی شیار دوطرفه
آماده سازی شیار نیم اUی (J) و نیم جناغی دوطرفه (X) و اUی (U) و جناغی دوطرفه (K) را می توان قبل و یا بعد از مونتاژ انجام داد. ریشه جوش های شیاری با درز جناغی دوطرفه و نیم جناغی دوطرفه، باید طوری از پشت شیارزنی شوند که هندسه شیار به صورت درز U استاندارد درآید.
5-4-1-5 روش SMAW در اتصالات GMAW/FCAW
جزئیات آماده سازی شیار مربوط به جوشکاری قوسی فلزی با الکترود پوشش دار پیش تایید شده، می تواند برای شیار جوشکاری قوسی فلزی تحت حفاظت گاز و قوسی با سیم توپودری پیش تایید شده، مورد استفاده قرار گیرد.
5-4-1-6 آماده سازی اتصالات کنج
در اتصالات کنج، آماده سازی جوش شیاری خارجی، می تواند در یک یا هر دو قطعه انجام شود، مشروط براینکه هندسه مقطع شیار تغییر نکرده و لبه ها فاصله کافی به منظور انجام عملیات جوشکاری بدون ذوب لبه را داشته باشند.
5-4-1-7 فاصله ریشه
فاصله ریشه می تواند مطابق ضوابط بندهای 5-4-1-1 و 5-4-1-8 تغییر نماید. لیکن در جوشکاری خودکار زیرپودری، تحت حفاظ گاز و الکترود توپودری، حداکثر تغییرات فاصله ریشه در مونتاژ (اختلاف بین فاصله حداکثر و حداقل) نباید از 3 میلیمتر تجاوز نماید. تغییرات بیش از 3 میلیمتر باید قبل از جوشکاری خودکار یا مکانیزه اصالح شود.
5-4-1-8 رواداری های مونتاژ
رواداری های مونتاژ در شکل 5-1 را می توان به ابعاد نشان داده شده در نقشه های اجرایی اعمال نمود.
5-4-1-9 آماده سازی شیارهای J و U
شیارهای J و U را می توان قبل با بعد از مونتاژ آماده سازی نمود.
5-4-2 جزئیات جوش شیاری با نفوذ نسبی (PJP)
5-4-2-1 تعریف
به غیر از مواردی که در شکل 5-1 (B-L1-S) ذکر شده است، جوش های شیاری بدون پشت بند که فقط از یک طرف جوش می شوند و جوش های شیاری که از هر دو طرف، لیکن بدون شیارزنی ریشه از پشت جوش می شوند، در رده جوش های شیاری با نفوذ نسبی قرار می گیرند.
5-4-2-2 ابعاد اتصال
ابعاد جوش های شیاری مقرر شده در بند 5-4-2-2 می توانند در نقشه های محاسباتی و با نقشه های جزئیات در محدوده تغییر نمایند. رواداری های تعیین شده در ستون در- طراحی، شکل 5-2 روا داری.
5-4-2-3 بعد جوش پیش تایید شده
برای هر فرایند مشخص، هندسه درز، زاویه شیار و موقعیت جوشکاری باید مطابق شکل 5-2 باشد.
1. حداقل بعد جوش شیاری با نفوذ نسبی با شیار V یک یا دوطرفه، شیار J یا U باید مطابق جدول 5-4 تا 5-9 باشد. ضخامت فلز پایه به منظور برآورده کردن الزامات جزئیات اتصال انتخاب شده باید کافی و منطبق بر تغییرات اشاره شده در بند 5-4-2-2 و الزامات جدول 5-4 باشد.
2. حداکثر ضخامت فلز پایه نباید محدود باشد.
3. برای جوش شیاری نفوذ نسبی با لبه ساده و شیاری نیم لبه گرد B-P1 و BTC-P10 و B-P11 حداقل بعد جوش، باید از شکل 5-2 محاسبه شود.
4. در نقشه های اجرایی باید عمق شیار طراحی (D) که برای بعد جوش (S) به کار می رود و مطابق بند 5-4-2-2 مورد نیاز است، مشخص شود. (دقت شود که این موضوع نباید برای اتصالات B-P1 و BTC-P10 و B-P11 اعمال شود).
5-4-2-4 روش SMAW در اتصالات GMAW/FCAW
جزئیات آماده سازی شیار مربوط به جوشکاری قوسی فلزی با الکترود پوشش دار پیش تایید شده، می تواند برای شیار جوشکاری قوسی فلزی تحت حفاظ گاز و قوسی با سیم توپودری پیش تایید شده، مورد استفاده قرار گیرد.
5-4-2-5 آماده سازی اتصالات کنج
در اتصالات کنج، آماده سازی شیار خارجی می تواند در یک و یا هر دو قطعه اتصال انجام شود، مشروط براینکه هندسه شیار شامل زاویه، عمق و فاصله ریشه تغییری نکرده و فاصله کافی از لبه به منظور انجام عملیات جوشکاری بدون ذوب لبه، باقی بماند.
5-4-2-6 فاصله ریشه
فاصله ریشه می تواند مطابق ضوابط مندرج در بندهای 5-4-2-2 و 5-4-2-7 متغیر باشد. هرچند، برای جوشکاری خودکار که از روش های GMAW و FCAW و SAW استفاده می نماید، حداکثر تغییر فاصله ریشه (تفاوت فاصله حداقل و حداکثر در مونتاژ) نباید از 2 میلیمتر تجاوز نماید. تغییرات بیشتر از 3 میلیمتر باید بصورت موضعی قبل از جوشکاری خودکار برطرف شود.
5-4-2-7 رواداری های مونتاژ
رواداری های مونتاژ در شکل 5-2 را می توان به ابعاد نشان داده شده در نقشه های اجرایی اعمال نمود. هرچند، رواداری های مونتاژ نمی تواند باعث نادیده گرفته شدن الزامات حداقل بعد جوش مطابق بند 5-4-2-3(1) شود.
5-4-2-8 آماده سازی شیارهای I و U
شیارهای I و U شکل را می توان قبل یا پس از مونتاژ آماده سازی نمود.
5-4-3 جزئیات جوش گوشه
برای حداقل بعد جوش گوشه، جدول 5-7 و برای جوش های گوشه پیش تایید شده، شکل 5-3 ملاحظه شود.
5-4-3-1 جزئیات (غیرلوله ای)
برای محدودیت های جوش گوشه پیش تایید شده شکل های 5-4-1، 5-4-7 و 5-4-9 ملاحظه شود.
5-4-3-2 اتصالات سپری مایل
اتصالات سپری مایل باید منطبق بر شکل های 5-4-5 و 5-5-5 باشد.
5-4-3-3 محدودیت زاویه دووجهی
سمت بیرونی اتصالات سپری مایل با زاویه دووجهی بیش از 100 درجه، برای سهولت اعمال جوش با بعد مورد نیاز باید مطابق جزئیات ب در شکل 5-4 آماده سازی شود.
5-4-3-4 حداقل بعد جوش اتصالات سپری مایل
حداقل بعد جوش اتصالات سپری مایل برای جزئیات الف، ب و ج شکل 5-4 باید مطابق جدول 5-7 باشد.
5-4-4 جزئیات جوش انگشتانه و کام
جزئیات جوش های انگشتانه و کام که با استفاده از یکی از روش های جوشکاری قوسی فلزی با الکترود پوشش دار، جوشکاری قوسی فلزی تحت حفاظت گاز (به استثنای اتصال کوتاه)، و جوشکاری قوسی با سیم توپوری انجام می شود، در بندهای 5-4-4-1 و 5-4-4-3 و 5-4-4-4 را می توان بدون انجام آزمایش ارزیابی فصل 6 مورد استفاده قرار داد، مشروط براینکه مطابق مقررات تکنیکی بخش 7-24-4 باشند.
5-5 فرایندهای جوشکاری
5-5-1 فرایندهای پیش تایید شده
درزهایی که ضوابط زیر را برآورده نمایند، در رده درزهای پیش تایید شده قرار می گیرند:
1. در صورتی که منطبق بر جزئیات فصل 5 باشند.
2. با استفاده از یکی از فرایندهای جوشکاری زیر جوش شده باشند:
الف: جوشکاری قوسی فلزی با الکترود پوشش دار
ب: جوشکاری قوسی زیرپودری
ج: جوشکاری قوسی فلزی با گاز محافظ (به استثنای جوش های اتصال کوتاه)
د: جوشکاری قوسی با سیم توپوتری
برای پیش تایید کردن دستورالعمل جوشکاری، مطابقت با تمامی ضوابط فصل 5 مورد نیاز است.
5-5-2 فرایندهای مورد تایید آیین نامه
در صورت استفاده از جوش GMAW-S و GTAW ،EGW ،ESW باید آزمایش تایید کیفیت درز مطابق فصل 6 انجام شود.
5-5-3 سایر فرایندها
می توان از فرایندهایی به غیر از فرایندهای شرح داده شده در بندهای 5-5-1 و 5-5-2 استفاده نمود مشروط براینکه دستورالعمل جوشکاری مطابق با آزمایش های ارزیابی فصل 6 به تایید برسد.
5-5-4 منابع جریان فرایندهای FCAW و GMAW
فرایندهای FCAW که با دستورالعمل جوشکاری پیش تایید شده انجام می شود، باید با استفاده از منابع قدرت ولتاژ- ثابت انجام پذیرد.
5-5-5 الزامات عمومی عبور ریشه
SAW که با جوش GMAW با الکترود موازی یا چندگانه دنبال می شود. می توان جوشکاری در جوش شیاری یا گوشه را بصورت اجرای عبور ریشه به روش GMAW و سپس اجرای جوش SAW الکترود موازی یا چندگانه انجام داد، مشروط براینکه:
(1) روش GMAW باید منطبق بر الزامات این فصل انجام شود.
(2) فاصله بین قوس SAW و قوس GMAW نباید از 280 میلیمتر بیشتر باشد.
5-6 ضوابط فلز الکترود (فلز پرکننده) و گاز محافظ
فقط فلزات پرکننده گروه بندی شده در جدول 5-3 را می توان در دستورالعمل جوشکاری پیش تایید شده استفاده نمود. برای ارزیابی فلز جوش های گروه بندی شده و گروه بندی نشده در جدول 5-3 بند 6-2-1 باید رعایت شود.
5-6-1 فلز پرکننده سازگار
رابطه مقاومتی بین فلز پایه و فلز پرکننده در جدول زیر باید در ارتباط با جدول 5-3 برای تعیین اینکه تطابق یا عدم تطابق فلز پرکننده مورد نیاز است، استفاده شود.
| شرایط مورد نیاز برای فلز پرکننده | مقاومت فلز پایه | نوع تطابق |
| فلزات پرکننده ای که در گروه نامه درج شده و در دسترس هستند. | مقاومت فلز جوش باید برابر یا بیشتر از مقاومت فلز پایه باشد. | تطابق (Matching) |
| فلزات پرکننده ای که در گروه الکترودها در دسترس هستند. در صورت عدم دسترسی، جایگزینی مجاز است. | مقاومت فلز جوش باید برابر یا بیشتر از مقاومت فلز پایه در گروه کی باشد. | تطابق (Matching) |
| فلزات پرکننده ای که در گروه الکترودها در دسترس هستند. در صورت عدم دسترسی، جایگزینی با فلز پرکننده با مقاومت نهایی بالاتر برای SMAW مجاز است. | مقاومت فلز جوش باید کمتر از مقاومت فلز پایه باشد. | عدم تطابق (Under matching) |
* برای تعیین الزامات فلز پرکننده با تطابق یا عدم تطابق با مقاومت فلز پایه جدول 5-10 تا 5-4-3 ملاحظه شود.
5-6-2 الزامات فوالدهای خودمحافظ
برای فوالدهای خودمحافظ رویار و فاقد رنگ آمیزی که به فلز جوش مقاوم به خوردگی اتمسفری و مشخصات رنگ آمیزی مشابه فلز پایه نیاز دارد، الکترود با ترکیب الکترود- پودر باید مطابق جدول 5-5 باشد.
| الکترودهای مورد تایید | مشخصات فلز پرکننده AWS |
| همه الکترودهایی که با مشخصات C1، C1L، C2، C2L، C3 یا WX طبقه بندی شده اند. | A5.5/A5.5M |
| همه الکترودهایی که با مشخصات Ni1، Ni2، Ni3، NH یا WX طبقه بندی شده اند. | A5.23/A5.23M |
| همه الکترودهایی که با مشخصات B2L، K2، Ni1، Ni2، Ni3، NH یا WX طبقه بندی شده اند. | A5.29/A5.29M and A5.36/A5.36M |
| الکترودهایی که با مشخصات فلز پرکننده B2L، G، Ni1، Ni2، Ni3 با بارگیری مناسب طبقه بندی شده اند. | A5.28/A5.28M and A5.36/A5.36M |
نکات:
1. فلز پرکننده علاو بر الزامات ترکیبی باال، باید الزامات جدول 5-4-1 را برآورده سازد. می توان از فلز پرکننده مشابه با مقاومت نهایی باالتری که در مشخصات فلز پرکننده AWS ذکر شده است، استفاده شود.
2. الکترودهای مغز فلزی به شرح زیر تعیین می شود:
SAW: اضافه شدن حرف "C" بین حروف "E" و "X" (مثال E7AX-ECXXX-Ni1)
GMAW: جایگزین کردن حرف "S" با حرف "C" و حذف حرف "R"
(مثال ESOC-Ni1 مطابق AWS A5.36/A5.36M)
5-6-2-1 جوش شیاری تک عبور
جوش های شیاری که به صورت تک عبوره و یا یک عبور در هر سمت درز اتصال انجام می شود را می توان با استفاده از فلز پرکننده ای در گروه 2 جدول 5-3 انجام داد.
5-6-2-2 جوش گوشه تک عبور
جوش های گوشه تک عبور با بعد جوش تا ابعاد زیر را می توان با استفاده از فلز پرکننده گروه 2 جدول 5-3 اجرا نمود.
SMAW: 6 میلیمتر
SAW: 8 میلیمتر
GMAW/FCAW: 8 میلیمتر
5-6-3 گاز محافظ
گاز محافظ در فرایندهای GMAW و FCAW-G باید منطبق بر استاندارد ملی یا مراجع بین المللی (AWS A5.32) و یکی از شرایط زیر باشد:
1. گاز محافظ باید مطابق با گاز محافظ ذکر شده برای رده الکترود، مطابق با استاندارد ملی یا مراجع بین المللی مرتبط استفاده شده است.
2. روش های GMAW و FCAW با استفاده از فلز جوش فوالد کربنی یا کم آلیاژ (مطابق AWS A5.36) که با گاز محافظ M21 ارزیابی شده است، باید به الزامات گاز محافظ ترکیبی مندرج در استاندارد ملی یا آئین نامه مرتبط محدود شود.
3. جدول 5-6 گاز محافظ با ترکیب گاز محافظ مورد قبول را برای الکترودهای مورد استفاده مطابق AWS A5.18 ارائه داده است.
4. ترکیب الکترود/گاز محافظ باید مطابق مشخصات مندرج در استاندارد ملی یا مراجع بین المللی مرتبط (AWS A5) مورد آزمایش قرار گیرد. آزمایش باید نشان دهد که ترکیب الکترود/گازمحافظ می تواند تمام ویژگی های مکانیکی و شیمیایی و الزامات NDT را برای طبقه بندی الکترود برآورده نماید. آزمایش ها باید برای هر سازنده انجام شود. آزمایش فلز پرکننده باید توسط سازنده فلز پرکننده با تولیدکننده گاز انجام شود. برای FCAW-G فلز پرکننده باید توسط سازنده فلز پرکننده به عنوان محصول گاز مخلوط طبقه بندی "M" شود.
5-7 الزامات پیش گرمایش و دمای عبورهای میانی
5-7-1 حداقل پیش گرمایش و دمای عبورهای میانی
برای تعیین حداقل پیش گرمایش و دمای عبورهای میانی فوالدهای گروه بندی شده در جدول 5-3، جدول 5-7 باید مورد استفاده قرار گیرد.
5-7-2 ضخامت فلز پایه متفاوت
برای اتصالاتی که شامل اعضا با ضخامت و حداقل پیش گرمایش متفاوت است باید براساس بیشترین حداقل پیش گرمایش ذکر شده انجام شود.
5-7-3 پیش گرمایش و دمای عبورهای میانی جایگزین برای SAW
پیش گرمایش و دمای عبورهای میانی برای جوشکاری قوسی زیرپودری با الکترود موازی یا چندگانه باید مطابق جدول 5-7 انجام پذیرد.
با تائید مهندس، پیش گرمایش و دمای عبورهای میانی جوش شیاری یا گوشه تک عبور یا ترکیبی از فلزاتی که باید جوشکاری شده و شامل حرارت ورودی می شوند را می توان طوری تعیین نمود که به کاهش سختی ناحیه متاثر از حرارت (HAZ) فلز پایه به زیر 225HV برای فوالدهای با مقاومت نهایی تا 415 مگاپاسکال و 280HV برای فوالدهای با مقاومت نهایی 415 مگاپاسکال تا 535 مگاپاسکال دست یافت. عدد سختی ویکرز باید مطابق استاندارد ملی مربوطه و یا ASTM E92 تعیین شود. اگر از روش سختی سنجی دیگری استفاده شود باید سختی معادل مطابق ASTM E140 تعیین شود.
5-7-4 الزامات سختی
تعیین سختی ناحیه متاثر از حرارت باید براساس موارد زیر انجام پذیرد:
1. تهیه نمونه های آزمایش حک کاری ماکرو سطح مقطع اولیه.
2. سطح قطعه در حین پیشرفت کار قبل از آزمایش سختی باید سنگ زده و صاف شود.
الف) تواتر آزمایش ناحیه متاثر از حرارت، باید حداقل یک آزمایش از قطعه ضخیم تر در هر 15 متر طول جوش شیاری یا یک جفت برای جوش گوشه باشد.
ب) آزمایش های تعیین سختی می تواند پس از اینکه رویه اجرایی شد و پس از تایید مهندس ناظر، متوقف شود.
5-8 الزامات WPS
5-8-1 الزامات عمومی WPS
تمامی الزامات جدول 5-1 باید برای WPS های پیش تایید شده رعایت شود.
5-8-1-1 الزامات جوشکاری عمودی
پیشرفت جوشکاری همه عبورها در وضعیت عمودی باید بصورت سربالا باشد؛ به جز موارد استثنای زیر:
(1) تعمیر عیب بریدگی کنار جوش را می توان بصورت سرازیر با پیش گرمایش مطابق جدول 5-7 (اما نه کمتر از 0.05°C) انجام داد.
(2) برای جوشکاری مقاطع لوله ای، پیشرفت جوش عمودی می تواند بصورت سربالا یا سرازیر و فقط در جهتی که جوشکار تایید صالحیت شده است انجام پذیرد.
5-8-2 محدوده متغیرها
در جدول 5-1، متغیرهای WPS و محدودیت های مربوطه برحسب وضعیت، نوع جوش و فرایند ارائه شده است.
5-8-2-1 محدودیت عرض به عمق عبور جوش
عمق و حداکثر عرض در سطح مقطع جوش رسوب شده در هر عبور جوش نباید از عرض عبور جوش سطح بیشتر شود.
5-9 عملیات حرارتی پس از جوشکاری (PWHT)
عملیات حرارتی پس از جوشکاری باید پیش تایید شده باشد، مشروط براینکه به تایید مهندس ناظر رسیده باشد و منطبق بر شرایط زیر باشد:
1. حداقل مقاومت تسلیم فلز پایه نباید از 245 مگاپاسکال بیشتر باشد.
2. فلز پایه نباید از نوع آیدیده و بازبخت شده (Q&T) یا آیدیده و خود بازبخت شده (Q&ST) یا تحت کنترل حرارتی مکانیکی (TMCP) یا هر عملیات مکانیکی سردی که برای رسیدن به مقاومت های مکانیکی باالتر انجام می شود، باشد (مثل رده های مشخصی از قوطی های ASTM A500).
3. نباید هیچ الزاماتی برای آزمایش ضربه شارپی فلز پایه، ناحیه متاثر از حرارت یا فلز جوش وجود داشته باشد.
4. باید اطالعاتی وجود داشته باشد که نشان دهد فلز جوش، مقاومت و شکل پذیری کافی را در شرایط عملیات حرارتی پس از جوشکاری دارد. (بطور مثال اطالعاتی که در استانداردهای سری AWS A5.X مربوط به هر نوع فلز پرکننده و یا از تولیدکننده فلز پرکننده).
5. عملیات حرارتی بعد از جوشکاری باید مطابق الزامات بند 7-8 انجام پذیرد.
گستره -1-6
این فصل شامل الزامات مربوط به آزمایش های ارزیابی دستورالعمل جوشکاری (WPSs) و تایید صلاحیت پرسنل جوشکاری می باشد و به پنج قسمت با عناوین زیر تقسیم می شود:
قسمت الف: ضوابط کلی
قسمت ب: ارزیابی دستورالعمل جوشکاری
قسمت ج: ارزیابی عملکرد پرسنل جوشکاری
قسمت ت: الزامات آزمایش های ضربه
قسمت ث: ضوابط ارزیابی بازرس ها
به کمک آزمایش های ارزیابی ارائه شده در این فصل، صلاحیت فنی دستورالعمل جوشکاری، جوشکاران، اپراتورهای جوشکاری و خال جوشکاران مورد بررسی قرار می گیرد.
قسمت الف: ضوابط کلی
کلیات -2-6
الزامات آزمایش های ارزیابی دستورالعمل جوشکاری و پرسنل جوشکاری در این بخش ارائه شده است.
دستورالعمل های جوشکاری -1-2-6
به استثنای دستورالعمل های جوشکاری پیش تایید شده مطابق الزامات فصل 5، سایر دستورالعمل های جوشکاری قبل از اجرا باید مطابق قسمت ب این فصل مورد ارزیابی قرار گرفته و به تایید مهندس مشاور برسد. با صلاح دید مهندس مشاور، ارزیابی های قبلی می تواند ملاک عمل تایید قرار گیرد.
مسئولیت ارزیابی -1-1-2-6
پیمانکار باید ترتیبی اتخاذ نمایند که آزمایش های مورد نیاز برای ارزیابی دستورالعمل جوشکاری مطابق این آیین نامه انجام پذیرد. در صورتی که شرکتی تغییر نام داده و یا با شرکت دیگری ادغام شده باشد و قبالً دستورالعمل های مستند ارزیابی شده تحت الزامات این آیین نامه داشته باشد، می تواند از نام جدید خود در اسناد دستورالعمل جوشکاری (WPS) استفاده نموده و سوابق PQR را به نام شرکت قدیمی حفظ کند.
ارزیابی دستورالعمل جوشکاری با سایر استانداردها -2-1-2-6
قبول یا رد ارزیابی مطابق سایر استانداردها با مسئولیت مهندس ناظر می باشد که باید براساس شرایط بهره برداری اعمال شود.
CVN الزامات آزمایش ضربه شارپی -3-1-2-6
در صورتی که لزوم انجام آزمایش ضربه شارپی در اسناد قرارداد درج شده باشد، این مورد باید همراه دیگر الزامات ارزیابی دستورالعمل جوشکاری، مطابق با قسمت ت این فصل یا طریقی که در اسناد قرارداد مشخص شده است، انجام گیرد.
ارزیابی صلاحیت پرسنل جوشکاری -2-2-6
استخدام و بکارگیری جوشکاران، اپراتورهای جوشکاری و خال جوشکاران برای جوشکاری قوسی فلزی با الکترود پوشش دار، زیرپودری، تحت حفاظت گاز (الکترود فلزی یا تنگستن)، سیم توپودری، الکتریکی سرباره ای و الکتریکی گازی وقتی مجاز است که طبق قسمت ج این فصل مورد ارزیابی قرار گرفته باشند.
تایید صلاحیت قبلی -1-2-2-6
با صلاح دید مهندس مشاور، ارزیابی های قبلی جوشکاران، اپراتورهای جوشکاری و یا خال جوشکاران می تواند به عنوان ملاک تایید صلاحیت آنها مورد استفاده قرار گیرد.
مسئولیت ارزیابی -2-2-2-6
بدون توجه به این موضوع که ارزیابی توسط چه سازمانی (پیمانکار یا سازمان ثالث) انجام می شود، مسئولیت ایجاد تسهیلات و انجام آزمایش های ارزیابی جوشکاران، اپراتورهای جوشکاری و خال جوشکاران برعهده پیمانکار است.
دوره اعتبار -3-2-6
جوشکاران و اپراتورهای جوشکاری -1-3-2-6
ارزیابی جوشکاران و اپراتورهای جوشکاری ارائه شده در این آیین نامه برای مدت نامحدود معتبر است مگر اینکه:
1. جوشکار به مدت بیش از 6 ماه در زمینه ارزیابی شده فعالیت نداشته باشد.
2. شواهدی دال بر از دست رفتن توانایی جوشکار باشد (بند 1-25-6).
خال جوشکاران -2-3-2-6
مدت اعتبار آزمون ارزیابی خال جوشکار که مطابق الزامات قسمت ج این فصل ارزیابی شده باشد نامحدود است، مگر اینکه دلایل مشخصی برای زیرسوال بردن توانایی جوشکار وجود داشته باشد.
ضوابط عمومی ارزیابی دستورالعمل و پرسنل جوشکاری -4-2-6
ارزیابی طبق ویرایش های قبلی -1-4-2-6
ارزیابی براساس مقررات ویرایش قبلی این آیین نامه تا زمانی که معتبر هستند، قابل استفاده است. استفاده از ویرایش قبلی برای ارزیابی های جدید به جای ویرایش های جدید ممنوع است، مگر اینکه ویرایش قبلی در اسناد قرارداد درج شده باشد.
پیرسازی -2-4-2-6
در صورتیکه در مشخصات فنی فلز پرکننده مورد آزمایش مجاز شده باشد، نمونه های آزمایش فلز جوش قبل از آزمایش باید به مدت ۴۸±۲ ساعت تحت دمای ۱۰۵ تا ۹۵ درجه سلسیوس پیرسازی شود.
ثبت نتایج -3-4-2-6
نتایج آزمایش ها باید توسط پیمانکار به صورت گزارش نگهداری شده و در دسترس باشد.
وضعیت های جوش -4-4-2-6
تمامی جوش ها باید بصورت تخت (F)، افقی (H) عمودی (V) یا سقفی (OH) مطابق تعاریف مندرج در شکل ۱-۶ و ۲-۶ و بند ۱-۱۱ باشد. آماده سازی نمونه ارزیابی وضعیت ها در شکل های زیر نمایش داده شده است.
(1) شکل ۳-۶ (جوش شیاری در ورق)
(2) شکل ۴-۶ (جوش گوشه در ورق)
| وضعیت | رول | تمایل محور | دوران رویه |
|---|---|---|---|
| تخت | A | 0° تا 15° | 150° تا 210° |
| افق | B | 0° تا 15° | 80° تا 150° و 210° تا 280° |
| عمودی | C | 0° تا 80° | 0° تا 80° و 280° تا 360° |
| سقفی (لایر) | D | 15° تا 80° | 80° تا 280° |
| E | 80° تا 90° | 0° تا 360° |
توجه:
1. صفحه مرجع افقی همواره در زیر جوش مورد نظر، قرار می گیرد.
2. زاویه تمایل محور (شیب محور) همواره از صفحه افق به سمت صفحه قائم در نظر گرفته می شود.
3. زاویه دوران رویه جوش، همیشه از خطی عمود بر رویه تئوریک جوش که از محور جوش عبور می کند، اندازه گیری می شود. نقطه مرجع همواره در سمت مخالف افزایش زاویه تمایل محور می باشد. وقتی که به نقطه P نگاه می کنیم، زاویه دوران رویه جوش در جهت عقربه های ساعت از نقطه مرجع اندازه گیری می شود.
| وضعیت | نمودار مرجع | تمایل محور | دوران رویه |
|---|---|---|---|
| تخت | A | 0° تا 15° | 150° تا 210° |
| افقی | B | 0° تا 15° | 125° تا 150° و 210° تا 235° |
| سقفی | C | 0° تا 80° | 0° تا 125° و 235° تا 360° |
| قائم | D | 15° تا 80° | 125° تا 235° |
| E | 80° تا 90° | 0° تا 360° |
قسمت ب: ارزیابی دستورالعمل جوشکاری
وضعیت های تایید شده جوش تولیدی -4-6
وضعیت های تایید شده جوش تولیدی با ورق باید منطبق بر ضوابط فصل 6 و جدول 1-6 باشد. وضعیت های تایید شده جوش تولیدی با مقطع لوله ای باید منطبق بر فصل 10 و جدول 8-10 باشد.
جدول 1-6 ارزیابی WPS وضعیت های تایید شده جوش تولیدی با آزمایش روی ورق، لوله و قوطی (بند 4-6)
| جوش تولیدی قوطی تایید شده | اتصالات K,Y,T | CIP | PIP | CIP | PIP | CIP | PIP |
|---|---|---|---|---|---|---|---|
| F | F | F | F | F | F | F | F |
| FH | FH | FH | FH | FH | FH | FH | FH |
| V | V | V | V | V | V | V | V |
| OH | OH | OH | OH | OH | OH | OH | OH |
انواع جوش برای ارزیابی WPS -6-6
برای ارزیابی دستورالعمل جوشکاری، انواع جوش باید مطابق موارد زیر باشد:
(1) جوش شیاری نفوذ کامل CJP برای اتصالات غیرلوله ای (بند 11-6)
(2) جوش شیاری نفوذ نسبی PJP برای اتصالات غیرلوله ای (بند 12-6)
(3) جوش گوشه (بند 1-3-4)
(4) جوش شیاری نفوذ کامل CJP برای اتصالات لوله ای (بند 14-10)
(5) جوش شیاری نفوذ نسبی PJP برای اتصالات K ،Y ،T در مقاطع لوله ای و اتصالات لیپیهلی (بند 15-10)
(6) جوش کام و انگشتانه (بند 14-6)
آماده سازی WPS -7-6
پیمانکار باید دستورالعمل مکتوب که مشتمل بر متغیرهای اساسی مورد اشاره در بند 8-6 باشد را تهیه نماید. مقادیر ویژه این متغیرها باید از PQR بدست آید، که به عنوان تاییدیه کتبی مدارک دستورالعمل جوشکاری محسوب می شود.
متغیرهای اساسی -8-6
فرایندهای SMAW, SAW, GMAW, GTAW, FCAW -1-8-6
فرایندهای SMAW, SAW, GMAW, GTAW, FCAW که در صورت تغییر نیاز به ارزیابی مجدد دارند، در جدول 5-6 (وقتی که آزمون ضربه شارپی لازم باشد) ارائه شده است (بند 13-12-6 ملاحظه شود).
فرایندهای ESW و EGW -2-8-6
متغیرهای اساسی فرایندهای ESW و EGW که در صورت تغییر نیاز به ارزیابی مجدد دارد، در جدول 6-6 ذکر شده است. متغیرهای اساسی تکمیلی (وقتی که آزمون ضربه شارپی مورد نیاز باشد) در جدول 7-6 ارائه شده است.
ارزیابی فلز پایه -3-8-6
آزمایش های ارزیابی دستورالعمل جوشکاری با استفاده از فلزات فهرست شده در جدول 3-5، دستورالعمل هایی که با فلزات پایه از دیگر گروه ها تهیه شده است (همانطور که در جدول 8-6 ذکر شده است) را نیز ارزیابی و تایید می نماید. دستورالعمل هایی که با فلزات فهرست نشده در جدول 9-6 یا 3-5 تهیه شده اند باید مطابق الزامات فصل 6 ارزیابی شود.
دمای پیش گرمایش و عبورهای میانی -4-8-6
حداقل دمای پیش گرمایش و عبورهای میانی باید براساس ترکیب ارائه شده در جدول 7-5 تعیین شود. همچنین، روش های پیش بینی یا روش های دیگر نیز می تواند مورد استفاده قرار گیرد. دمای پیش گرمایش یا عبورهای میانی پائین تر از مقادیر ذکر شده در جدول 7-5 را مشروط به اینکه به تایید مهندس ناظر رسیده و با آزمایش های WPS به تایید رسیده باشد، می توان استفاده نمود.
حرارت ورودی -5-8-6
در صورتیکه انجام آزمایش ضربه شارپی در اسناد قرارداد ذکر شده باشد، حرارت ورودی با فرمول زیر محاسبه می شود:
$$HI = \frac{60 \times A \times V}{S}$$
که در آن:
HI = حرارت ورودی (kJ/mm)
A = شدت جریان، آمپر
V = ولتاژ (ولت)
S = سرعت حرکت جوشکاری (mm/min)
در صورتیکه جوشکاری کنترل شده غیرموجی به کار رود، حرارت ورودی باید با یکی از روش های ارائه شده در معادلات 1-5-8-6 تا 3-5-8-6 محاسبه شود.
در صورتیکه جوشکاری با شکل موج کنترل شده به کار می رود، حرارت ورودی باید با هر یک از روش های نشان داده شده در معادلات 2-1-5-8-6 یا 3-1-5-8-6 محاسبه شود.
روش های محاسبه حرارت ورودی -1-5-8-6
معادلات زیر برای محاسبه حرارت ورودی قابل اعمال است. انتخاب معادله به ظرفیت اندازه گیری تجهیزات جوشکاری و این که آیا از جوشکاری تحت کنترل موجی شکل استفاده می شود، بستگی دارد.
روش 1:
$$HI = \frac{60 \times A \times V}{S}$$
روش 2:
$$HI = \frac{TIE}{L}$$
که در آن:
TIE = کل انرژی لحظه ای، برحسب ژول (بوسیله منبع جریان اندازه گیری می شود)
L = طول جوش، (میلی متر)
روش 3:
$$HI = \frac{AIP \times T}{L}$$
که در آن:
AIP = میانگین توان لحظه ای (J/S) (بوسیله منبع جریان اندازه گیری می شود)
T = زمان قوس، (ثانیه)
L = طول جوش، (میلی متر)
حداکثر حرارت ورودی برای WPS های چندوضعیتی -2-5-8-6
حداکثر حرارت ورودی برای WPS چندوضعیتی باید با PQR با بالاترین گرمای ورودی ایجاد شود.
اندازه گیری انرژی یا توان کل لحظه ای -3-5-8-6
دستگاه های جوشکاری متشکل از منبع قدرت و کنترل تغذیه سیم جوش که به هم متصل می باشد، باید مقادیر انرژی کل لحظه ای یا متوسط توان لحظه ای را با استفاده از یکی از روش های زیر نمایش دهند:
1. کنترولرها یا نمایشگرهای تعبیه شده در منبع قدرت یا کنترلر تغذیه سیم
2. کنترولرهای خارجی با نمونه برداری فرکانس بالا با قابلیت تعیین و نمایش انرژی کل لحظه ای یا متوسط توان لحظه ای
3. ارتقاء یا اصلاح تجهیزات جوشکاری برای تسهیل در تعیین و نمایش انرژی کل لحظه ای یا متوسط توان لحظه ای
الزامات WPS برای جوشکاری با استفاده از WPS های موجود با شکل موج کنترل شده و کنترل نشده -9-6
دستورالعمل های ارزیابی شده با منابع جریان شکل موج کنترل نشده -1-9-6
دستورالعمل های جوشکاری که بوسیله تجهیزات جوشکاری با شکل موج کنترل نشده، ارزیابی شده اند و حرارت ورودی با رابطه 1-1-5-8-6 تعیین شده باشد، هنگام استفاده بوسیله تجهیزات جوشکاری با شکل موج کنترل شده بصورت تاییدشده تلقی می شود، مشروط براینکه WPS مورد بازنگری قرار گیرد، به منظور تعیین حرارت ورودی لازم جوش های آزمایشی با استفاده از روابط محاسباتی 2-1-5-8-6 یا 3-1-5-8-6 مورد بازنگری قرار گیرد.
جوش های تولیدی اجرا شده بوسیله تجهیزات با شکل موج کنترل نشده و با استفاده از WPS های ارزیابی شده بوسیله تجهیزات با شکل موج کنترل شده -2-9-6
حرارت ورودی جوش های تولیدی تعیین شده با رابط 1-1-5-8-6 نباید از حد حرارت ورودی دستورالعملی که از رابطه 2-1-5-8-6 یا 3-1-5-8-6 تعیین شده تجاوز نماید.
روش های آزمایش و معیارهای پذیرش برای ارزیابی WPS -10-6
تمامی آزمون ها از قطعه آزمایشی جوش شده که منطبق بر بند ۲-۱۰-۶ می باشد باید به روش برشکاری ورق که در اشکال ۲-۶ تا ۵-۶ (هرکدام قابل اجراست) نشان داده شده است، صورت پذیرد. آماده سازی آزمون ها باید مطابق اشکال ۶-۸-۶ و ۱۰-۶ و ۱۴-۶ صورت پذیرد.
بازرسی چشمی جوش -1-10-6
معیار پذیرش بازرسی چشمی برای ارزیابی جوش های شیاری و گوشه (به جز ناودان جوش) باید مطابق الزامات زیر باشد:
بازرسی چشمی جوش های شیاری -1-1-10-6
جوش های شیاری باید مطابق ضوابط زیر باشند:
(1) تمامی ترک ها باید بدون توجه به اندازه آن مردود شود.
(2) همه چاله های جوش باید به اندازه سطح مقطع کامل جوش پر شود.
(3) گرده جوش نباید از 3 میلیمتر تجاوز نماید. نمای جوش باید مطابق شکل 4-7 بوده و ذوب کامل داشته باشد.
(4) بریدگی کنار جوش نباید از یک میلیمتر تجاوز نماید.
(5) ریشه جوش های شیاری نفوذ کامل باید بازرسی شده و نباید حاوی ترک، ذوب ناقص یا عدم نفوذ باشد.
(6) در جوش های شیاری نفوذ کامل که از یک طرف بدون پشت بند جوش می شود، تقعر ریشه جوش یا ذوب عمقی جوش باید مطابق موارد زیر باشد:
الف- حداکثر تقعر ریشه جوش باید ۲ میلیمتر باشد، مشروط بر اینکه ضخامت جوش برابر با بزرگتر از ضخامت فلز پایه باشد.
ب- حداکثر ذوب عمقی باید ۳ میلیمتر باشد.
بازرسی چشمی جوش گوشه -۲-1-10-6
جوش های گوشه باید مطابق ضوابط زیر باشد:
(1) تمامی ترک ها باید بدون توجه به اندازه آن مردود شود.
(2) همه چاله های جوش باید به اندازه سطح مقطع کامل جوش پر شده باشد.
(3) اندازه ساق جوش های گوشه باید از اندازه ساق موردنیاز کمتر باشد.
(4) سطح جوش باید الزامات شکل ۴-۷ را برآورده نماید.
(5) بریدگی کنار جوش فلز پایه باید از یک میلیمتر بیشتر باشد.
آزمایش های غیرمخرب -2-10-6
قبل از تهیه نمونه های آزمایش های مکانیکی، ورق، لوله و یا قوطی تهیه شده برای آزمون ارزیابی باید برای آگاهی از سلامت، به شرح زیر تحت آزمایش های غیرمخرب قرار گیرند:
آزمایش پرتونگاری یا فراصوت -1-2-10-6
یکی از دو آزمایش پرتونگاری یا فراصوت باید مورد استفاده قرار گیرد. در نمونه ورقی، تمام طول جوش به استثنای دو انتهای دور ریز آن، باید مورد آزمایش قرار گیرد.
معیار پذیرش آزمایش پرتونگاری یا فراصوت -۲-۲-10-6
به عنوان یک ارزیابی قابل پذیرش، جوشی که طبق آزمایش های غیرمخرب مورد تایید قرار گرفته است، باید منطبق بر ضوابط قسمت ب فصل ۱۰ با قسمت ج فصل ۱۰ باشد.
آزمایش مکانیکی -3-10-6
آزمایش های مکانیکی باید مطابق موارد زیر باشد:
آزمونه های خمش ریشه، رویه و جانبی -1-3-10-6
آزمونه باید در گیره خم که منطبق بر ضوابط شکل های 11-6 تا 13-6 می باشد، تحت آزمایش خمش قرار گیرد و نباید از حداکثر شعاع خم تجاوز نماید.
آزمونه باید به گونه ای روی پایه قرار گیرد که شیار جوش در وسط آن باشد. سپس با اعمال فشار سنبه، آزمونه تحت خمش قرار می گیرد.
در آزمایش خمش رویه، آزمونه طوری قرار داده می شود که رویه جوش به سمت شکاف باشد. در آزمایش خمش ریشه و آزمایش سلامت جوش گوشه، آزمونه طوری قرار داده می شود که ریشه جوش به سمت شکاف باشد.
در آزمایش خمش جانبی، نمونه طوری قرار داده می شود که سطح جانبی که بزرگترین ناپیوستگی را نشان می دهد، در صورت وجود، به سمت شیار باشد. سنبه آنقدر برروی آزمونه فشار می آورد تا نمونه به شکل U درآید. جوش و ناحیه متاثر از حرارت جوش، پس از آزمایش باید در مرکز خم قرار گرفته و کاملاً در ناحیه خم شده نمونه قرار گیرند.
اگر برای آزمایش خم از فلکه استفاده شود، در این صورت یک انتهای آزمونه باید کاملاً در فکهای گیره محکم شود، تا هنگامیکه بازوی آزاد به میزان 180 درجه از نقطه شروع دوران کرد، نمونه آزمایش باید از فلکه خارج شود.
نمونه های خمش طولی -2-3-10-6
در صورتی که مشخصات مصالح به طور قابل توجهی متفاوت باشد (تفاوت دو فلز پایه و یا تفاوت فلز پایه با جوش)، آزمایش خمش طولی (رویه و ریشه) می تواند به جای آزمایش خمش عرضی (رویه و ریشه) مورد استفاده قرار گیرد. از ورق های آزمایشی تایید شده در بند 2-10-6 قطعاتی به وسیله برش آزمونه، های مطابق شکل 6-6 یا 7-6 هرکدام که قابل استفاده باشد، تهیه می شود. آزمون ها برای آزمایش خم طولی مطابق شکل 8-6 تهیه می شود.
معیار پذیرش آزمایش های خمش ریشه، رویه و جانبی -3-3-10-6
سطح محدب خم نمونه آزمایشی، باید برای بررسی هر نوع ترک مورد بازرسی چشمی قرار گیرد. برای پذیرش، طول و تعداد ترک ها نباید از مقادیر زیر تجاوز نماید:
(1) 3 میلیمتر در هر امتداد در سطح.
(2) 10 میلیمتر برای مجموع ترک هایی که طول آنها بین 1 تا 3 میلیمتر است.
(3) 6 میلیمتر برای ترک های گوشه، اگر ترک گوشه به علت آخال سرباره یا دیگر انواع ناپیوستگی های ذوبی باشد، حداکثر 3 میلیمتر ملاک عمل خواهد بود.
آزمونه های حاوی ترک گوشه بزرگتر از ۶ میلیمتر که شواهدی از عیوب قابل مشاهده آخال سرباره یا دیگر ناپیوستگی های ذوبی نداشته باشد، نادیده گرفته می شود و با یک آزمونه جدید از جوش اصلی جایگزین می شود.
آزمونه آزمایش کشش با مقطع کاهش یافته -4-3-10-6
قبل از آزمایش باید عرض حداقل و ضخامت نظیر مقطع کاهش یافته اندازه گیری شود. آزمونه تحت بار کششی باید گسیخته شده و حداکثر بار ثبت شود.
مساحت مقطع کاهش یافته از حاصل ضرب عرض در ضخامت به دست می آید. مقاومت کششی (تنش کشش نهایی) با تقسیم حداکثر بار (بار نظیر گسیختگی) بر سطح مقطع کاهش یافته، تعیین می شود.
آزمایش کشش از فلز تمام جوش -6-3-10-6
آزمونه تراش داده شده از فلز تمام جوش که مطابق شکل 6-14 از شیار جوش به دست می آید، تحت آزمایش کشش قرار می گیرد.
آزمایش حک کاری ماکرو -4-10-6
باید آزمونه ای با مقطع پرداخت شده برای آزمایش حک کاری ماکرو تهیه شود. محلول مناسب باید برای حک کاری مقطع مورد استفاده قرار گیرد تا فلز جوش با فلز پایه به طور واضح تمیز داده شوند.
معیار پذیرش آزمایش حک کاری ماکرو -1-4-10-6
آزمایش چشمی مقطع حک کاری شده با اسید وقتی قابل پذیرش است که ضوابط زیر را برآورده نماید:
(1) اندازه نفوذ جوش شیاری باید مساوی یا بزرگتر از اندازه پیش بینی شده باشد.
(2) جوش گوشه باید تا ریشه درز نفوذ کرده باشد، لیکن لازم نیست فراتر از آن نفوذ نماید.
(3) حداقل اندازه ساق جوش گوشه باید مساوی با مقدار پیش بینی شده باشد.
(4) جوش های شیاری با نفوذ نسبی و جوش گوشه باید دارای شرایط زیر باشد:
(الف) بدون ترک.
(ب) ذوب کامل بین فلز جوش و فلز پایه در فصل مشترک و ذوب بین لایه های جوش.
(پ) انطباق هندسه جوش واقعی با هندسه جوش طرح با روان ای های بند 16-7.
(ت) عدم وجود بریدگی یا عمق بیش از 1 میلیمتر.
آزمایش مجدد -5-10-6
اگر هر یک از آزمونه ها نتواند ضوابط آزمایش بخش 10-6 را برآورده نماید، نمونه مذکور مردود محسوب می شود. در اینصورت دو آزمونه جدید برای آزمایش موردنظر از قطعه آزمایشی تهیه شده و مطابق یکی از حالت های زیر مورد آزمایش مجدد قرار می گیرد. برای پذیرش، نتایج هر دو آزمایش باید منطبق بر ضوابط آزمایش باشد.
(1) اگر مصالح کافی از نمونه جوش شده اصلی وجود داشته باشد، آزمونه های جدید باید تا حد امکان نزدیک به محل آزمونه اولیه برداشته شود.
(2) اگر مصالح کافی از نمونه جوش شده اصلی وجود نداشته باشد، نمونه جدید تا حدامکان باید با پیروی از PQR اصلی تهیه شود. نمونه جدید باید طول کافی برای تهیه دوم نمونه آزمونه جدید داشته باشد. اگر آزمونه های جدید تایید شوند، متغیرهای اساسی و تکمیلی باید در PQR مستند شود.
برای مصالح با ضخامت بیشتر از 38 میلیمتر در صورتی که چندین آزمونه برای ضخامت کامل موردنیاز باشد، هنگام مردود شدن هر آزمونه که بخشی از ضخامت را معرفی می کند، لازم است از دو نقطه جدید قطعه آزمایش آزمونه هایی برای ضخامت کامل مصالح تهیه شود.
CJP جوش شیاری نفوذ کامل -11-6
جدول 2-6 ضوابط ارزیابی WPS جوش شیاری با نفوذ کامل برای مقاطع غیرلوله ای را نشان می دهد. شکل های 5-6 تا 7-6 را برای ورق آزمایش مناسب مشاهده نمایید.
اتصالات کنج یا سیری -1-11-6
آزمونه های جوش شیاری در اتصالات سیری یا کنج باید بصورت اتصال لب به لب با همان ساختار شیار که در اتصال سیری یا کنج استفاده می شود باشد، به جز اینکه عمق شیار نباید از 25 میلیمتر بیشتر باشد.
PJP جوش شیاری نفوذ نسبی -12-6
ارزیابی دستورالعمل های جوشکاری شیاری نفوذ نسبی باید منطبق بر یکی از روش های زیر باشد:
(1) استفاده از دستورالعمل جوشکاری جوش شیاری نفوذ کامل ارزیابی شده با آزمایش برای پشتیبانی از ارزیابی دستورالعمل جوش شیاری نفوذ نسبی با هر کدام از جزئیات شکل 2-5 (بند 1-12-6).
(2) استفاده از دستورالعمل جوشکاری جوش شیاری نفوذ کامل ارزیابی شده با آزمایش برای پشتیبانی از ارزیابی دستورالعمل جوش شیاری نفوذ نسبی که در شکل 3-5 (بند 2-12-6).
(3) ارزیابی دستورالعمل جوشکاری جوش شیاری نفوذ نسبی که با دستورالعمل جوش شیاری نفوذ کامل پشتیبانی نمی شود (بند 3-12-6).
(4) ارزیابی درز جوش شیاری لبه گرد (بند 4-12-6).
هر ارزیابی جوش شیاری نفوذ نسبی، تمامی سایرهای جوش گوشه روی هر ضخامتی را تایید می کند.
روش 1: PJP ارزیابی دستورالعمل جوشکاری -1-12-6
ارزیابی WPS جوش شیاری نفوذ کامل براساس فصل 6 درز جوش شیاری نفوذ نسبی مطابق شکل 2-5 را تایید می کند، مشروط براینکه متغیرهای اساسی WPS جوش شیاری نفوذ کامل در محدوده های جدول 5-6 و 6-6 باشد.
روش 2: PJP ارزیابی دستورالعمل جوشکاری -2-12-6
در صورتی که WPS جوش شیاری نفوذ کامل ارزیابی شده و برای پشتیبانی از جزئیات جوش شیاری نفوذ نسبی که در شکل 2-5 نشان داده است استفاده شود، اندازه جوش با نفوذ نسبی ارزیابی شده باید مطابق موارد زیر تعیین شود:
تهیه نمونه ورق آزمایشی -1-2-12-6
یک نمونه ورق آزمایشی با کمترین فاصله ریشه و کمترین زاویه شیار که در WPS درج شده است باید تهیه و جوش شود. نمونه آزمایشی باید منطبق بر جزئیات الف شکل 29-6 باشد. هر فلز پایه فوالدی می تواند استفاده شود.
تهیه آزمونه های حک کاری ماکرو -2-2-12-6
سه آزمونه حک کاری ماکرو باید تهیه شود و برای بررسی اینکه اندازه جوش موردنظر بدست آمده است، بصورت چشمی بازرسی شود.
تعیین حداکثر اندازه جوش -3-2-12-6
حداکثر اندازه جوش مورد تایید درز جوش باید به اندازه کمترین مقدار سه آزمونه حک کاری ماکرو باشد.
مستندسازی دستورالعمل جوشکاری -4-2-12-6
دستورالعمل جوشکاری باید حداکثر اندازه جوش شیاری نفوذ نسبی تعیین شده در ارتباط با عمق شیار مشخص شده در بند 3-2-12-6 حداقل فاصله ریشه، حداقل زاویه شیار و عمق شیار را مشخص نماید.
روش 3: PJP ارزیابی دستورالعمل جوشکاری جوش -3-12-6
به طور جایگزین، دستورالعمل جوشکاری جوش شیاری نفوذ نسبی می تواند براساس جدول 3-6 ارزیابی و آزمایش شود. اگر قرار است برای اتصالات سپری یا کنج از جوش شیاری نفوذ نسبی استفاده شود، اتصال آزمایشی باید دارای یک ورق محدود کننده موقت در صفحه لبه عمودی درز باشد تا پیکربندی اتصال محدود شده را شبیه سازی کند. این ورق محدود کننده باید قبل از برشکاری آزمونه های مکانیکی برداشته شود.
PJP جوش شیاری لبه گرد- WPS ارزیابی -4-12-6
اندازه موثر جوش ارزیابی شده باید مطابق موارد زیر تعیین شود:
تهیه نمونه ورق آزمایشی -1-4-12-6
نمونه ورق آزمایشی باید مطابق جزئیات ب و پ شکل 29-6 (هرکدام مربوط باشد) آماده سازی شود. پارامترهای جوشکاری باید در محدوده مندرج در دستورالعمل باشد. هر رده فوالدی به عنوان فلز پایه قابل استفاده است.
تهیه آزمونه های حک کاری ماکرو -2-4-12-6
آزمونه حک کاری ماکرو مقطع باید عمود بر محور جوش برش داده شده، آماده شود و تحت بازرسی چشمی به منظور تایید رسیدن به اندازه جوش مدنظر، قرارگیرد. آزمونه ها باید از وسط و انتهای جوش نشان داده شده در شکل 29-6 جزئیات ب و پ برداشته شود.
تعیین حداکثر اندازه جوش ارزیابی شده -3-4-12-6
حداکثر اندازه جوش ارزیابی شده معادل حداقل اندازه جوش سه مقطع تهیه شده مطابق بند 2-4-12-6 باشد. حداقل شعاع ارزیابی شده شعاع مورد آزمایش است.
جوش های گوشه -13-6
نوع و تعداد آزمونه ها -1-13-6
نوع و تعداد آزمونه های لازم برای ارزیابی دستورالعمل جوشکاری جوش گوشه تک عبوره یا چندعبوره به جز مواردی که در فصل 6 مجاز شده است، در جدول 4-6 ارائه شده است.
آزمایش جوش های گوشه -2-13-6
برای انجام آزمون ارزیابی جوش های گوشه در ورق ها، قطعه آزمایشی T شکلی مطابق شکل 15-6 و برای ارزیابی جوش های گوشه در لوله ها، قطعه ای مطابق جزئیات الف و ب در شکل 10-16 برای هر دستورالعمل جوشکاری و وضعیتی که در سازه استفاده شده، ساخته می شود. یک قطعه باید با استفاده از حداکثر اندازه جوش تک عبوره ممکن و یک قطعه باید با استفاده جوش چندعبوره با حداقل اندازه جوش ساخته شود. این دو حالت را می توان در یک قطعه آزمایشی تنها نیز ترکیب نمود و یا به صورت مجزا انجام داد. قطعه جوش شده باید در محل های نشان داده شده در شکل های 6-10 یا 10-15 بریده شود، تا آزمونه ها به دست آید. در هر یک از آزمونه ها، باید آزمایش حک کاری ماکرو مطابق با بند 4-10-6 صورت پذیرد.
آزمایش ارزیابی مواد مصرفی (مصالح جوش) -3-13-6
لزوم انجام آزمایش -1-3-13-6
ارزیابی مصالح مصرفی جوش در شرایط زیر لازم است:
1. مواد مصرفی جوش که منطبق بر مقررات پیش تایید فصل 5 نباشند، و همچنین
2. ارزیابی دستورالعمل جوشکاری طبق بندهای 11-6 و 12-6 انجام نشده باشد.
ورق آزمایشی -2-3-13-6
ورق آزمایشی باید به صورت زیر جوش شود:
1. هندسه شیار ورق آزمایشی باید مطابق شکل 16-6 (یا شکل 12-6) برای جوشکاری خودکار زیرپودری، (همراه با پشت بند باشد).
2. ورق باید در وضعیت 1G (تخت) جوش شود.
3. همانطورکه در شکل 18-6 نشان داده شده است، طول ورق آزمایشی باید به حدی کافی باشد تا بتوان آزمونه های لازم را از آن بدست آورد.
4. شرایط جوشکاری شامل شدت جریان، ولتاژ، سرعت حرکت انبر، دبی گاز محافظ باید تا حداکثر نزدیک به مقادیر ارائه شده در دستورالعمل جوشکاری باشد.
جوش کام و انگشتانه -14-6
در صورتی که جوش کام و انگشتانه مدنظر باشد، ارزیابی WPS باید مطابق بند 3-22-6 انجام پذیرد.
فرایندهای جوشکاری که نیاز به ارزیابی دارند -15-6
فرایندهای GTAW, GMAW-S, ESW, EGW -1-15-6
فرایندهای GTAW, GMAW-S, ESW, EGW را مشروط بر اینکه WPS مربوطه براساس ضوابط فصل 6 ارزیابی شود، می توان مورد استفاده قرار داد.
الزامات دستورالعمل جوشکاری (GMAW-S) -1-1-15-6
قبل از استفاده، پیمانکار باید دستورالعمل را تهیه نموده و تمامی آنها را براساس ضوابط فصل 6 مورد ارزیابی قرار دهد. محدودیت متغیرهای اساسی در جدول 5-6 برای GMAW باید برای GMAW-S نیز اعمال شود.
الزامات دستورالعمل جوشکاری (GTAW) -2-1-15-6
قبل از استفاده، پیمانکار باید دستورالعمل مربوطه را تهیه نموده و براساس ضوابط فصل 6 مورد ارزیابی قرار دهد.
الزامات دستورالعمل جوشکاری (ESW/EGW) -3-1-15-6
1. قبل از استفاده، پیمانکار باید دستورالعمل را تهیه و براساس ضوابط فصل 6 ارزیابی نماید. دستورالعمل باید شامل جزئیات درز، نوع و قطر فلز پرکننده، آمپر، ولتاژ (نوع و قطبیت)، سرعت حرکت عمودی در صورتی که تابع خودکار از طول قوس یا نرخ رسوب نباشد، نوسان (سرعت پیمایش، طول و زمان ماندن)، نوع حفاظت شامل دبی گاز، نقطه شبنم گاز و نوع پودر، نوع قالب قالب، عملیات حرارتی پس از جوشکاری در صورت نیاز و سایر اطلاعات مرتبط باشد.
2. قبل از استفاده، پیمانکار باید با آزمایش های مندرج در فصل 6 نشان دهد که الزامات آزمایش مصالح تمام جوش، ترکیب گاز یا پودر محافظ و فلز پرکننده فلز جوشی ایجاد خواهد کرد که خواص مکانیکی مندرج در استانداردهای مربوطه (مثل AWS A5.25 یا A5.26) را زمانی که مطابق دستورالعمل جوشکاری می شود، دارد.
3. دستورالعمل هایی که قبالً ارزیابی شده اند را می توان استفاده نمود، مشروط براینکه مستندات کافی وجود داشته و توسط مهندس ناظر تایید شود.
سایر فرایندها -2-15-6
دستورالعمل جوشکاری سایر فرایندهایی که در بخش 1-5-5 یا 1-15-6 فهرست نشده اند را مشروط براینکه با آزمایش ارزیابی تایید شده باشد، می توان استفاده نمود.
محدوده متغیرهای اساسی فرایند جوشکاری باید توسط پیمانکار مشخص شده و به تایید مهندس ناظر برسد. محدوده متغیرهای اساسی باید منطبق بر شواهد مستند از تجربیات قبلی فرایند یا سری آزمایش هایی که محدوده متغیرهای اساسی را نشان می دهد، باشد. هر تغییری از محدوده متغیرهای اساسی خارج از محدوده تعیین شده باید مجدداً ارزیابی شود.
قسمت ج: ارزیابی جوشکاران
کلیات -16-6
هدف آزمایش های ارزیابی ارائه شده در این قسمت، تعیین توانایی جوشکاران، اپراتورهای جوشکاری و خال جوشکاران برای تولید جوش سالم است. آزمایش های ارزیابی به عنوان راهنمایی برای انجام عملیات جوشکاری یا خال جوشکاری در حین اجرای واقعی تهیه نشده اند. جوشکاری عملی باید طبق دستورالعمل جوشکاری انجام پذیرد.
وضعیت جوشکاری نمونه آزمایشی -1-16-6
جوشکاران و اپراتورهای جوشکاری -1-1-16-6
وضعیت جوشکاری ارزیابی شده با قطعه آزمایشی ورق برای جوشکاران و اپراتورهای جوشکاری باید منطبق بر جدول 10-6 باشد. قطعه آزمایشی وضعیت جوشکاری ارزیابی شده با مقاطع لوله و قوطی برای جوشکاران و اپراتورهای جوشکاری باید منطبق بر فصل 10 و جدول 10-12 باشد.
خال جوشکاران -2-1-16-6
خال جوشکار باید با یک نمونه ورق آزمایشی در وضعیتی که قرار است خال جوشکاری انجام دهد، ارزیابی شود.
ضخامت ها و قطرهای آزمایشی ارزیابی شده -2-16-6
جوشکاران یا اپراتورهای جوشکاری -1-2-16-6
محدوده ضخامت ها و قطرهای قطعه آزمایشی ارزیابی شده برای جوشکاران و اپراتورهای جوشکاری باید منطبق بر جدول 11-6 باشد.
خال جوشکاران -2-2-16-6
تایید صلاحیت خال جوشکاران باید برای ضخامت های مساوی و بیشتر از 3 میلیمتر ارزیابی شود.
WPS تایید صلاحیت جوشکار و اپراتور جوشکاری از طریق ارزیابی -3-16-6
همچنین جوشکار یا اپراتور جوشکاری می تواند براساس جوشکاری موفقیت آمیز نمونه آزمایش ورق، لوله یا قوطی ارزیابی WPS تایید صلاحیت شود. در نتیجه جوشکار یا اپراتور جوشکاری منطبق بر بندهای 10-16-6 و 12-16-6 مورد قبول و برآورده کردن الزامات جدول 10-6، ارزیابی می شود.
انواع آزمایش های ارزیابی موردنیاز -17-6
جوشکاران و اپراتورهای جوشکاری -1-17-6
نوع و تعداد آزمایش های ارزیابی موردنیاز برای تایید صلاحیت جوشکاران و اپراتورهای جوشکاری باید منطبق بر جدول 11-6 باشد. جزئیات آزمایش های غیرمخرب و الزامات آزمایش مکانیکی به شرح زیر می باشد:
(1) بازرسی چشمی (مطابق بند 1-10-6 WPS (ضوابط))
(2) خمش رویه، ریشه و جانبی (مطابق بند 1-3-10-6 WPS (ضوابط))
(3) حک کاری ماکرو (مطابق بند 2-23-6)
(4) شکست جوش گوشه (مطابق بند 4-23-6)
جایگزینی پرتونگاری به جای آزمایش خمش هدایت شده -1-1-17-6
به جز اتصالاتی که به روش GMAW-S جوشکاری می شود، آزمایش پرتونگاری نمونه ورق یا لوله آزمایشی یک جوشکار یا اپراتور جوشکاری را می توان به جای آزمایش های خمش که در بند (2) 1-17-6 ذکر شده است به کار برد. الزامات پرتونگاری را در بند 3-23-6 ملاحظه نمایید.
به جای آزمایش های مکانیکی با پرتونگاری نمونه های تایید صلاحیت اپراتور جوشکاری، می توان از پرتونگاری جوش شیاری تولیدی برای تایید صلاحیت استفاده کرد. محدوده ضخامت تایید شده باید منطبق بر جدول 11-6 باشد.
آزمایش های خمش هدایت شده -2-1-17-6
آزمونه های آزمایش مکانیکی باید از برشکاری نمونه های آزمایش ورق، لوله یا قوطی مطابق شکل های 16-6، 19-6، 20-6، 21-6، 22-6 برای تایید صلاحیت جوشکاران و شکل 23-6، 22-10 و 23-10 برای تایید صلاحیت اپراتورهای جوشکاری، برحسب کاربرد، آماده سازی شود. این آزمونه ها باید تقریباً مقطع مستطیل شکل داشته و برای آزمایش های مطابق شکل های 8-6، 9-6، 10-6، 14-6، برحسب کاربرد، آماده شود.
خال جوشکاران -2-17-6
فرد خال جوشکار باید بتواند جوش یا حداکثر بعد 6 میلیمتر به طول حدود 50 میلیمتر روی نمونه شکست جوش گوشه نشان داده شده در شکل 27-6، اجرا نماید.
حدود صلاحیت -1-2-17-6
خال جوشکاری که در آزمایش شکست جوش گوشه پذیرفته شود، برای خال جوشکاری تمامی اتصالات (به جز جوش های شیاری نفوذ کامل، که از یک طرف بدون پشت بند جوشکاری می شود مثل اتصال لب پاس و اتصالات K, Y, T) برای فرایند جوشکاری و در وضعیتی که خال جوشکاری انجام شده است، تایید صلاحیت می شود. خال جوش هایی که در حالتی غیر از حالت فوق انجام می شود باید توسط جوشکارانی که برای فرایند و وضعیت مذکور تایید شده اند، انجام شود.
انواع جوش برای تایید صلاحیت جوشکاران و اپراتورهای جوشکاری -18-6
به منظور تایید صلاحیت جوشکاران و اپراتورهای جوشکاری، انواع جوش به شرح زیر طبقه بندی می شود:
1. جوش شیاری نفوذ کامل CJP برای اتصالات غیر لوله ای (بند 21-6)
2. جوش شیاری نفوذ نسبی PJP برای اتصالات غیر لوله ای (بند 1-22-6)
3. جوش گوشه برای اتصالات غیر لوله ای (بند 3-22-6)
4. جوش شیاری نفوذ کامل CJP برای اتصالات لوله ای (بند 18-10)
5. جوش شیاری نفوذ نسبی PJP برای اتصالات لوله ای (بند 19-10)
6. جوش گوشه برای اتصالات لوله ای (بند 20-10)
7. جوش کام و انگشتانه برای اتصالات لوله ای و غیر لوله ای (بند 3-22-6)
آماده سازی فرم های تایید صلاحیت عملکرد پرسنل -19-6
پرسنل جوشکاری باید WPS مربوط به آزمایش ارزیابی صلاحیت را رعایت نمایند. همه محدوده متغیرهای اساسی ذکر شده در بند 8-6 باید اعمال شود. علاوه بر محدوده متغیرهای اساسی بند 20-6 مدارک تایید صلاحیت پرسنل جوشکاری (WPQR) به عنوان تایید کتبی عمل نموده و باید همه متغیرهای اساسی قابل اجرای جدول 12-6 را فهرست نماید. فرم های پیشنهادی در پیوست 2 ارائه شده است.
متغیرهای اساسی -20-6
تغییرات فراتر از محدوده متغیرهای اساسی برای جوشکاران، اپراتورهای جوشکاری و خال جوشکاران که در جدول 12-6 ارائه شده است، نیاز به ارزیابی مجدد دارد.
روش های آزمایش و معیار پذیرش آزمایش ارزیابی جوشکاران و اپراتورهای جوشکاری -23-6
بازرسی چشمی -1-23-6
برای شرایط پذیرش به بند 1-10-6 مراجعه شود.
آزمایش حک کاری ماکرو -2-23-6
باید یک مقطع از جوش به طور مناسب برای آزمایش حک کاری ماکرو آماده شود. برای تمایز واضح بین فلز جوش و پایه باید از محلول مناسب حک کاری استفاده شود.
آزمایش حک کاری ماکرو جوش گوشه و انگشتانه -1-2-23-6
سطح قطعه آزمایش حک کاری ماکرو باید صاف و صیقلی باشد.
(1) آزمونه حک کاری ماکرو جوش انگشتانه باید از درز نمونه برحسب موارد زیر بریده شود.
الف- ارزیابی جوشکار- شکل 26-6
ب- ارزیابی اپراتور جوشکاری- شکل 26-6
(2) آزمونه حک کاری ماکرو جوش گوشه باید از درز نمونه برحسب موارد زیر بریده شود.
الف- ارزیابی جوشکار- شکل 25-6
ب- ارزیابی اپراتور جوشکاری- شکل 25-6
معیار پذیرش آزمایش حک کاری ماکرو -2-2-23-6
بازرسی چشمی مقطع حک کاری ماکرو شده با اسید وقتی قابل پذیرش است که ضوابط زیر را برآورده نماید:
(1) جوش های گوشه باید کاملاً به ریشه درز نفوذ داشته باشند، لیکن لازم نیست فراتر از آن نفوذ نماید.
(2) حداقل اندازه ساق باید مساوی مقدار پیش بینی شده باشد.
(3) جوش های انگشتانه باید دارای شرایط زیر باشند:
الف) بدون ترک.
ب) ذوب کامل با پشت بند و کناره سوراخ.
(4) مجموع طول انباشه سرباره جوش (آخال ها)، نباید از 6 میلیمتر تجاوز نماید.
آزمایش پرتونگاری -۳-۲۳-۶
اگر از آزمایش پرتونگاری به جای آزمایش خمش استفاده شود، نیاز به سنگ زنی گرده جوش برای بازرسی نمی باشد مگر اینکه بی نظمی های سطحی جوش با اتصال آن با فلز پایه باعث شود که ناپیوستگی های جوش در پرتونگاری پنهان شود. در صورت برداشتن پشت بند برای پرتونگاری، ریشه جوش باید تا سطح فلز پایه سنگ زنی شود.
دستورالعمل و روش آزمایش پرتونگاری -1-3-23-6
روش انجام آزمایش پرتونگاری باید مطابق قسمت ث فصل 8 برای مقاطع لوله ای باشد. برای ارزیابی جوشکاران 22 میلیمتر از هر انتهای نمونه آزمایش و برای اپراتورهای جوشکاری 75 میلیمتر از هر انتهای نمونه آزمایش حذف می شود.
معیار پذیرش آزمایش پرتونگاری -2-3-23-6
تایید کیفیت جوش که توسط پرتونگار آشکار شده است باید منطبق بر ضوابط بند 2-12-8 (به جز 2-2-12-8) باشد.
آزمایش شکست جوش گوشه-۴-۲۳-۶
تمام طول جوش باید مورد بازرسی چشمی قرار گیرد، سپس آزمونه ای به طول 150 میلیمتر برای نمونه ورق (شکل 25-6) یا برای مقطع لوله باید طوری بارگذاری شود تا ریشه آن تحت کشش قرار گیرد. حداقل یک نقطه شروع و یک نقطه ختم جوشکاری باید در نمونه باشد. نیرو به آرامی افزایش می یابد تا آزمونه گسیخته و یا خم شود.
معیار پذیرش شکست جوش گوشه -1-4-23-6
برای پذیرش بازرسی چشمی، جوش گوشه باید دارای ظاهر یکنواخت و عاری از روی هم افتادگی، ترک و بریدگی کنار جوش بیش از حد ضوابط بند 9-8 باشد. در سطح جوش نباید هیچگونه تخلخل قابل مشاهده باشد. آزمونه شکسته شده تحت شرایط زیر تایید می شود:
1. نمونه روی خود خم شود، یا
2. جوش گوشه در صورت شکستگی، نشان دهنده ذوب کامل تا ریشه درز اتصال بدون آخال ها یا تخلخل بزرگتر از 2.5 میلیمتر در بزرگترین بعد باشد، و
3. مجموع بزرگترین اندازه آخال ها و تخلخل ها نباید از 10 میلیمتر در طول 150 میلیمتر نمونه تجاوز نماید.
نمونه های خمش ریشه، رویه و جانبی -5-23-6
برای معیار پذیرش بند 3-3-10-6 ملاحظه شود.
روش آزمایش و شرایط پذیرش صلاحیت خال جوشکار -24-6
آزمونه باید مطابق شکل 23-6 قرار داده شده و تحت بارگذاری تا رسیدن به شکست قرار بگیرد. نیرو را با هر وسیله مناسبی می توان اعمال نمود. رویه جوش و سطح شکست جوش بعد از انجام آزمایش باید برای وجود هر نوع عیب مورد بازرسی چشمی قرار گیرند.
معیار پذیرش چشمی -1-24-6
خال جوش باید دارای ظاهر یکنواخت و عاری از لخته، ترک و بریدگی بیش از 1 میلیمتر باشد. در سطح خال جوش نباید هیچگونه تخلخلی مشاهده شود.
معیار پذیرش آزمایش مخرب -2-24-6
سطح شکست خال جوش باید ذوب کامل ریشه، نه لزوماً فراتر از آن، و ذوب کامل با فلز پایه را نشان داده و تخلخل و آخال سرباره جوش بزرگتر از 2.5 میلیمتر در آن مشاهده نشود.
آزمایش مجدد -25-6
در صورتی که جوشکار، اپراتور جوش یا خال جوشکار در یک یا چند مورد آزمایش ارزیابی مردود شود، یا اینکه دلایل مشخصی برای زیرسوال بردن توانایی جوشکار وجود داشته باشد یا دوره اثر بخشی پایان یافته باشد، آزمایش مجدد باید تحت شرایط زیر صورت پذیرد:
ضوابط آزمایش مجدد جوشکار و اپراتور جوشکاری -1-25-6
آزمایش مجدد فوری -1-1-25-6
آزمایش فوری شامل انجام دو جوش برای هر نوع وضعیتی که جوشکار یا اپراتور جوشکاری در آن مردود شده است می تواند انجام پذیرد. تمام آزمونه های آزمایش مجدد باید الزامات مشخص شده را برآورده نماید.
آزمایش مجدد بعد از آموزش و تمرین -2-1-25-6
اگر شواهدی دال بر آموزش و تمرین جوشکار باشد، می توان آزمایش مجدد انجام داد. در این حالت یک آزمایش مجدد کامل از جوش مردود شده به عمل می آید.
آزمایش مجدد بعد از انقضای دوره اثربخشی -3-1-25-6
در صورتی که دوره اثربخشی ارزیابی جوشکار یا اپراتور جوشکاری خاتمه یابد، ارزیابی مجدد مورد نیاز است. جوشکار می تواند از ضخامت آزمایشی 10 میلیمتر برای پذیرفته شدن در هر ضخامت جوش بزرگتر یا مساوی 3 میلیمتر استفاده نماید.
استثناء - مردود شدن در آزمایش ارزیابی مجدد -4-1-25-6
هیچ آزمون مجدد فوری برای جوشکاری که در آزمایش مجدد مردود شده باشد مجاز نیست. آزمایش مجدد فقط پس از گذراندن دوره آموزشی و تمرین مطابق بند 2-1-25-6 مجاز است.
ضوابط آزمایش مجدد خال جوشکاران -2-25-6
آزمایش مجدد بدون آموزش اضافی، در صورت عدم قبولی الزامات آزمایش، خال جوشکار می تواند یکبار بدون آموزش آزمون مجدد دهد.
آزمایش مجدد پس از تمرین و آموزش، آزمایش مجدد در صورتی که خال جوشکار تحت آموزش و تمرین قرار گرفته باشد می تواند انجام شود. آزمایش کامل باید انجام شود.
قسمت ت: ضوابط آزمایش ضربه شارپی
کلیات: آزمایش ضربه شارپی -26-6
ضوابط آزمایش ضربه و دستورالعمل های آزمایش در این قسمت در صورت درج در اسناد قرارداد و یا در صورتیکه براساس این آیین نامه (بندهای 3-1-2-6 و 5-18-7) مورد نیاز باشد، باید انجام شود.
ترکیب دستورالعمل -1-26-6
به جز مواردی که در بند 2-1-26-6 مورد نیاز است، استفاده از ترکیب چند دستورالعمل که هر کدام با آزمایش ضربه ارزیابی شده اند، در یک اتصال بدون ارزیابی جدید مجاز است.
دستورالعمل هایی که بدون آزمایش ضربه ارزیابی شده اند، مجاز به انجام آزمایش ضربه روی نمونه هایی که براساس متغیرهای اساسی دستورالعمل جوشکاری آماده شده است نمی باشد، سپس می تواند با دستورالعمل هایی که با آزمایش ضربه ارزیابی شده اند برای جوشکاری یک اتصال بصورت ترکیبی استفاده شود.
فرایند FCAW-S -2-1-26-6
در صورتی که فرایند جوشکاری غیر از FCAW-S برای رسوب دادن فلز جوش روی FCAW-S در یک اتصال واحد استفاده شود، مجموعه دیگری از آزمایش ضربه باید مطابق بند 28-6 انجام شود.
استانداردهای آزمایش -2-26-6
نمونه های آزمایش ضربه باید مطابق استانداردهای معتبر ملی یا بین المللی ماشین کاری و آزمایش شود (ASTM A370, ASTM E24 یا AWS B4.0).
ضوابط آزمایش -3-26-6
در صورتیکه دستورالعمل با پشتیبانی PQR همراه با آزمایش ضربه موردنیاز باشد، موارد زیر باید رعایت شود:
1. دستورالعمل باید با آزمایش های لازم شامل آزمایش ضربه ارزیابی شود، یا
2. اگر دستورالعمل براساس ضوابط فصل 6 بدون پشتیبانی از نتایج آزمایش ضربه ارزیابی شده وجود داشته باشد، یک نمونه آزمایش باید براساس پارامترهای دستورالعمل شامل حرارت ورودی که از حرارت ورودی دستورالعمل موجود تجاوز نکند آماده شده و آزمونه های ضربه از ورق آزمایشی استخراج شده و آزمایش شود.
اگر گزینه (1) استفاده شود، دستورالعمل جدیدی برمبنای PQR که برای آزمایش ضربه کاربرد دارند (جدول 7-6) باید نوشته شود، آزمونه های آزمایش ضربه باید از نمونه های آزمایش نشان داده شده در شکل های 5-6، 6-6، 7-6 برای ورق و شکل های 10-14 و 10-15 برای مقاطع لوله و قوطی برداشته شود.
اگر گزینه (2) استفاده شود، پارامترهای دستورالعمل موجود باید برای جوش و نمونه آزمایش استفاده شود و نباید از حرارت ورودی دستورالعمل موجود تجاوز نماید. نمونه باید ضوابط ارزیابی دستورالعمل (قسمت ب) را برآورده نماید به جز اینکه آزمونه کشش و خمش موردنیاز نخواهد بود. دستورالعمل اولیه باید برای مطابقت متغیرهای اساسی تکمیلی PQR که برای آزمایش ضربه کاربرد دارد (جدول 7-6) و متغیرهای اساسی PQR (جدول 5-6) بازنگری شود.
گزینه (2) نباید برای دستورالعمل های پیش تایید شده اعمال شود.
آزمایش های ضربه شارپی -27-6
محل آزمونه -1-27-6
محل نمونه برداری آزمایش ضربه باید از خط مرکزی فلز جوش و در ناحیه متاثر از حرارت باشد.
مگر اینکه محل های جایگزین مشخص شده باشد، محل نمونه برداری آزمونه در منطقه مورد آزمایش و جزئیات اتصال مورد استفاده باید مطابق شکل 28-6 باشد.
تعداد آزمونه -2-27-6
سه آزمونه آزمایش ضربه باید از هر نمونه آزمایش برداشته شود. به صورت دیگر، می توان 5 آزمونه از هر نمونه آزمایش تهیه کرد اما باالترین و پائین ترین نتیجه باید حذف شود.
اندازه آزمونه -3-27-6
در صورتی که ضخامت نمونه آزمایشی بیشتر از 11 میلیمتر باشد، اندازه آزمونه ها باید اندازه کامل (11 در 10 میلیمتر) باشد. در صورتیکه ضخامت نمونه آزمایشی کمتر از 11 میلیمتر باشد یا اینکه هندسه نمونه اجازه تهیه آزمونه با اندازه کامل را ندهد، آزمونه های کوچکتر باید استفاده شود. در صورت استفاده از آزمونه های با اندازه کوچکتر برای ارزیابی آزمایش ضربه، باید براساس یکی از اندازه های استاندارد جدول 14-6 ساخته شود.
بزرگترین اندازه استاندارد ممکن برای آزمونه های کوچک باید از نمونه آزمایشی بریده و ماشین کاری شود.
دستورالعمل تعیین محل شیار -4-27-6
آزمونه های آزمایش ضربه باید منطبق بر موارد زیر باشد:
1. آزمونه ها باید از قطعه آزمایشی در عمق مناسب مطابق شکل 28-6 بریده شود. آزمونه ها باید به اندازه کافی ماشینکاری شود که امکان قرارگیری دقیق شیار فراهم شود.
2. میله آزمونه آزمایش ضربه با یک محلول حک کاری ملایم مثل نایتال باید حک کاری شود تا محل خط ذوب ناحیه متاثر از حرارت نمایان شود.
3. خط مرکزی طولی آزمونه ها باید بصورت عرضی با محور جوش قرار گیرد. شیار نمونه باید عمود بر سطح قطعه آزمایش باشد.
4. خط مرکزی شیار باید روی آزمونه ها مطابق شکل 28-6 برای هر نوع جوش در دست ارزیابی، جانمایی شود.
در صورت الزام ضوابط تعریف شده در بند 2-1-26-6، ممکن است آزمایش روی محل های جایگزین نشان داده شده در شکل 26-6 مورد نیاز باشد.
دمای آزمایش ضربه -5-27-6
دمای آزمونه های آزمایشی ضربه باید مطابق شرایط ذکر شده در اسناد قرارداد باشد، به استثنای آزمونه های کوچک، که دمای آزمایش باید مطابق بند 6-27-6 اصلاح شود.
استفاده از آزمونه های سایز کوچک -6-27-6
ضخامت قطعه آزمایش -1-6-27-6
در صورتیکه به دلیل هندسه، ضخامت قطعه آزمایش 11 میلیمتر و بیشتر باشد و زمانی که عرض آزمون ها در محل شیار کمتر از 80 درصد ضخامت فلز پایه است، دمای آزمایش باید مطابق جدول 14-6 کاهش یابد. اگر عرض آزمونه در محل شیار معادل 80 درصد یا بیشتر نسبت به ضخامت فلز پایه باشد نیازی به کاهش دمای آزمایش نیست.
ضخامت قطعه آزمایش کمتر از 11 میلیمتر -2-6-27-6
در صورت ضخامت قطعه آزمایش کمتر از 11 میلیمتر، در صورت استفاده از آزمونه های کوچک تر به دلیل ضخامت قطعه آزمایش و اینکه عرض آزمونه در محل شیار کمتر از 80 درصد ضخامت قطعه آزمایش باشد، دمای آزمایش باید به میزانی برابر با اختلاف ذکر شده در جدول 14-6 بین کاهش دمای مربوط به ضخامت قطعه آزمایش و کاهش دما مربوط به عرض آزمونه کاهش یابد.
در صورتی که عرض آزمونه در محل شیار 80 درصد ضخامت قطعه یا بیشتر باشد، نیازی به کاهش دما نمی باشد.
شرایط پذیرش -7-27-6
میانگین انرژی و حداقل انرژی ضربه یک نمونه باید توسط طراح مطابق بندهای 1-5-15-6 تعیین شده باشد. کاهش حداقل انرژی ضربه قابل قبول برای نمونه های کوچک باید مطابق جدول 15-6 تعیین شود.
آزمایش مجدد -8-27-6
در صورتی که ضوابط بند 7-27-6 برآورده نشود، آزمایش مجدد می تواند انجام پذیرد. آزمایش مجدد شامل 3 آزمونه آزمایش ضربه اضافی از همان قطعه آزمایشی که آزمونه هایش مردود شده است، می باشد. مقدار انرژی هر آزمونه باید حداقل شرایط پذیرش متوسط تعریف شده را مطابق بند 7-27-6 برآورده نماید.
اگر به مقدار کافی قطعه آزمایش برای برداشتن 3 آزمونه جدید وجود نداشته باشد، باید یک قطعه آزمایش کامل جدید آماده شده و همه آزمایش های غیرمخرب، مکانیکی و ضربه که مطابق قسمت ب این فصل مورد نیاز است، انجام شود.
ترکیب فرایند FCAW-S با سایر فرایندهای جوشکاری در یک اتصال -28-6
در این بخش مجموعه روش های آزمایشی برای تعیین مناسب بودن ترکیب فرایند FCAW-S با سایر فرایندهای جوشکاری در یک اتصال ارائه می شود.
متغیرهای فلز پرکننده -1-28-6
متغیرهای اساسی فلز پرکننده برای آزمایش ضربه مختلف باید مطابق جدول 16-6 باشد. تغییر این متغیرهای اساسی نیاز به آزمایش اضافی دارد.
جزئیات قطعه آزمایش -2-28-6
یک قطعه آزمایش از جنس فوالد کربنی A36 یا A572 Gr50 یا A992 برای ارزیابی فلز پرکننده رده E70 ترکیبی و برای فلز پرکننده رده E80 یا E90 ترکیبی هم از فلز A913 Gr65 یا A572 Gr65 یا A913Gr70 استفاده می شود. ورق آزمایش باید با ضخامت 16 میلیمتر با دهانه ریشه 12 میلیمتر با زاویه شیار 20 درجه یا با ضخامت 20 میلیمتر با دهانه ریشه 16 میلیمتر با زاویه شیار 45 درجه باشد. ورق آزمایش و آزمونه ها باید مطابق شکل 30-6 باشد. از طرفی، ممکن است از یک ورق آزمایش PQR استفاده شود که در آن آزمونه های آزمایش ضربه از ناحیه مخلوط برداشته شده باشد. صرف نظر از روش آزمایش مورد استفاده، آزمایش باید نشان دهنده این باشد که معیارهای پذیرش بند 28-6 برآورده شده است.
جوشکاری قطعه آزمایش -3-28-6
ترتیب و توالی اعمال فلز جوش باید مطابق رویه ای که در تولید استفاده می شود باشد. فلز اول رسوب شده به عنوان ماده ریشه و فلز جوش بعدی آن به عنوان مواد پرکننده میانی شناخته می شود. تقریباً یک سوم ضخامت اتصال باید با فلز ریشه و بقیه با فلز پرکننده جوشکاری شود.
آزمونه های موردنیاز -4-28-6
آزمایش باید از قطعه آزمایش ساخته شود، آزمونه ضربه بسته به تعداد 10 یا 5 آزمونه های ضربه باید مطابق AWS B4.0 آماده سازی شود.
محل نمونه برداری آزمونه های ضربه -5-28-6
میله آزمایش ضربه باید مطابق شرایط زیر جانمایی شود:
1. نمونه های عرضی که قرار است آزمونه های آزمایش ضربه از آن ها ماشین کاری شود، باید حک کاری شوند تا سطح مقطع جوش مشخص شود.
2. یک خط باید روی سطح مقطع حک شده در فصل مشترک دو فرایند جوشکاری کشیده شود (شکل 31-6).
3. آزمونه ضربه باید از اولین فلز رسوب داده شده جوش با فرایند دوم گرفته شود. محل فصل مشترک باید در آزمونه قرار گیرد که لبه آزمونه در فاصله 1.5 میلیمتر از فصل مشترک باشد (شکل 32-6).
شرایط پذیرش -6-28-6
برای شرایط پذیرش، بیشترین و کمترین مقدار نتیجه بدست آمده از 5 نمونه باید حذف شود. از سه نتیجه باقیمانده باید معادل یا بیشتر از حداقل انرژی جذب شده مشخص شده در دمای آزمایش باشد.
یکی از نتایج می تواند تا 7 ژول از حداقل انرژی مورد نیاز پایین تر باشد، اما میانگین سه نتیجه نباید کمتر از حداقل انرژی جذب شده مورد نیاز باشد.
گزارش -29-6
همه نتایج آزمایش ضربه شامل سه نمونه یا 5 نمونه و نمونه های آزمون مجدد باید در PQR گزارش شود. اگر آزمایش ضربه برای دستورالعمل ارزیابی شده مطابق قسمت ب این فصل، تهیه شده باشد باید PQR مربوطه اصلاح شود.
قسمت ث: ضوابط ارزیابی بازرس ها
کلیات -30-6
ارزیابی صلاحیت بازرسی -1-30-6
الف) بازرس مسئول تایید یا رد مصالح و اجرا باید مورد ارزیابی و تشخیص صلاحیت قرار گیرند. مبانی ارزیابی بازرسی باید مستند شود.
ب) ارزیابی بازرسی باید برمبنای «آیین نامه ملی ارزیابی بازرسی» انجام شود. در نبود آیین نامه ملی، می توان از آیین نامه های بین المللی یا معتبر استفاده نمود.
پ) مهندس یا تکنسین هایی که به واسطه تمرین یا تجربه و یا ترکیبی از آن دو، در زمینه بازرسی ساخت و انجام و تفسیر آزمایش های ارزیابی، دارای صلاحیت باشند، با تایید نماینده کارفرما یا مقام قانونی مسئول، می توانند به عنوان بازرس جوش انجام وظیفه نمایند.
ت) بازرس جوش می تواند چند کمک بازرس داشته باشد که تحت نظارت وی در امر بازرسی عمل می نمایند. کمک بازرس باید با تمرین و کسب تجربه در اموری که به آن ها محول می شود، صلاحیت عملی کسب نمایند. عملکرد کمک بازرس باید توسط بازرس به طور منظم مورد ارزیابی قرار گیرد.
ث) بازرس و کمک بازرس باید تحت معاینه چشم قرار گیرند، به طوری که با یا بدون استفاده از عینک، قدرت دید نزدیک در فاصله 200 میلی متر و قدرت دید دور در حد 20/40 را دارا باشند. گواهی معاینه چشم باید هر سه سال یکبار (یا کمتر در صورت اعلام نیاز توسط نماینده کارفرما) تکرار شود و در صورت درخواست قابل ارائه باشد. ارزیابی قدرت بینایی مطابق الزامات استاندارد ملی ایران به شماره 18490 انجام شود.
وظایف بازرس -2-30-6
وظایف بازرس مطابق فصل 8 این آیین نامه می باشد.
ارزیابی و تعیین صلاحیت پرسنل آزمایش های غیرمخرب -3-30-6
الف) ارزیابی پرسنل مسئول انجام آزمایش های غیرمخرب، به غیر از بازرسی های چشمی، باید منطبق بر مفاد آیین نامه ملی باشد. در نبود آیین نامه های ملی، می توان از آیین نامه های بین المللی معتبر استفاده نمود.
ب) اشخاصی مجاز به انجام آزمایش های غیرمخرب هستند که توسط یک موسسه معتبر ایرانی یا دارای نمایندگی در ایران، در پایه دو صلاحیت آزمون های غیرمخرب، ارزیابی و تعیین صلاحیت شده باشند. اشخاصی که در پایه یک ارزیابی شده باشند، فقط می توانند زیرنظر یک کارشناس پایه دو به آزمایش بپردازند. در موسسه مورد اشاره، ارزیابی افراد در پایه یک و دو باید توسط فردی از پایه سه انجام شود. افراد پایه سه باید تحت نظر انجمن آزمایش های غیرمخرب ارزیابی شوند یا دارای تحصیلات عالیه در این زمینه باشند.
بازرس جوش -31-6
کلیات -1-31-6
تایید صلاحیت و گواهی کردن بازرس جوش باید برمبنای آیین نامه ملی ارزیابی بازرسی با آیین نامه های معتبر بین المللی انجام پذیرد. در این راستا تحصیلات، تجربه، قبولی در آزمون کتبی، اثبات توانایی ها و داشتن مدرک سلامت بینایی برای داوطلبان بازرسی جوش باید مورد ارزیابی قرار گیرد.
سطوح تایید صلاحیت بازرسی جوش -2-31-6
سه سطح تعریف شده برای تایید صلاحیت بازرسی جوش به شرح زیر تعریف شده است.
- بازرس جوش سطح 1 یا کمک بازرس جوش
- بازرس جوش سطح 2 یا بازرس جوش گواهی شده
- بازرس جوش سطح 3 یا بازرس ارشد جوش گواهی شده
توانایی های بازرسی جوش -3-31-6
بازرس جوش سطح 1 -1-3-31-6
بازرس جوش سطح 1 باید قادر به انجام بازرسی ها تحت نظارت فعال یک بازرس جوش یا بازرس جوش ارشد باشد. مسئولیت انطباق قطعات جوش داده شده با روش اجرا و معیارهای پذیرش به عهده بازرس ارشد و بازرس جوش می باشد.
بازرس جوش سطح 2 -2-3-31-6
بازرس جوش سطح 2 باید قادر به انجام موارد زیر باشد:
- انجام بازرسی ها مطابق با دستورالعمل های کاربردی
- نظارت بر بازرسی جوش سطح 1 و ارائه آموزش به آنها
- انجام ممیزی تامین کنندگان مواد یا خدمات دهندگان به پروژه
بازرس جوش باید نسبت به اتمام کارها و نگهداری سوابق مربوطه اطمینان حاصل کند و همچنین مطمئن شود کارهای انجام شده با الزامات استانداردهای کاربردی یا دیگر مدارک قراردادی انطباق دارند.
بازرس جوش سطح 3 -3-3-31-6
بازرس جوش سطح 3 باید قادر به انجام موارد زیر باشد:
- انجام بازرسی ها
- هماهنگی و نظارت بر بازرسی جوش سطح 2 و 1
- نوشتن مشخصات دستورالعمل جوشکاری WPS
- بازبینی و تفسیر دستورالعمل های جوشکاری
الزامات تحصیلی و تجربه -4-31-6
بازرس جوش سطح 1 -1-4-31-6
بازرس جوش سطح 1:
1. باید حداقل فارغ التحصیل دوره متوسطه یا دارای مدرک تایید شده معادل دیپلم باشد.
2. باید حداقل دارای دو سال تجربه در یک کار حرفه ای با ارتباط مستقیم با قطعات جوشی بوده و در یک یا چند حوزه فهرست شده در بند 5-4-31-6 تجربه کاری داشته باشد.
3. هر یک از حالت های زیر می توانند جایگزین بند (2) شوند:
- دو سال تحصیل پس از دیپلم دوره متوسطه در یک رشته تحصیلی جوشکاری داشته باشد (بدون نیاز به تجربه)
- با دو سال تحصیل پس از دیپلم دوره متوسطه در زمینه فن آوری مهندسی یا علوم پایه و حداقل شش ماه تجربه در هر کدام از کارهای جوشکاری که در بند 5-4-31-6 تعریف شده است.
- گذراندن دوره های آموزشی تخصصی جوشکاری با حداقل مدت زمان آموزش 90 ساعت به نحوی که حداقل 80 درصد موضوعات تعیین شده برای سطح 1 بازرسی جوش، پوشش داده شده باشد و حداقل یک ماه تجربه (توصیه شده) در هر کدام از کارهای جوشکاری که در بند 5-4-31-6 تعریف شده است.
بازرس جوش سطح 2 -2-4-31-6
بازرس جوش سطح 2:
1. باید حداقل فارغ التحصیل دوره متوسطه دبیرستان یا دارای مدرک تایید شده معادل دیپلم باشد.
2. باید حداقل دارای پنج سال تجربه در یک کار حرفه ای با ارتباط مستقیم با قطعات جوشی بوده و در یک یا چند حوزه فهرست شده در بند 5-4-31-6 تجربه کاری داشته باشد.
3. هر یک از حالت های زیر می توانند در کاهش میزان تجربه، جایگزین بند (2) شوند:
- امتیازی که برای کاهش میزان تجربه برای مدارک تحصیلی پس از دبیرستان داده می شود، به صورت زیر است:
مدرک تحصیلی دانشگاهی در زمینه فن آوری / مهندسی جوشکاری: فوق دیپلم تا دو سال، لیسانس تا سه سال، فوق لیسانس یا بالاتر تا چهار سال کاهش در تجربه مورد نیاز.
مدرک تحصیلی دانشگاهی در زمینه غیرجوشکاری (فن آوری / مهندسی یا علوم پایه): فوق دیپلم تا یک سال، لیسانس تا دو سال، فوق لیسانس یا بالاتر تا سه سال کاهش.
دوره های آموزشی مهندسی و دوره های فنی حرفه ای: حداکثر دو سال کاهش، و فقط برای دوره هایی است که به طور موفقیت آمیز در یک برنامه تحصیلی به پایان رسیده باشد.
- گذراندن دوره های آموزشی تخصصی جوشکاری با حداقل مدت زمان آموزش 24 ساعت به نحوی که حداقل 90 درصد موضوعات تعیین شده برای سطح 2 بازرسی جوش پوشش داده شده باشد و داشتن حداقل سه ماه تجربه در هر کدام از کارهای جوشکاری که در بند 5-4-31-6 تعریف شده است.
بازرس جوش سطح 3 -3-4-31-6
بازرس جوش سطح 3:
1. باید حداقل فارغ التحصیل دوره متوسطه یا دارای مدرک تایید شده معادل دیپلم باشد.
2. باید دارای حداقل 15 سال تجربه در یک کار حرفه ای با ارتباط مستقیم با قطعات جوشی بوده و در سه یا بیشتر از سه حوزه فهرست شده در بند 5-4-31-6 تجربه کاری داشته باشد.
3. مواردی به شرح زیر می تواند در کاهش میزان تجربه، جایگزین بند (2) شود:
امتیازی که برای کاهش میزان تجربه برای مدارک تحصیلی پس از دبیرستان داده می شود، به صورت زیر است:
مدرک تحصیلی در زمینه فن آوری / مهندسی جوشکاری: فوق دیپلم تا دو سال، لیسانس تا سه سال، فوق لیسانس یا بالاتر تا چهار سال کاهش در تجربه مورد نیاز.
مدرک تحصیلی در زمینه غیرجوشکاری (فن آوری / مهندسی یا علوم پایه): فوق دیپلم تا یک سال، لیسانس تا دو سال، فوق لیسانس یا بالاتر تا سه سال کاهش.
دوره های آموزشی مهندسی و دوره های فنی حرفه ای: حداکثر دو سال کاهش، و فقط برای دوره هایی است که به طور موفقیت آمیز در یک برنامه تحصیلی به پایان رسیده باشد.
4. باید به عنوان بازرس جوش سطح 2 یا سطح معادل آن، حداقل به مدت سه سال تایید صلاحیت و گواهی شده باشد.
سه سال تایید صلاحیت مورد نیاز به عنوان بازرس جوش سطح 2 یا سطح معادل آن، مندرج در بند (4) برای دارندگان مدرک لیسانس و بالاتر در رشته های فن آوری / مهندسی یا علوم پایه به یک سال و برای دارندگان مدرک فوق دیپلم مرتبط با فن آوری / مهندسی یا علوم پایه به دو سال کاهش پیدا خواهد کرد.
مدارک -4-4-31-6
داوطلبان باید مدارک تحصیلی، آموزشی و تجربه کاری را ارائه دهند. توصیه می شود تجربه ادعا شده توسط داوطلبان به وسیله یک نامه با سربرگ موسسه/سازمان/شرکت/نهاد از صاحبان کار کنونی و قبلی که نشان دهنده نام داوطلبان، شماره ملی، شماره تامین اجتماعی (اختیاری)، عنوان های شغلی، تاریخ شروع و پایان، نام شرکت، نشانی و شماره تلفن شرکت، نام و عنوان شخص تاییدکننده نامه باشد، مستند شود.
زمینه تجربه -5-4-31-6
1. تجربه در تهیه دستورالعمل ها، الزامات بازرسی، معیارهای پذیرش و مشخصات برای قطعات جوشی.
2. تجربه در طرح ریزی، کنترل و استفاده از فلزات پایه و فلزات پرکننده در آماده سازی و تکمیل محصول جوشکاری شده.
3. تجربه به عنوان جوشکار یا مونتاژکار در ساخت یا نصب.
4. تجربه در آشکارسازی و اندازه گیری ناپیوستگی های جوش به وسیله بازرسی چشمی یا دیگر روش های آزمایش های غیرمخرب مطابق با دستورالعمل کتبی.
5. تجربه در طرح ریزی، کنترل و استفاده از جوشکاری تعمیری.
6. تجربه در آماده سازی دستورالعمل های کتبی برای جوشکاری، ارزیابی غیرمخرب قطعات جوشی یا آزمایش های مخرب قطعات جوشی.
7. تجربه در تایید صلاحیت جوشکاران با تایید دستورالعمل های جوشکاری مطابق با کدها، استانداردها و مشخصات فنی مختلف.
8. تجربه استفاده از کدها، استانداردها یا مشخصات فنی مرتبط با جوشکاری.
9. تجربه در فنون عملیاتی و فعالیت های مورد استفاده در برآورده ساختن الزامات کنترل کیفیت قطعات جوشی.
10. تجربه در تدریس مهارت حرفه ای جوشکاری یا موضوعات مرتبط با جوشکاری شامل کاربرد آن ها، کنترل، مواد و فرایندها.
گواهینامه -5-31-6
گواهینامه می تواند به مدت حداکثر پنج سال معتبر باشد مگر اینکه به دلایل نقض مقررات اخلاقی مشمول تعلیق شده و گواهینامه توسط مرجع رسمی صادر کننده ابطال یا مشروط شده باشد. گواهینامه باید دارای تاریخ صدور و انقضا باشد.
ارتقاء از بازرسی سطح 1 به بازرسی جوش سطح 2 -6-31-6
متقاضیانی که نمرات آنها در هر بخش از امتحان کتبی را برآورده کرده اما شرایط تجربه کاری را برآورده نمی کنند، می توانند درخواست ارتقاء به سطح بازرسی جوش سطح 2 را نمایند. مدت اعتبار گواهینامه بازرس جوش سطح 2 پس از برآورده شدن شرایط تجربه برای افرادی که مطابق این بند ارتقاء داده اند نباید از دوره اصلی گواهینامه بازرسی جوش سطح 1 تجاوز کند.
ارتقاء از سطح 2 به سطح 3 بدون برآورده شدن تمامی الزامات آزمون و الزامات تحصیلی و تجربه قابل انجام نیست.
تمدید گواهینامه -7-31-6
1. گواهینامه بازرسی جوش سطح 1 برای یک دوره 3 سال صادر شده و قابل تمدید نیست.
2. گواهینامه از اولین روز ماه بعد از تاریخ آزمون معتبر خواهد بود. در همان ماه و روز پنج سال بعد گواهینامه منقضی می شود.
3. بازرس جوش سطح 2 و 3 برای تمدید گواهینامه باید نشان دهد که عدم فعالیت مداوم کار بیش از دو سال در فعالیت های بازرسی وجود ندارد. در غیر اینصورت باید آزمون عملی بازرسی جوش سطح 2 مجدداً انجام پذیرد.
4. تمدید دوره گواهینامه سطح 2 و 3 به دو دوره متوالی پنج ساله محدود می شود. قبل از پایان دوره پنج ساله، بازرسی جوش سطح 2 و 3 باید مجدداً تایید شوند.
5. قبل از پایان سال یازدهم از تاریخ صدور گواهینامه اولیه و هر یازده سال پس از آن، بازرس جوش سطح 2 و 3 باید برای صدور گواهینامه مجدد شرایط زیر را برآورده نمایند:
الف- تجدید گواهینامه بازرس جوش سطح 3 با آزمون کتبی برای بازرس سطح 3 و آزمون عملی برای بازرس سطح 2 با تایید کمیته صدور گواهینامه مرجع صدور گواهینامه انجام می شود.
ب- تجدید گواهینامه با تجربه و ادامه تحصیل، بازرسی سطح 2 و 3 باید هیچ دوره عدم فعالیت بیش از 2 سال در طول دوره گواهینامه قبلی نداشته و باید شواهدی مبنی بر انجام فعالیت آموزشی و تدریس و کسب امتیاز موردنیاز مطابق نظر مرجع رسمی صادرکننده گواهینامه ارائه نماید.
فصل 7: ضوابط اجرایی
7-1 گستره
این بخش شامل الزامات مربوط به ساخت و نصب قطعات و سازه های جوشی که با استفاده از روش های جوشکاری مورد قبول این آیین نامه تولید می شوند، می باشد.
7-2 فلز پایه
7-2-1 فلز پایه مقرر
مشخصات فنی و طبقه بندی فلز پایه مورد استفاده باید در اسناد پیمان مشخص شود. تا حد امکان باید از فلز پایه مورد تایید در جداول 3-5 یا 9-6 برای جوشکاری سازه های فوالدی استفاده شود.
7-2-2 فلز پایه برای ناودان انتهای جوش، پشت بند، فاصله انداز جوش
7-2-2-1 ناودان انتهای جوش
ناودان انتهای جوش مورد استفاده برای مصالح فوالدی فهرست شده در جداول 3-5 یا 9-6 می تواند هر یک از مصالح معرفی شده در جداول مذکور باشد.
7-2-2-2 پشت بند
فلز مورد استفاده در پشت بند جوش باید از جداول 3-5 یا 9-6 با تسمه فوالدی نورد سرد شده با حداکثر 0.25 درصد کربن استفاده شود، به استثنای اینکه برای مصالح فوالدی با مقاومت تسلیم 690 مگاپاسکال و بالاتر باید از پشت بند با مقاومت مشابه استفاده شود.
7-2-2-3 فاصله انداز
فلز مورد استفاده در قطعه فاصله انداز باید مشابه مصالح مصرفی فلز پایه باشد.
7-3 الزامات مواد مصرفی و الکترود جوشکاری
7-3-1 کلیات
7-3-1-1 گواهینامه مواد
با درخواست مهندس ناظر، پیمانکار باید گواهینامه تایید کیفیت الکترود یا سیم جوش و پودر مصرفی کارخانه را مطابق با الزامات مربوطه ارائه نماید.
7-3-1-2 پارامترهای جوشکاری
رده و اندازه الکترود، طول قوس، ولتاژ و آمپر باید متناسب با ضخامت فلز پایه، نوع شیار، وضعیت جوشکاری و سایر شرایط کاری باشد. شدت جریان جوشکاری باید در محدوده پیشنهاد شده سازنده الکترود باشد.
7-3-1-3 گاز محافظ
کار با ترکیب گاز محافظ باید با الزامات بند 5-5 مطابقت داشته باشد. با درخواست مهندس ناظر، پیمانکار باید گواهینامه تولیدکننده گاز را برای کنترل الزامات نقطه شنی ارائه نماید. درصد گاز ترکیبی باید مطابق دستورالعمل جوشکاری باشد.
7-3-1-4 نگهداری مواد
مواد مصرفی جوشکاری که از بسته بندی اولیه خارج می شود باید به نحوی حفاظت و نگهداری شود که اثر نامطلوبی بر خواص جوشکاری نداشته باشد.
7-3-1-5 شرایط الکترود
الکترودها باید خشک و در شرایط مناسب برای جوشکاری باشد.
7-3-2 الکترودهای جوشکاری قوسی فلزی با الکترود پوشش دار (SMAW)
7-3-2-1 مشخصات الکترود
مشخصات الکترودهای پوشش دار باید منطبق بر استانداردهای ملی و یا معتبر بین المللی باشد. در نبود استانداردهای ملی، می توان دو استاندارد زیر را ملاک عمل قرار داد:
- ANSI/AWS A5.1: Specification for carbon steel electrodes for shielded metal arc welding
- ANSI/AWS A5.5: Specification for low-Alloy steel electrodes for shielded metal arc welding
7-3-2-2 شرایط انبارکردن الکترودهای کم هیدروژن
الکترودها با پوشش کم هیدروژن باید در بسته بندی های ضدرطوبت مهر شده خریداری و نگهداری شوند و یا قبل از مصرف مطابق با بند 5-2-3-7 به مدت 2 ساعت در دمای بین 260 تا 420 درجه سلسیوس در دستگاه خشک کن پخت شوند.
در صورتی که بسته بندی الکترود مصوب شده باشد، الکترودها قبل از مصرف باید خشک شوند. الکترودهایی که بالفاصله بعد از باز کردن بسته بندی ضدرطوبت مصرف نمی شوند، باید در دستگاه خشک کن ذخیره با دمای حداقل 120 درجه سلسیوس نگهداری شوند. الکترود نباید بیش از یک مرحله پخت مجدد شود. الکترودهایی که مرطوب شده اند، نباید مورد استفاده قرار گیرند.
7-3-2-3 زمان مجاز تماس الکترود با هوای آزاد
بعد از باز کردن بسته بندی الکترود و یا در آوردن آن از دستگاه خشک کن یا خشک کن ذخیره، زمان تماس الکترود با فضای آزاد نباید بیش از مقادیر ذکر شده در ستون الف از جدول 7-1 باشد.
در صورتی که الکترود به میزان کمتر از مقادیر جدول 7-1 در تماس با هوای آزاد باشد، آنها را می توان دوباره به دستگاه خشک کن ذخیره با دمای 120 درجه سلسیوس برگرداند. بعد از حداقل 4 ساعت نگهداری در این دما، می توان الکترودها را دوباره در فضای آزاد قرارداد.
در صورتی که به کمک آزمایش بتوان نشان داد که میزان رطوبت جذب شده از مقادیر استاندارد مرجع 0.4 درصد وزنی برای الکترودهای E70XX و 0.4 درصد وزنی برای الکترودهای E70XX-X تجاوز نمی کند، می توان الکترود را به مقدار نشان داده شده در ستون ب، از جدول 7-1 در معرض هوای آزاد قرار داد.
جدول 7-1: مقادیر مجاز تماس الکترودهای کم هیدروژن با هوای آزاد
| نوع الکترود | ستون (الف) | ستون (ب) |
|---|---|---|
| الکترودهای جوشکاری فولاد کربنی | ||
| E70XX | 4 ساعت | بین 4 تا 10 ساعت |
| E70XXR | 9 ساعت | بین 4 تا 10 ساعت |
| E70XXHZR | 9 ساعت | بین 4 تا 10 ساعت |
| E7018M | 9 ساعت | بین 4 تا 10 ساعت |
| الکترودهای جوشکاری فولاد آلیاژی | ||
| E70XX-X | 4 ساعت | 2 ساعت تا 2 ساعت و 4 تا 10 ساعت |
| E80XX-X | 2 ساعت | 1 ساعت تا 1 ساعت و 1 تا 5 ساعت |
| E90XX-X | 1 ساعت | 0.5 ساعت تا 0.5 ساعت و 0.5 تا 4 ساعت |
| E100XX-X | 0.5 ساعت | 0.5 تا 4 ساعت |
| E110XX-X | 0.5 ساعت | 0.5 تا 4 ساعت |
7-3-2-4 خشک کردن الکترودها
در صورتی که الکترود به میزان بیشتر از مقادیر جدول 7-1 در معرض هوای آزاد قرار گیرد باید مطابق شرایط زیر پخت شود:
- الکترودهای کم هیدروژن کم کربن (AWS A5.1) باید برای حداقل 2 ساعت در دمای بین 260 تا 420 درجه سلسیوس پخت شود.
- الکترودهای کم هیدروژن کم آلیاژ (AWS A5.5) باید برای حداقل 2 ساعت در دمای بین 270 تا 420 درجه سلسیوس پخت شود.
همه الکترودها باید قبل از اینکه در دماهای فوق قرار گیرد، به میزان نیم ساعت در دمای نصف دمای پخت نهایی قرار گیرد. زمان پخت نهایی از زمان رسیدن به دمای پخت نهایی محاسبه می شود.
7-3-2-5 الکترود کم هیدروژن برای فوالدهای برمقاومت آبدیده و بازپخت شده
- وقتی جوشکاری با الکترود E90XX-X با بالاتر انجام می شود، به شرطی که الکترود در بسته بندی ضدرطوبت مهر شده باشد، می تواند بدون پخت استفاده شود.
- وقتی از الکترود E90XX-X با بالاتر بدون بسته بندی ضدرطوبت مهرشده و با الکترود E80XX-X یا پایینتر با بسته بندی ضدرطوبت مهر شده استفاده شود، باید برای حداقل یک ساعت در دمای بین 370 تا 430 درجه سلسیوس پخت شود.
- وقتی از الکترود E7018M یا E70XXH4R استفاده می شود، الکترود را می توان بدون پخت استفاده نمود.
7-3-3 الکترود و پودر جوشکاری قوسی زیرپودری (SAW)
7-3-3-1 روش جوشکاری
جوشکاری قوسی زیرپودری می تواند به وسیله یک یا چند الکترود و یا یک یا چند الکترود موازی و یا ترکیبی از الکترودهای تک و موازی انجام پذیرد. فاصله بین الکترودها باید طوری باشد که قبل از رسیدن قوس دوم، سرباره قوس اول به طور کامل خنک نشده باشد تا از رسوب کامل و صحیح الکترود دوم جلوگیری شود. جوش های زیرپودری تک الکترودی، می توانند برای هر عبور جوش شیاری و یا گوشه، مورد استفاده قرار گیرند.
7-3-3-2 مشخصات مواد
الکترود لخت و پودر جوشکاری مورد مصرف در جوشکاری فوالدها باید منطبق بر استانداردهای ملی و یا معتبر بین المللی باشد. در نبود استانداردهای ملی، می توان دو استاندارد زیر را ملاک عمل قرار داد:
- ANSI/AWS/A5.17: Specification for bare carbon steel electrodes and fluxes for submerged arc welding.
- ANSI/AWS/A5.23: Specification for low alloy electrodes and fluxes for submerged arc welding.
7-3-3-3 شرایط پودر
پودر مورد استفاده برای جوش زیرپودری، باید خشک و عاری از هرگونه آلودگی، پوسته یا سایر مصالح خارجی باشد. پودرها باید در بسته بندی های مناسبی که بتوان آنها را در شرایط عادی به مدت حداقل 6 ماه بدون هرگونه تغییر در مشخصات انبار نمود، خریداری شود. در صورت صدمه دیدن بسته بندی، پودر باید به مدت یک ساعت در دمای 260 درجه سلسیوس خشک شود. بالفاصله بعد از باز کردن بسته پودر، آن را باید در قیف توزیع دستگاه ریخت. در صورت استفاده از بسته سر باز، باید از لایه سطحی به ضخامت 25 میلیمتر صرفنظر کرده و دور ریخته شود. پودرهای مرطوب نباید مورد استفاده قرار گیرند.
7-3-3-4 بازیابی پودر
پودرهایی را که در حین جوشکاری ذوب نشده اند، می توان به کمک جارو یا مکش جمع آوری نمود و مورد استفاده مجدد قرار داد. پیمانکار باید دارای سیستمی برای جمع آوری پودرهای ذوب نشده، افزودن پودرهای جدید به آن و جوشکاری با ترکیب این دو پودر باشد به طوریکه ترکیب و دانه بندی پودر حاصل در حوضچه جوش به طور نسبی ثابت باقی بماند.
7-3-3-5 استفاده از سرباره جوش خرد شده
سرباره جوش را می توان به صورت پودر درآورده و مجدد مورد استفاده قرار داد، مشروط بر اینکه توسط دستگاه ذیصلاح ارزیابی شده و پودر حاصل مورد آزمایش قرار گیرد و مطابق استانداردهای مرجع مندرج در بند 7-3-3-2 و توسط پیمانکار طبقه بندی شود.
7-3-4 سیم های جوشکاری تحت حفاظت گاز (GMAW/FCAW)
7-3-4-1 مشخصات مواد
مشخصات الکترود و پودر مغزه برای جوشکاری با الکترود فلزی تحت حفاظت گاز و یا جوشکاری قوسی با سیم توپودری، باید منطبق بر ضوابط استانداردهای ملی و در نبود آن منطبق بر ضوابط استانداردهای معتبر بین المللی باشد. در نبود استانداردهای ملی، می توان استانداردهای زیر را ملاک عمل قرار داد: AWS A5.18, AWS A5.20, AWS A5.28, AWS A5.29, AWS 5.36
7-3-5 روش جوشکاری تحت حفاظت گاز با الکترود تنگستن (GTAW)
7-3-5-1 الکترودهای تنگستن
شدت جریان جوشکاری باید متناسب با قطر و نوع الکترود باشد. الکترودهای تنگستن باید منطبق بر ضوابط AWS A5.12 باشند.
7-3-5-2 فلز پرکننده (الکترود مصرفی)
فلز پرکننده (الکترود مصرفی) باید منطبق بر ضوابط استانداردهای ملی و یا معتبر بین المللی باشد. در نبود استانداردهای ملی، می توان استانداردهای زیر را ملاک عمل قرار داد: AWS A5.18, AWS A5.28, AWS A5.30
7-4 فرایندهای جوشکاری الکتریکی گازی و الکتریکی سرباره ای (EGW و ESW)
7-4-1 محدودیت های فرایند
فرایندهای ESW و EGW باید به مصالح معرفی شده در جدول 3-5 گروه 1، 2 و 3 محدود شود. به استثنای اینکه این فرایندها برای مصالح فوالدی کم کربن رسوب-سخت شده مجاز نمی باشد.
7-4-2 شرایط الکترودها و لوله های هدایت
الکترود و لوله راهنمای مواد مصرفی باید خشک، تمیز و در شرایط مناسب برای مصرف باشد.
7-4-3 شرایط پودر
پودر مصرفی برای جوشکاری الکتریکی سرباره ای باید خشک و عاری از هرگونه آلودگی ها، پوسته و یا سایر مصالح خارجی باشد. پودر باید در بسته بندی هایی مناسب که بتوان آنها را در شرایط عادی به مدت حداقل 6 ماه، بدون هرگونه تغییر در مشخصات انبار نمود، خریداری شود. در صورت آسیب دیدن بسته بندی، پودر باید به مدت یک ساعت در دمای 120 درجه سلسیوس قبل از مصرف خشک شود. پودرهای مرطوب نباید مورد استفاده قرار گیرد.
7-4-4 شروع و پایان جوش
جوشکاری باید طوری شروع شود که فرصت تولید گرمای کافی برای ذوب کامل فلز جوش با وجوه شیار وجود داشته باشد. اگر در حین جوشکاری درز، توقفی در کار ایجاد شود، به طوری که حوضچه جوش و سرباره به حالت منجمد درآید، مشروط بر اینکه سلامت جوشکاری به فاصله 150 میلیمتر از هر طرف نقطه توقف، با آزمون فراصوت (UT) یا پرتونگاری (RT) کنترل شود، ادامه جوشکاری امکان پذیر است. مهندس ناظر باید نقاط توقف را ثبت کرده و گزارش نماید.
7-4-5 پیش گرمایش
به علت حرارت القایی زیاد در این فرایند جوشکاری، در شرایط عادی نیاز به پیش گرمایش نیست. جوشکاری در شرایطی که دمای فلز پایه کمتر از صفر درجه سلسیوس باشد، مجاز نمی باشد.
7-4-6 تعمیر
طبق ضوابط قسمت ب فصل 8 و قسمت ج فصل 10، جوش های معیوبی که دارای ناپیوستگی هستند باید منطبق بر مندرجات بند 7-25 با استفاده از دستورالعمل جوشکاری مورد تایید، تعمیر شوند و یا کل جوش برداشته شده و به طور مجدد جوشکاری شود.
7-5 متغیرهای WPS
متغیرهای جوشکاری باید منطبق بر فرم WPS (مطابق پیوست 3) باشد. هر عبور جوش، باید ذوب کاملی با فلز پایه نزدیک آن داشته و هیچگونه فرورفتگی یا بریدگی کنار جوش نداشته باشد. تقعر بیش از حد در عبورهای اولیه به دلیل جلوگیری از ترک خوردن ریشه جوش مجاز نیست. همه جوشکاران، اپراتورهای جوش و خال جوشکاران باید در مورد استفاده صحیح از WPS مطلع شوند و WPS اجرایی باید به راحتی در دسترس باشد و در حین انجام جوشکاری مورد استفاده قرار گیرد.
7-6 پیش گرمایش و دمای عبورهای میانی
7-6-1 پیش گرمایش
در صورت نیاز، فلز پایه باید تا دمای حداقل اعلام شده در WPS برای بخش 1-3-5 (WPS پیش تایید شده) و جدول 5-6 (WPS ارزیابی شده با آزمایش) پیش گرم شود.
7-6-2 دمای پیش گرمایش و عبورهای میانی
دمای پیش گرمایش و دمای عبورهای میانی در حین فرایند جوشکاری باید در فاصله ای حداقل به میزان ضخامت بزرگترین عضو اتصال جوش (اما نه کمتر از 75 میلیمتر) در همه جهات نسبت به نقطه جوشکاری حفظ شود.
حداقل دمای عبورهای میانی باید برابر الزامات دمای پیش گرمایش رعایت شود، مگر اینکه در WPS به گونه ای دیگر ذکر شده باشد.
دمای پیش گرمایش و عبورهای میانی باید دقیقاً در لحظه قبل از شروع قوس جوشکاری برای هر عبور جوش کنترل شود.
برای ترکیب فلزهای پایه مختلف، حداقل دمای پیش گرمایش باید براساس بالاترین دمای پیش گرمایش انتخاب شود.
7-6-3 کنترل حرارت ورودی برای فوالدهای آبدیده و بازپخت شده
حرارت ورودی در جوشکاری فوالدهای آبدیده و بازپخت شده باید به حداکثر دمای پیش گرمایش و عبورهای میانی مورد نیاز محدود شود. این ملاحظات باید شامل حرارت ورودی اضافی تولید شده در جوشکاری همزمان دو طرف یک عضو نیز باشد. این محدودیت ها باید منطبق بر پیشنهادات تولیدکننده فوالد باشد. محدودیت حرارت ورودی این بند شامل مقاطع فوالدی کم آلیاژ پر مقاومت تولید شده به روش آبدیده و خودبازپخت شده نمی شود.
7-7 عملیات حرارتی تنش زدایی
در صورت درج در اسناد قرارداد، مجموعه جوش شده باید تحت عملیات تنش زدایی به روش عملیات حرارتی قرار گیرد. ماشینکاری نهایی پس از تنش زدایی به منظور حفظ روان های ابعادی باید در نظر گرفته شود.
7-7-1 الزامات
عملیات حرارتی تنش زدایی باید منطبق بر شرایط زیر انجام پذیرد:
- دمای کوره در زمانی که مجموعه جوشکاری شده در آن قرار می گیرد نباید بالای 315 درجه سلسیوس باشد.
- در دمای بالای 315 درجه سلسیوس، نرخ افزایش حرارت نباید از نسبت 560 تقسیم بر ضخامت عضو ضخیم تر مجموعه برحسب سانتی متر بیشتر باشد و در بدترین حالت نباید بیش از 220 درجه سلسیوس بر ساعت باشد. در زمان حرارت دادن تغییرات دما در قسمتی که گرم می شود نباید از 140 درجه سلسیوس در هر 5 متر طول بیشتر باشد. نیازی به نرخ سرد شدن کمتر از 55 درجه سلسیوس بر ساعت نمی باشد.
- پس از آنکه دمای قطعه به حداکثر 600 تا 650 درجه سلسیوس برای فوالدهای آبدیده و بازپخت شده یا 600 تا 650 درجه سلسیوس برای سایر فوالدها رسید، دمای مجموعه باید در دمای مذکور برای مدت زمان های حداقل درج شده در جدول 7-2 براساس ضخامت جوش نگهداشته شود. در صورتی که عملیات تنش زدایی به منظور پایداری ابعادی انجام می شود، زمان نگهداشتن در دمای مذکور باید برحسب ضخامت ضخیم ترین عضو مطابق جدول 7-2 انجام شود. در زمان نگهداری مجموعه در این دما نباید اختلاف دمایی بیش از 65 درجه سلسیوس بین بیشترین و کمترین دمای قسمت های مختلف مجموعه در حال گرم شدن وجود داشته باشد.
- در دمای بالای 215 درجه سلسیوس، سرد شدن باید در داخل کوره یا محفظه سرد شدن با نرخ حداکثر 260 درجه سلسیوس بر ساعت تقسیم بر ضخامت قطعه ضخیم تر برحسب میلی متر و حداکثر نباید بیشتر از 260 درجه سلسیوس بر ساعت باشد. مجموعه تا دمای 215 درجه سلسیوس می تواند در هوای محیط سرد شود.
جدول 7-2: زمان نگهداری برای عملیات حرارتی تنش زدایی
| ضخامت عضو | زمان نگهداری حداقل (ساعت) |
|---|---|
| تا 25 میلی متر | 1 ساعت به ازای هر 25 میلی متر ضخامت |
| 25 تا 50 میلی متر | 2 ساعت برای ضخامت 50 میلی متر به اضافه 15 دقیقه برای هر میلی متر بیش از 50 میلی متر |
| بیش از 50 میلی متر | 2 ساعت برای 50 میلی متر اول به اضافه 15 دقیقه برای هر میلی متر بیش از 50 میلی متر |
7-7-2 عملیات حرارتی پس از جوشکاری جایگزین
در صورتیکه PWHT در محدوده های ذکر شده در بند 7-7-1 غیرعملی باشد، می توان قطعه جوش شده را در دماهای پائین تری برای مدت طولانی تر مطابق جدول 7-3 تنش زدایی نمود.
جدول 7-3: عملیات حرارتی تنش زدایی جایگزین
| دمای عملیات حرارتی (درجه سلسیوس) | زمان نگهداری به ازای هر 25 میلی متر ضخامت (ساعت) |
|---|---|
| ΔT 30- | 2 |
| ΔT 60- | 4 |
| ΔT 90- | 10 |
| ΔT 120- | 20 |
7-7-3 فوالدهایی که عملیات حرارتی پس از جوشکاری برای آنها پیشنهاد نمی شود
تنش زدایی جوش فوالدهای پر مقاومت آبدیده و بازپخت شده به طور عمومی پیشنهاد نمی شود. در مواردیکه مجموعه باید دقت ابعادی خود را در طول ماشینکاری حفظ کند و یا در جایی که ترک خوردگی ناشی از تنش و خوردگی مورد انتظار است، تنش زدایی ممکن است ضروری باشد. با این حال، نتایج آزمایش های چقرمگی نشان داده است که عملیات حرارتی پس از جوشکاری ممکن است، چقرمگی فلز جوش و ناحیه متاثر از حرارت را مختل کند و در برخی موارد باعث ایجاد ترک های بین دانه ای در ناحیه درشت دانه شده ناحیه متاثر از حرارت شود.
7-8 پشت بند جوش های شیاری
7-8-1 پشت بند فوالدی
در صورت استفاده از پشت بند فوالدی الزامات زیر باید رعایت شود.
7-8-1-1 ذوب
در صورتی که برای جوش شیاری از تسمه پشت بند فوالدی استفاده شود، عبور ریشه باید ذوب کامل با آن داشته باشد.
7-8-1-2 طول پشت بند
تسمه پشت بند فوالدی به جز موارد استثنایی زیر باید در سرتاسر طول جوش پیوسته باشد. برای سرهم کردن تسمه های پشت بند به یکدیگر باید از جوش لب به لب شیاری با نفوذ کامل، منطبق بر ضوابط فصل هفتم این آیین نامه، استفاده شود.
برای کاربردهای بارگذاری استاتیکی، در جوش های انتهای مقاطع بسته مثل سازه های با مقاطع توخالی، می توان از پشت بند با یک یا دو قطعه بصورت ناپیوسته استفاده کرد به شرطی که تمامی موارد زیر در آن رعایت شده باشد:
- ضخامت اسمی مقطع بسته نباید از 16 میلیمتر بیشتر باشد.
- محیط بیرونی مقطع بسته نباید از 1625 میلیمتر بیشتر باشد.
- پشت بند در جهت عرضی نسبت به محور طولی مقطع بسته باشد.
- فاصله پشت بندها نباید بیشتر از 6 میلیمتر باشد.
- فاصله جوش با پشت بند ناپیوسته از دیگر اتصالات کوچکتر از قطر مقطع توخالی یا بعد اصلی سطح مقطع نباشد.
- ناپیوستگی پشت بند در گوشه ها قرار نگیرد.
در ستون های قوطی شکل تحت بارهای استاتیکی، پشت بند ناپیوسته در جوش های شیاری با نفوذ کامل در کنج، در اتصالات درجا و در جزئیات اتصال، مجاز است. پشت بند ناپیوسته در دیگر بخش های مقاطع بسته به شرط تایید مهندس ناظر مجاز است.
7-8-1-3 ضخامت پشت بند
حداقل ضخامت تسمه پشت بند به منظور جلوگیری از ذوب عمقی آن در هنگام جوشکاری باید مناسب بوده و مطابق جدول زیر پیشنهاد می شود.
| فرایند جوشکاری | حداقل ضخامت پشت بند (میلی متر) |
|---|---|
| جوشکاری با قوس دستی با الکترود پوشش دار | 5 |
| جوشکاری با قوس خودکار با سیم لخت | 6 |
| جوشکاری با گاز محافظ | 6 |
| جوشکاری زیر پودری | 10 |
استفاده از تسمه های فوالدی موجود در بازار برای پشت بند جوش شیاری اول ها، قابل قبول است، مشروط بر اینکه شواهدی از سوختن آنها در هنگام جوشکاری مشاهده نشود.
7-8-1-4 اتصالات اعضای غیرلوله ای تحت بارگذاری چرخه ای (سیکلی)
پشت بند در اعضای غیرلوله ای تحت بارهای چرخه ای (سیکلی) باید مطابق شرایط زیر باشد:
- تسمه های پشت بند عمود بر امتداد تنش باید برداشته شده و پشت جوش کاملاً سنگ زده شود و مطابق جدول 5-4 هم سطح شود.
- لزومی به برداشتن تسمه های موازی امتداد تنش نیست، مگر طبق درخواست مهندس مشاور.
- در اعضا تحت بارهای چرخه ای (سیکلی)، در صورتی که بخواهیم تسمه پشت بند را با جوش خارجی به عضو متصل کنیم، این جوش باید بصورت گوشه و در تمام طول تسمه در هر دو طرف پیوسته باشد.
7-8-1-5 اتصالات تحت بارگذاری استاتیکی
لزومی به جوش پیوسته و یا حذف تسمه های پشت بند در اعضا تحت بارهای استاتیکی در سازه های لوله ای یا غیرلوله ای نمی باشد، مگر طبق خواست مهندس مشاور.
7-8-2 جوش پشت بند
اولین جوش در پشت می تواند به عنوان پشت بند برای جوش های شیاری یا گوشه استفاده شود. در صورت استفاده از روش SMAW باید الکترود کم هیدروژن مورد استفاده قرار گیرد.
7-8-3 پشت بند غیرفلزی
ریشه جوش های شیاری را می توان با مس، پودر، نوار شیشه ای، سرامیکی، پودر آهن یا مواد مشابه برای اجتناب از ذوب عمقی آن استفاده نمود.
7-9 تجهیزات جوشکاری و برشکاری
همه تجهیزات جوشکاری و برشکاری حرارتی باید طوری طراحی و ساخته شده و در چنان شرایطی باشند تا پرسنل مورد تایید با پیروی از روش های شرح داده شده، نتایجی مطابق با این آیین نامه بدست آورند.
روش های برشکاری گرمایی طبق این آیین نامه، محدود به روش برشکاری قوسی (پلاسما)، شیارزنی، و برش هواگاز می باشد.
7-10 شرایط محیط جوشکاری
جوشکاری در شرایط زیر مجاز نیست:
- وقتی که دمای محیط کار نزدیک به جوش کمتر از 20- درجه سلسیوس است.
- وقتی که دمای فلز پایه کمتر از مقادیر ذکر شده در جدول 5-8 است.
- وقتی که سطح کار مرطوب یا در معرض بارش باران و برف است.
- وقتی که کار در معرض وزش باد با سرعت زیاد است (8 کیلو متر بر ساعت یا بیشتر).
- وقتی که پرسنل جوشکاری تحت شرایط نامتعادل و سخت هستند.
7-11 تطابق با طراحی
اندازه و طول جوش نباید کمتر از مقادیر تصریح شده در نقشه ها و مشخصات فنی خصوصی باشد، به استثنای شرایطی که در جداول 10-1 و 15-8 اجازه داده شده است. تغییر محل جوش بدون تایید مهندس طراح، مجاز نیست.
7-12 حداقل بعد جوش گوشه
حداقل بعد جوش گوشه به جز مواردی که به عنوان تقویتی روی جوش های شیاری استفاده می شود، باید مطابق جدول 7-7 باشد. این حداقل بعد برای همه جوش ها استفاده می شود مگر اینکه در نقشه ها ابعاد بزرگتری ارائه شده باشد.
جدول 7-7: حداقل بعد جوش گوشه
| ضخامت عضو نازکتر * T (میلی متر) | حداقل بعد جوش (میلی متر) |
|---|---|
| T ≤ 6 | 3 |
| 6 < T ≤ 12 | 5 |
| 12 < T ≤ 20 | 6 |
| T > 20 | 8 |
الف) برای فرایندهای بدون پیش گرمایش با الکترود غیرکم هیدروژن محاسبه شده مطابق با بند 6-8-4، T برابر با ضخامت عضو ضخیم تر می باشد؛ جوش های تک عبوره باید مورد استفاده قرار گیرد.
برای جوش های با الکترود غیر کم هیدروژن که دستورالعمل آن به منظور جلوگیری از ترک مطابق با بند 6-8-4 ایجاد شده است و برای فرایندهای کم هیدروژن T برابر با ضخامت عضو نازکتر می باشد، الزامات جوش تک عبوره نباید اعمال شود.
ب) نیازی به بزرگتر بودن اندازه جوش از ضخامت عضو ضخیم تر نمی باشد.
پ) حداقل اندازه برای سازه های تحت بارگذاری چرخه ای (سیکلی) 5 میلی متر می باشد.
7-13 آماده سازی فلز پایه
7-13-1 کلیات
فلز پایه باید به اندازه کافی تمیز باشد تا امکان اجرای جوش مطابق با الزامات کیفی این آیین نامه را فراهم کند.
7-13-2 عیوب سطحی ناشی از نورد
سطحی که فلز جوش روی آن رسوب می کند باید صاف، یکنواخت و عاری از هرگونه پلیسه، پارگی، ترک، سرباره و هرگونه عیبی که اثر سوء بر کیفیت و یا مقاومت جوش می گذارد، باشد.
7-13-3 پوسته و زنگ
سطوحی که باید جوش شوند و سطوح مجاور نوار جوش، باید عاری از هرگونه پوسته ضخیم یا شل، سرباره جوش، زنگ، رطوبت، گریس، روغن و سایر مواد متفرقه که از اجرای صحیح و کامل جوش جلوگیری کرده و باعث بخارات مضر می شوند، باشند. پوسته و زنگی که با برس کشیدن شدید دستی نیز زدوده نمی شود، مواد خام پوشش نازک ضدرنگ و مواد ضدپاشش جوش، مشروط به برآورده کردن الزامات کیفی این آیین نامه می توانند در جای خود باقی بماند، به استثنای اتصالات تیرهای سازه ای که تحت بار چرخه ای (سیکلی) قرار دارند. در این حالت، تمامی پوسته موجود در ناحیه نوارجوش بال به جان باید برداشته شود.
7-13-4 مواد خارجی
7-13-4-1 حذف مواد
سطوح جوش داده شده و سطوح مجاور جوش باید تمیز شده و مقادیر بیش از حد مواد زیر حذف شود:
- آب
- روغن
- گریس
- سایر مواد مبتنی بر هیدروکربن
جوشکاری روی سطوح حاوی مقادیر باقیمانده مواد خارجی به شرط رعایت الزامات کیفی این آیین نامه مجاز است.
7-13-4-2 پوشش ها
جوشکاری بر روی سطوح دارای پوشش ضدرنگ یا مواد ضدپاشش جوش مجاز است، به استثنای مواردی که در بند 7-13-4-1 ممنوع شده است، مشروط بر اینکه شرایط کیفی این آیین نامه برآورده شود.
7-13-5 ناپیوستگی های تورقی ناشی از نورد
حدود پذیرش و یا تعمیر ترک های تورقی در سطوح برش خورده مطابق جدول 7-4 می باشد که در آن طول ترک یا ناپیوستگی، مساوی طول ظاهری تورق در سطح برش خورده و عمق آن، مساوی عمق نفوذ تورق در داخل مصالح می باشد.
تمام جوشکاری های انجام یافته برای تعمیر تورق باید منطبق بر مفاد این آیین نامه باشد. برداشتن ترک می تواند از هر دو سطح فلز پایه انجام شود. طول جوش لازم برای تعمیر ترک نباید بزرگتر از 20 درصد طول سطح ورقی باشد که تعمیر سطح فلز پایه انجام می شود. استفاده از طول های بزرگتر با تایید مهندس مشاور مجاز است.
جدول 7-4: محدوده پذیرش و یا تعمیر ناپیوستگی های تورقی ناشی از نورد در سطوح برش خورده
| شرح عیب | عمل تعمیر |
|---|---|
| عیوب سطحی با طول کمتر از 25 میلی متر و عمق کمتر از 1.5 میلی متر | نیازی به تعمیر نیست |
| عیوب سطحی با طول کمتر از 25 میلی متر و عمق بین 1.5 تا 3 میلی متر | سنگ زنی تا حذف عیب |
| عیوب سطحی با طول کمتر از 25 میلی متر و عمق بین 3 تا 6 میلی متر | شیارزنی و جوشکاری |
| عیوب سطحی با طول بیشتر از 25 میلی متر و عمق بین 3 تا 6 میلی متر | شیارزنی و جوشکاری |
| عیوب سطحی با طول بیشتر از 25 میلی متر و عمق بیشتر از 6 میلی متر | مطابق بند 7-13-5-1 |
7-13-5-1 حد پذیرش
برای ناپیوستگی ها با طول و عمق بیش از 25 میلی متر، رویه زیر باید مورد بررسی قرار گیرد:
- اگر قبل از تکمیل درز، ناپیوستگی(های) نظیر W، X، Y در شکل 1-7 مشاهده شود، اندازه و شکل ناپیوستگی باید با استفاده از آزمایش فراصوت (UT) تعیین شود. مساحت ناپیوستگی باید با استفاده از امواج مستقیم مطابق دستورالعمل آزمایش فراصوت ورق های فوالدی به روشی تعیین شود.
- برای پذیرش ناپیوستگی(های) W، X، Y مساحت ناپیوستگی (و یا مساحت تجمعی در حالت ناپیوستگی های متعدد)، نباید از 4 درصد مساحت سطح برش خورده (حاصل ضرب طول در عرض) تجاوز نماید مگر در حالت زیر؛ اگر طول ناپیوستگی یا عرض تجمعی ناپیوستگی ها در هر مقطع عرضی، که در امتداد عمود بر طول بریده شده اندازه گیری می شود، از 20 درصد عرض برش خورده تجاوز نماید، معیار 4 درصد باید به نسبت عرض های بیش از 20 درصد کاهش یابد (برای مثال اگر ناپیوستگی به اندازه 30 درصد عرض برش خورده مصالح باشد، مساحت ناپیوستگی نمی تواند از 3.6 درصد مساحت برش خورده تجاوز نماید)، ناپیوستگی در سطح برش خورده باید به عمق 25 میلی متر فراتر از تقاطع آن با سطح برش خورده، به وسیله سنگ زدن یا شیارزنی برداشته شده و با الکترود کم هیدروژن با لایه های با ضخامت کمتر از 3 میلی متر (حداقل برای چهار لایه اول) با جوش پر شود.
- اگر یک ناپیوستگی نظیر ناپیوستگی Z در شکل 1-7 با مساحتی کوچکتر از مساحت مجاز بند 7-13-5-1 (بعد از تکمیل درز، مورد شناسایی قرار گیرد و فاصله آن از لبه جوش مساوی یا بزرگتر از 25 میلی متر باشد، نیاز به تعمیر ناپیوستگی نمی باشد. اگر فاصله ناپیوستگی Z از لبه جوش کمتر از 25 میلی متر باشد، باید تا فاصله 25 میلی متر از عمق ناحیه ذوب برداشته شده و با استفاده از الکترود کم هیدروژن با لایه های کوچکتر از 3 میلی متر (حداقل برای چهار لایه اول) با جوش پر شود.
- اگر مساحت ناپیوستگی های W، X، Y یا Z از مقادیر مجاز 7-13-5-1 تجاوز نماید، مصالح بریده شده یا اجزای آنها باید مردود و جایگزین شده و یا طبق نظر مهندس مشاور تعمیر شود.
7-13-5-2 تعمیر
به منظور حذف ناپیوستگی ها در تعمیر این ترکها در سطح برش خورده مقدار فلز برداشته شده باید در حداقل اندازه لازم حفظ شود. در صورت نیاز به تعمیر جوش، باید مقدار فلز برداشته شده برای ایجاد دسترسی جوش به داخل ترک کافی باشد. سطوح برش می تواند دارای امتداد دلخواهی نسبت به امتداد نورد باشد. جوشکاری های تعمیری باید منطبق بر مفاد این آیین نامه انجام پذیرد.
مراحل تعمیر باید به شرح زیر باشد:
- آماده سازی ناحیه تعمیر به طور مناسب
- جوشکاری با استفاده از الکترود کم هیدروژن و اعمال مقررات این فصل
- سنگ زدن محل تعمیر (جوش تکمیل شده) به طوریکه سطح آن صاف شده و همتراز با سطوح مجاور شود.
نکته: الزامات این بند ممکن است در مواردی که بار کششی در ضخامت فلز وجود داشته باشد، کافی نباشد.
7-13-6 آماده سازی درز
ماشین کاری، برش حرارتی، برشکاری (شامل برش قوس پلاسما و شیارزنی)، براده برداری یا سنگ زنی ممکن است برای آماده سازی درز، یا برداشتن فلز یا کار غیرقابل قبول استفاده شود، با این تفاوت که استفاده از برش اکسیژنی فقط برای استفاده در فوالدهای نورد شده مجاز است.
7-13-7 پیرایشکاری مصالح
در صورت نیاز، برای سازه های تحت بارگذاری چرخه ای (سیکلی)، مصالح ضخیم تر از آنچه در فهرست زیر مشخص شده است، برای ایجاد لبه جوش مطلوب در هر جایی که جوش قرار است تنش محاسبه شده را تحمل کند باید برشکاری شود:
- مصالح برش خورده ضخیم تر از 12 میلی متر
- لبه های نورد شده ورق ها (به غیر از ورق های نورد یونیورسال) ضخیم تر از 10 میلی متر
- بال های تیرها یا مقاطع نورد شده (به غیر از مقاطع بال پهن) ضخیم تر از 16 میلی متر
- ورق های نورد یونیورسال یا لبه های بال های مقاطع بال پهن ضخیم تر از 25 میلی متر
- آماده سازی برای اتصالات لب به لب باید با الزامات نقشه های اجرایی مطابقت داشته باشد.
7-13-8 برش حرارتی
برشکاری با قوس الکتریکی (پلاسما)، شیارزنی با الکترود ذغالی و هواگاز به منظور برش، آماده سازی و صافکاری لبه ها مجاز می باشد.
7-13-8-1 سایر فرایندها
سایر روش های برشکاری وقتی قابل استفاده هستند که پیمانکار، کارآیی و کیفیت روش را به تایید مهندس مشاور برساند.
7-13-8-2 کیفیت پروفیل مصالح
فوالد و فلز جوش می تواند به صورت حرارتی برش داده شود، به شرطی که سطح، صاف و منظم عاری از ترک و شیار باشد و مشروط بر اینکه پروفیل دقیق با استفاده از یک ابزار مکانیکی بررسی شود. برای سازه های دارای بار چرخه ای (سیکلی)، برش حرارتی دستی باید فقط در جایی که به تایید مهندس ناظر رسیده است، انجام شود.
7-13-8-3 الزامات زبری سطح
در برشکاری گرمایی، وسایل و تجهیزات باید طوری تنظیم شوند که بریدگی در سمت داخل خط برش نظری رخ ندهد. زبری سطح برش خورده نباید از مقادیر زیر تجاوز نماید:
- برای مصالح تا ضخامت 100 میلی متر، 25 میکرون.
- برای مصالح با ضخامت بین 100 تا 200 میلی متر، 50 میکرون.
7-13-8-4 محدودیت های زخم یا شیار روی سطح
در صورتی که زبری سطح برش خورده از مقادیر فوق بزرگتر باشد و یا سطح برش خورده دارای زخم ها یا شیارهای با عمق کمتر از 1 میلی متر باشد، باید آنها را با ماشین کاری و یا سنگ زدن حذف نمود. زخم هایی با عمق بیش از 1 میلی متر را می توان با سنگ زدن حذف نمود، مشروط براینکه سطح مقطع اسمی عضو بیش از 2 درصد کاهش پیدا نکند. سطوح سنگ خورده و با ماشین کاری شده باید با شیبی که از 1 به 10 تجاوز نمی کند، به سطوح اصلی متصل شوند.
سطوح برش خورده و لبه های مجاور آنها باید عاری ازهرگونه سرباره باشند. زخم ها و شیارهای اتفاقی و پراکنده را می توان با اجازه مهندس مشاور، با جوش تعمیر نمود.
7-14 گوشه های مقعر
به جاهایی گفته می شود که زاویه باز بین سطوح کمتر از 180 درجه باشد. گوشه مقعر قطعات، به جز گوشه های اتصال مصالح و تیرهای زبانه شده، باید با شعاع حداقل 25 میلی متر گرد شوند تا انتقال تدریجی برای توزیع تنش به دست آید. لبه ها و سطوح در تماس باید مماس بر هم بوده و دارای بیرون زدگی یا فاصله نباشند. گوشه های مقعر را می توان مطابق با الزامات سطحی بند 7-13-8-3 ایجاد کرد.
- بریدگی خارج از نقطه تماس مجاز نیست.
- توصیه شده برای فرایند تمام مکانیزه یا برش اتوماتیک.
- مجاز است.
7-15 سوراخ دسترسی جوش، زبانه تیر و مصالح اتصال
سوراخ های دسترسی جوش، زبانه تیرها و سطوح برش خورده در مصالح اتصال باید عاری از زخم باشد. زبانه تیرها و سطوح برش خورده مصالح اتصال باید عاری از گوشه های تیز باشد. سوراخ های دسترسی باید تبدیل یکنواختی بوجود آورد که از نقاط تماس بین سطوح مجاور عبور نمی کند و باید الزامات سطح بخش 7-13-8-3 را برآورده نماید.
7-15-1 ابعاد سوراخ دسترسی
تمام سوراخ های دسترسی باید دارای فاصله حداقل 1.5 برابر ضخامت ورقی که در آن ایجاد شده اند، از ریشه لبه آماده سازی شده برای جوشکاری باشند. ارتفاع سوراخ دسترسی برای رسوب سالم فلز جوش می بایست کافی بوده و در ضمن از ضخامت ورقی که در آن ایجاد شده با حداقل 20 میلی متر کمتر نباشد و همچنین از 50 میلی متر بیشتر نباشد. سوراخ دسترسی باید دقیق باشد تا در صورت نیاز، فضایی برای پشت بند و دسترسی کافی برای جوش را فراهم نماید.
7-15-1-1 سوراخ های دسترسی در مقاطع نوردی
لبه جان از سمت بال به سمت گوشه مقعر سوراخ دسترسی باید شیب دار یا منحنی باشد. گوشه سوراخ دسترسی نباید شعاعی کمتر از 10 میلی متر داشته باشد.
7-15-1-2 سوراخ های دسترسی در مقاطع ساخته شده از ورق
در مقاطع ساخته شده از ورق، سوراخ های دسترسی که پس از جوشکاری مقطع ایجاد می شود باید از سمت بال به سمت گوشه مقعر سوراخ دسترسی به صورت شیب دار یا منحنی باشد. هیچ گوشه ای از سوراخ دسترسی نباید شعاعی کمتر از 10 میلی متر داشته باشد. در مقاطع ساخته شده ای که سوراخ دسترسی قبل از جوشکاری مقطع ایجاد می شود، سوراخ دسترسی می تواند عمود بر بال ایجاد شود مشروط براینکه انتهای جوش در فاصله ای حداقل به اندازه بعد جوش، از سوراخ دسترسی قرار گرفته باشد. جوش(های) گوشه نباید از طریق سوراخ دسترسی برگردانده شود.
7-15-2 مقاطعی که گالوانیزه می شوند
سوراخ های دسترسی و زبانه تیر در مقاطعی که گالوانیزه می شوند، باید تا رسیدن به فلز اصلی سنگ زنی شود. اگر قسمت منحنی سوراخ های دسترسی و زبانه تیر به روش سوراخ کاری با مته یا گردبر از پیش ایجاد شده باشد نیازی به سنگ زنی نیست.
7-15-3 زبانه تیر و سوراخ دسترسی در مقاطع سنگین
در مقاطع سنگین با ضخامت بیش از 50 میلی متر:
- اگر سطح منحنی سوراخ دسترسی به صورت حرارتی برش خورده باشد، باید حداقل پیش گرمایش 65 درجه سلسیوس در ناحیه ای به اندازه 75 میلی متر از منحنی برش خورده قبل از برش حرارتی اعمال شود.
- سطح برش حرارتی خورده زبانه تیر و سوراخ دسترسی باید تا رسیدن به فلز پایه سنگ زده شود و برای اطمینان از عدم وجود ترک، قبل از جوش بصورت چشمی بازرسی شود.
7-16 خال جوش و جوش قطعه کمکی
7-16-1 مقررات عمومی
- خال جوش ها و جوش های قطعه کمکی باید مطابق WPS پیش تایید شده یا ارزیابی شده و توسط جوشکار دارای صلاحیت انجام پذیرد.
- خال جوش هایی که در جوش نهایی قرار نمی گیرند و جوش های قطعه کمکی که برداشته نمی شوند، قبل از تایید قطعه باید الزامات بازرسی چشمی را برآورده کنند.
7-16-2 استثناها
خال جوش ها و جوش های قطعه کمکی مجاز هستند مگر اینکه:
- در نواحی کششی سازه های تحت بار چرخه ای (سیکلی)، هیچ خال جوش یا جوش کمکی که در جوش نهایی قرار نمی گیرد نباید وجود داشته باشد به جز مواردی که در بند 7-16-4 مجاز است. محل خارج از عمق 1.6 جان نسبت به بال کششی تیرها، خارج از ناحیه کششی محسوب می شود.
- در اعضای ساخته شده از فوالدهای آبدیده و بازپخت شده با مقاومت تسلیم بیشتر از 485 مگاپاسکال، خال جوش خارج از جوش نهایی و جوش قطعه کمکی باید با تایید مهندس ناظر انجام پذیرد.
7-16-3 برداشتن
با تشخیص مهندس ناظر در محل هایی غیر از موارد اعلام شده در بند 7-16-2، خال جوش و جوش قطعه کمکی که در جوش نهایی قرار نمی گیرد برداشته شود.
7-16-4 الزامات تکمیلی خال جوش
- خال جوش هایی که در جوش نهایی قرار می گیرند باید توسط الکترود جوش نهایی، اجرا شود. این خال جوش ها باید پیش از جوش نهایی تمیزکاری شود.
- خال جوش های چندعبوره باید انتهای آبشاری (پله ای) داشته باشند یا برای ادغام در جوش نهایی آماده سازی شوند.
- خال جوش هایی که در جوش نهایی ارزیابی شده با آزمایش ضربه قرار می گیرند و یا ملزم به اجرا با فلز پرکننده طبقه بندی شده با چقرمگی ضربه هستند باید با فلز جوش سازگار اجرا شوند.
7-16-5 الزامات تکمیلی خال جوش هایی که در جوش زیرپودری ادغام می شوند
موارد زیر علاوه بر موارد ذکر شده در بند 7-16-4 باید اعمال شود:
- پیش گرمایش برای خال جوش تک عبوره که در ادامه جوش SAW مجدداً ذوب می شود مورد نیاز نیست. این استثنایی بر بند 7-16-1 است.
- اندازه خال جوش های گوشه نباید از 10 میلی متر تجاوز نماید و نباید تغییرات غیرقابل قبولی در ظاهر سطح جوش بوجود آورد.
- خال جوش در ریشه جوش هایی که نیاز به نفوذ ریشه مشخصی دارد نباید باعث کاهش نفوذ شود.
- خال جوش هایی که با الزامات (2) و (3) انطباق نداشته باشد باید برداشته شود یا با ابزار مناسب آن به اندازه مناسب قبل از جوشکاری کاهش یابد.
- خال جوش در ریشه جوش به همراه پشت بند با ضخامت کمتر از 8 میلی متر، باید برداشته شود یا اینکه در طول کل درز با استفاده از الکترود کم هیدروژن جوشکاری قوسی فلزی با حفاظت گاز و یا جوشکاری قوسی با سیم توپودری تحت حفاظت گاز، اجرا شود.
7-17 انحنا اعضای ساخته شده از ورق (پیش خیز)
7-17-1 انحنا
لبه جان تیرهای ساخته شده از ورق باید با انحنای تعیین شده با رواناری مجاز برای جمع شدگی ناشی از برش حرارتی و جوشکاری برشکاری شود. با این حال، انحراف نسبی از انحنای تعیین شده مذکور را می توان به روش اصلاح حرارتی با اعمال دقیق حرارت اصلاح نمود.
7-17-2 اصلاح
اصلاح معایب انحنا در فوالدهای آبدیده و بازپخت شده باید به تایید مهندس ناظر برسد.
7-18 وصله ها
7-18-1 وصله های اجزا
همه وصله های اجزای هر عضو از تیرهای درویش دار یا ساخته شده از ورق باید قبل از اینکه هر عضو به سایر عضوهای قطعه نهایی وصل شود، جوش داده شود.
7-18-1-1 محل وصله ها
قطعات اتصال بال و جان تیرهای ساخته شده از ورق می تواند در یک صفحه عرضی یا چندصفحه عرضی قرار داشته باشد.
7-18-1-2 وصله ها در سازه های چرخه ای (سیکلی)
در اعضای تحت بارگذاری چرخه ای (سیکلی)، مقررات تنش خستگی مشخصات فنی عمومی باید اعمال شود.
7-18-2 وصله های اتصال اعضا
تیرهای بلند می تواند از جوشکاری اجزای کوچکتر آن ساخته شوند. در صورت امکان، وصله بین مقاطع نیم رخ های نوردی یا تیرهای ساخته شده از ورق باید در یک صفحه عرضی انجام پذیرد.
7-19 کنترل اعوجاج و جمع شدگی
7-19-1 دستورالعمل و توالی
در مونتاژ و انجام جوش درزهای اعضای ساخته شده از ورق یا نیمرخ و همچنین تقویت نیمرخ ها، دستورالعمل و توالی جوشکاری باید طوری انتخاب شود که مقادیر اعوجاج و جمع شدگی حداقل شود.
7-19-2 توالی
تاحد امکان، توالی جوش ها باید طوری انتخاب شود که دمای جوشکاری در حین پیشرفت جوشکاری، متعادل شود.
7-19-3 مسئولیت پیمانکار
در اعضا با سازه هایی که اعواج یا جمع شدگی زیادی مورد انتظار است، سازنده باید روش مونتاژ، دستورالعمل جوشکاری و توالی جوشکاری را طوری انتخاب نماید که قطعه به دست آمده منطبق بر ضوابط کنترل کیفی قطعه باشد. قبل از شروع جوشکاری، توالی جوشکاری و برنامه کنترل اعوجاج باید برای اطلاع و اظهارنظر به مهندس مشاور ارائه شود.
7-19-4 پیشرفت جوشکاری
مسیر پیشرفت جوشکاری یک عضو، باید از نقطه با گیرداری بیشتر به سمت نقطه با آزادی بیشتر باشد.
7-19-5 کاهش گیرداری
در هنگام مونتاژ، درزهایی که در آنها انتظار جمع شدگی بزرگتری می رود باید قبل از درزهایی جوش شوند که انتظار جمع شدگی کمتری از آنها داریم. جوشکاری این درزها باید تا حد امکان با گیرداری کمی انجام شود.
7-19-6 محدودیت های دمایی
در جوشکاری تحت شرایط گیرداری خارجی سخت در مقابل جمع شدگی، دمای درز از شروع جوشکاری تا اتمام کامل جوش درز یا رسوب مقدار جوش کافی برای اطمینان از ترک نخوردن، نباید کمتر از حداقل دمای پیش گرمایش مقرر شود.
7-19-7 اصلاح حرارتی
اگر اعوجاج با استفاده از حرارت شعله اصلاح شود، این کار باید با اعمال حرارت موضعی طوری انجام شود تا اطمینان حاصل شود حداکثر دمای فوالد از موارد زیر تجاوز نمی کند:
- فوالدهای با رده S355 (St52) تا دمای 600 تا 650 درجه سلسیوس بیشتر نباید گرم شود.
- در فوالدهای آبدیده و بازپخت شده، اصلاح حرارتی مجاز نمی باشد.
اصلاح حرارتی فوالدهای باالی رده S355 تا S690 باید با تایید مهندس ناظر و با دستورالعمل مکتوب شامل حداکثر دما و روش خنک کاری، روش حرارت دهی، روش اندازه گیری دما، شناسایی نفراتی که صلاحیت انجام این فرایند را دارا باشند، انجام پذیرد. این دستورالعمل باید براساس نتایج آزمایش کشش، ضربه و سختی به تایید رسیده باشد.
7-20 رواداری ابعاد اتصال
7-20-1 مجموعه جوش گوشه
قطعاتی که به وسیله جوش گوشه به یکدیگر جوش می شوند، باید تا حد امکان در نزدیکی هم قرار گیرند. فاصله ریشه (بازشدگی درز) نباید از 5 میلی متر بزرگتر باشد، مگر اینکه ضخامت قطعات از 75 میلی متر بزرگتر باشد. در این موارد حداکثر فاصله ریشه تا 8 میلی متر قابل پذیرش است به شرط اینکه پشت بند مناسب برای درز جوش تعبیه شود. اگر فاصله ریشه از 2 میلی متر بزرگتر شود، اندازه ساق جوش تعیین شده در نقشه، باید به اندازه آن افزایش یابد و یا سازنده به طریقی اثبات نماید که ضخامت موثر گلویی موردنظر حاصل شده است.
7-20-1-1 سطح تماس
بازشدگی بین سطوح در تماس جوش های انگشتانه و کام و همچنین فاصله بین درزهای لب به لب همراه تسمه و پشت بند نباید از 2 میلی متر بزرگتر باشد. استفاده از ورق پرکننده مجاز نیست مگر اینکه استفاده از آن در نقشه ها تصریح شده باشد و یا به تایید مهندس طراح برسد و منطبق بر مفاد بند 4-11 باشد.
7-20-2 مجموعه جوش شیاری با نفوذ نسبی
قطعاتی که با جوش شیاری با نفوذ نسبی در امتداد طولی به یکدیگر متصل می شوند، باید تا حد امکان در نزدیکی هم قرار گیرند. فاصله ریشه بین دو قطعه نباید از 5 میلی متر بزرگتر باشد، مگر اینکه ضخامت قطعه از 75 میلی متر بزرگتر شود. در این موارد حداکثر فاصله ریشه تا 8 میلی متر قابل پذیرش است، مشروط براینکه پشت بند مناسب برای درزجوش تعبیه شود و جوش حاصل ضوابط مربوط به اندازه جوش را برآورده نماید. رواداری مربوط به درزهای اتکایی باید منطبق بر مشخصات فنی خصوصی پیمان باشد.
7-20-3 همراستایی اتصال لب به لب
قطعاتی که با جوش شیاری به صورت لب به لب به یکدیگر متصل می شوند، باید با دقت با یکدیگر همراستا و تراز شوند. حداکثر ناهمترازی بین دو قطعه، مساوی 10 درصد ضخامت قطعه نازکتر یا حداکثر 3 میلی متر می باشد. برای اصلاح ناهمترازی نباید شیبی بزرگتر از 12 میلی متر در 200 میلی متر به وجود آورد. اندازه گیری ناهمترازی باید برمبنای میانه قطعات انجام شود. مگر اینکه در نقشه ها به نحو دیگری مشخص شود.
7-20-4 ابعاد شیار
7-20-4-1 رواداری های مقطع غیر لوله
رواداری های مربوط به فاصله ریشه و پیشانی ریشه (به استثنای ESW و EGW) در شکل 2-7 نشان داده شده است. در صورتی که ابعاد و اندازه مقطع جوش اختلافی بیش از مقادیر ارائه شده در شکل (یا در ادامه) با اندازه نشان داده شده در نقشه ها داشته باشد، درز با تایید مهندس ناظر قابل اصلاح است.
7-20-4-2 اصلاح
در صورتی که اختلاف فاصله ریشه با مقدار نقشه بزرگتر از رواداری مجاز مذکور در شکل 7-5 باشد ولی از دو برابر ضخامت ورق نازکتر و یا 20 میلی متر (هر کدام که کوچکتر باشند) بزرگتر نباشد، با استفاده از جوشکاری (قبل از جوشکاری درز اتصال) قابل اصلاح است.
7-20-4-3 تایید مهندس
فاصله های ریشه بزرگتر از بند 7-20-4-2 فقط با اجازه مهندس مشاور، قابل تعمیر با جوشکاری می باشند.
7-20-5 شیارهای شیارزنی شده
مقطع شیارهایی که به وسیله شیارزنی ایجاد می شوند، باید در انطباق اساسی با مقطع شیارهای استاندارد طبق اشکال 1-5 و 6-1 و دستورات بند 4-2 و 5-3 باشند. همچنین باید دسترسی مناسب به ریشه جوش وجود داشته باشد.
7-20-6 روش های همپار سازی
قطعاتی که به یکدیگر جوش می شوند، باید در کنار یکدیگر قرار گرفته و به وسیله پیچ، گیره، گوه، قید و یا خال جوش در وضعیت خود تا اتمام جوشکاری تثبیت شوند. در صورت امکان استفاده از قید و بند توصیه می شود. آزادی های مناسبی برای جمع شدگی و پیچش باید وجود داشته باشد.
7-21 رواداری های ابعادی
رواداری ابعادی اعضای جوش شده، باید منطبق بر موارد زیر باشد:
- مشخصات فنی خصوصی حاکم بر کل سازه
- رواداری های مقرر در بندهای 7-21-1 تا 7-21-12
7-21-1 راست بودن ستون ها و تیرها
برای ستون ها و اعضای اصلی تیر که با استفاده از جوش ساخته می شوند، بدون توجه به سطح مقطع، میزان انحراف مجاز در هم راستایی عضو (انحراف محور عضو از خط راست) برابر است با:
- برای اعضای با طول کمتر از 9 متر: یک میلی متر به ازای هر مترطول عضو
- برای اعضای با طول 9 تا 15 متر: تا 10 میلی متر.
- برای اعضای با طول بزرگتر از 15 متر: 10mm + 3mm × (طول عضو برحسب متر - 15)
7-21-2 راست بودن تیر و شاهتیر
برای تیرها و شاه تیرهای جوش شده، بدون توجه به مقطع، که در آنها هیچ انحنای خاص (نظیر پیش خیز) وجود ندارد، میزان انحراف مجاز از هم راستایی برابر است با، یک میلی متر به ازای هر مترطول عضو.
7-21-3 انحنای عمودی تیر و شاهتیر
برای تیرها و شاه تیرها، به استثنای تیرهای مختلط که بال فوقانی آنها بدون ماهیچه بتنی در داخل بتن مدفون است، بدون توجه به سطح مقطع، میزان انحراف مجاز از انحنای پیش خیز عضو در پیش مونتاژ قطعات عضو در کارخانه، برابر است با:
در وسط دهانه:
- طول دهانه < 30m: 0+ تا 20+ mm
- طول دهانه ≥ 30m: 0+ تا 40+ mm
در تکیه گاه:
- برای تکیه گاه های انتهایی: 0
- برای تکیه گاه های داخلی: ثبت برای تکیه گاه های داخلی
برای نقاط میانی: \( -0 \, \text{and} \, +\frac{4a b (1 - \frac{a}{S})}{S} \)
که در آن:
- a = فاصله نقطه موردنظر تا نزدیکترین تکیه گاه (متر)
- S = طول دهانه (متر)
- b = 20 میلی متر برای دهانه های کوچکتر از 30 متر
- b = 40 میلی متر برای دهانه های مساوی یا بزرگتر از 30 متر
به جای استفاده از رابطه بالا، می توان از مقادیر جدول 7-5 استفاده نمود.
جدول 7-5: رواداری های انحنای پیش خیز تیرها برای تیرهای غیرمختلط
| دهانه | a/S = 0.1 | a/S = 0.2 | a/S = 0.3 | a/S = 0.4 | a/S = 0.5 |
|---|---|---|---|---|---|
| < 30 m | 7 | 13 | 17 | 19 | 20 |
| ≥ 30 m | 14 | 25 | 24 | 38 | 40 |
7-21-4 انحنای عمودی تیر و شاهتیر (بدون ماهیچه بتنی)
برای اعضایی که بال فوقانی آنها در بتن مدفون است (بدون ماهیچه بتنی) میزان انحراف مجاز از انحنای پیش خیز عضو در پیش مونتاژ قطعات در کارخانه، برابر است با:
وسط دهانه:
- طول دهانه کوچکتر از 30 متر: ±10 mm
- طول دهانه بزرگتر یا مساوی 30 متر: ±20 mm
در تکیه گاه:
- برای تکیه گاه های انتهایی: 0
- برای تکیه گاه های داخلی: ±3 mm
برای نقاط میانی: \( +\frac{4a b (1 - \frac{a}{S})}{S} \)
که در آن a و S همان تعریف قبلی را دارا می باشند و:
- b = 10 میلی متر برای دهانه های کوچکتر از 30 متر
- b = 20 میلی متر برای دهانه های بزرگتر یا مساوی 30 متر
به جای استفاده از رابطه بالا، می توان از مقادیر جدول 7-6 استفاده نمود.
جدول 7-6: رواداری های انحنای پیش خیز تیرها برای تیرهای مختلط
| دهانه | a/S = 0.1 | a/S = 0.2 | a/S = 0.3 | a/S = 0.4 | a/S = 0.5 |
|---|---|---|---|---|---|
| < 30 m | 4 | 6 | 8 | 10 | 10 |
| ≥ 30 m | 7 | 13 | 17 | 19 | 20 |
بدون توجه به چگونگی نمایش پیش خیز در نقشه ها، علامت (+) نشان دهنده بالای منحنی و علامت (-) نشان دهنده پایین منحنی می باشد. رواداری های ارائه شده فوق برای تیرهایی که به صورت یکپارچه ساخته می شوند نیز اعمال می گردد. اندازه گیری های پیش خیز باید در حالت بدون بار انجام شود.
7-21-5 انحنای افقی تیرها
برای تیرها با انحنای افقی، انحراف مجاز از منحنی در وسط دهانه برابر است با: یک میلی متر به ازای هر متر طول عضو، مشروط بر اینکه عضو دارای انعطاف پذیری کافی برای اتصال دیافراگم ها، بادبندهای عرضی و قاب های عرضی بدون آسیب رساندن به اعضای سازه ای باشد.
7-21-6 تغییرات صافی جان
7-21-6-1 اندازه گیری
تغییرات صافی جان شاهتیرها باید با اندازه گیری میزان خروج از محوری محور واقعی جان نسبت به یک لبه مستقیم که بزرگتر از ابعاد قاب بوده و روی صفحه موازی صفحه جان قرار داشته، تعیین شود.
7-21-6-2 سازه های غیرلوله ای تحت بارگذاری استاتیکی
اختلاف در صافی جان با عمق D و ضخامت t در قابی که با بالا یا سخت کننده ها یا هر دو محصور شده و حداقل ابعاد قاب d باشد، نباید از مقادیر زیر تجاوز نماید.
سخت کننده های میانی در هر دو طرف جان:
- در صورتی که \( \frac{d}{t} < 150 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{100} \)
- در صورتی که \( \frac{d}{t} \geq 150 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{80} \)
بدون سخت کننده های میانی:
- در صورتی که \( \frac{d}{t} < 100 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{100} \)
- در صورتی که \( \frac{d}{t} \geq 100 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{67} \)
7-21-6-3 سازه های غیرلوله ای تحت بارگذاری چرخه ای (سیکلی)
اختلاف در صافی جان با عمق D و ضخامت t در قابی که با بالا یا سخت کننده یا هر دو محصور شده و حداقل ابعاد قاب d باشد، نباید از مقادیر زیر تجاوز نماید:
سخت کننده های میانی در هر دو طرف جان:
- شاهتیرهای داخلی:
- در صورتی که \( \frac{d}{t} < 150 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{115} \)
- در صورتی که \( \frac{d}{t} \geq 150 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{92} \)
- شاهتیرهای میانی:
- در صورتی که \( \frac{d}{t} < 150 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{130} \)
- در صورتی که \( \frac{d}{t} \geq 150 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{105} \)
سخت کننده های میانی در یک طرف جان:
- شاهتیرهای پیشانی (کناری):
- در صورتی که \( \frac{d}{t} < 100 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{120} \)
- در صورتی که \( \frac{d}{t} \geq 100 \) باشد، حداکثر اختلاف در صافی جان = \( \frac{d}{80} \)
بدون سخت کننده داخلی- حداکثر اختلاف در صافی جان = \( \frac{D}{150} \)
7-21-6-4 انحراف بیش از حد
انحرافات جان بیش از رواداری های بندهای 7-21-6-2 و 7-21-6-3 در انتهای شاهتیری که سوراخ کاری، پیچ و یا برقوکاری شده است، قابل قبول خواهد بود، مشروط براینکه پس از نصب ورق اتصال جان، صافی جان به رواداری ابعادی مناسب برسد.
7-21-6-5 ملاحظات معماری
اگر به واسطه ملاحظات معماری، رواداری های سختگیرانه تری نسبت به بندهای 7-21-6-2 و 7-21-6-3 نیاز باشد، مرجع مشخص آن باید در اسناد مناقصه درج شود.
7-21-7 اختلاف برون محوری جان و بالا
برای اعضای ورقی H و I، حداکثر اختلاف بین محور مرکزی جان و محور مرکزی بالا در محل های تماس، مساوی 6 میلی متر می باشد.
7-21-8 چرخش و انحنای بال
به استثنای قطعات متصل لب به لب جوش شده که باید الزامات بند 7-20-3 را برآورده نمایند؛ میزان رواداری چرخشی و انحنای بال در تیر ورق های جوشی مطابق شکل زیر می باشد.
\( \Delta \leq 6mm \, \text{or} \, \frac{W}{100} \) (هر کدام بزرگتر بود)
7-21-9 اختلاف ارتفاع تیر
برای تیرهای جوشی، میزان رواداری مجاز در ارتفاع کل تیر که در صفحه مرکزی جان اندازه گیری می شود، برابر است با:
| ارتفاع تیر | رواداری |
|---|---|
| ≤ 1m | ±3 mm |
| 1m < h ≤ 2m | ±5 mm |
| > 2m | -5, +8 mm |
7-21-10 سخت کننده انتهایی در محل بارهای متمرکز
انتهای سخت کننده انتهایی باید نسبت به جان صاف و در تماس کامل با بال باشد. حداقل باید 75 درصد مساحت کل سخت کننده در تماس با بال باشد. سطح خارجی بال که بر صفحه نشیمن فوالدی تکیه می کند، حداقل باید 75 درصد سطح تصویر جان و سخت کننده ها باید در تماس با صفحه نشیمن با حداکثر 0.25 میلی متر فاصله باشد. در 25 درصد باقیمانده، حداکثر فاصله 1 میلی متر است. در صورتی که سخت کننده انتهایی موجود نباشد، حداکثر فاصله در 75 درصد سطح تصویر جان 0.25 میلی متر و در 25 درصد سطح باقیمانده 1 میلی متر می باشد. در این حالت زاویه بین بال تحتانی و جان 90 درجه است.
7-21-11 رواداری سخت کننده ها
7-21-11-1 سخت کننده های میانی جفت شده
در جفت شدن کامل سخت کننده میانی در حدفاصل دو بال، فاصله ای در حد 2 میلی متر بین بال و سخت کننده پذیرفتنی است.
7-21-11-2 همراستا (صاف) بودن سخت کننده های میانی
میزان حداکثر رواداری در ناراستایی سخت کننده میانی به شرح زیر است:
| ارتفاع مقطع (میلی متر) | رواداری (میلی متر) |
|---|---|
| ≤ 1800 | 12 |
| > 1800 | 20 |
7-21-11-3 همراستا (صاف) بودن و جانمایی سخت کننده های تکیه گاهی
میزان حداکثر رواداری در ناراستایی سخت کننده تکیه گاهی به شرح زیر است:
| عرض مقطع (میلی متر) | رواداری (میلی متر) |
|---|---|
| ≤ 1800 | 6 |
| > 1800 | 12 |
حداکثر رواداری محور مرکزی واقعی سخت کننده از محور مرکزی تئوریک (نظری) مساوی 2t باشد که در آن t ضخامت سخت کننده است.
7-21-12 سایر رواداری های ابعادی
میزان پیچیدگی مقاطع قوطی و سایر رواداری های ابعادی که در بخش 7-21 معرفی نشده اند، باید به طور مناسبی تعریف شده و در مشخصات فنی نصب گنجانده شوند.
7-22 مقطع جوش
تمام ی جوش ها باید معیارهای پذیرش بازرسی چشمی مندرج در جداول 3-1 یا 15-17 را برآورده نمایند، و عاری از ترک و هرگونه عیب غیرقابل قبول نمایش داده شده در شکل 7-4، جدول 7-8 و جدول 7-9 به جز مواردی که در بندهای 7-22-1، 7-22-2 و 7-22-3 اجازه داده شده است، باشد.
جدول 7-8: ابعاد مقطع جوش
| نوع درز | نوع جوش | لب به لب به همراه ورق نگهدارنده | پوششی | سپری | گوشه خارجی | گوشه داخلی | لب به لب |
|---|---|---|---|---|---|---|---|
| شیاری نفوذ کامل یا نسبی | شکل 7-4 (الف) | شکل 7-4 (ب) | شکل 7-4 (پ) | شکل 7-4 (ت) | شکل 7-4 (ج) | ندارد | شکل 7-4 (ث) |
| گوشه | ندارد | فهرست پ | فهرست پ | فهرست پ | فهرست پ یا ت | فهرست الف | ندارد |
الف) فهرست الف تا ت در جدول 7-9 داده شده است.
ب) برای تقویت جوش گوشه مورد نیاز طراحی، محدودیت های نیمرخ برای گوشه و شیاری به طور جداگانه اعمال می شود.
پ) جوش هایی که با استفاده از تسمه نگهدارنده و جوش هایی که در موقعیت افقی بین بندهای عمودی با ضخامت نابرابر ساخته می شوند، از محدودیت های R و C مستثنی می باشند. برای جزئیات، اشکال 7-4 (چ) و 7-4 (ح) را مشاهده کنید.
ت) برای توضیح محل اعمال فهرست پ و ت شکل 7-4 (ج) ملاحظه شود.
جدول 7-9: فهرست مقطع جوش
| فهرست | پارامتر | مقادیر |
|---|---|---|
| الف | t = ضخامت ورق ضخیم تر برای جوش نفوذ کامل t = اندازه جوش برای جوش با نفوذ نسبی | |
| حداکثر R | t ≤ 25 mm: 3 mm 25 mm < t ≤ 50 mm: 5 mm t > 50 mm: 6 mm | |
| حداقل R | 0 | |
| ب | t = ضخامت ورق ضخیم تر برای جوش نفوذ کامل t = اندازه جوش برای جوش با نفوذ نسبی، C = تحدب یا تقعر مجاز | |
| حداکثر R | t > 25 mm: 5 mm t ≥ 25 mm: 3 mm | |
| حداکثر C (ب) | نامحدود | |
| پ | W = پهنای سطح جوش یا مهره جوش, C = تحدب مجاز، شکل 7-4 (ج) | |
| حداکثر C | W ≤ 8 mm: 2 mm W > 8 mm و < 25 mm: 3 mm W ≥ 25 mm: 5 mm | |
| حداکثر C برای ضخامت t | برای حداکثر ضخامت عضو: t/2 |
الف) برای سازه های تحت بار چرخه ای (سیکلی)، برای مصالح با ضخامت بیشتر از 50 میلی متر، حداکثر R 5 میلی متر می باشد.
ب) با زمانی که حداقل اندازه جوش (با در نظر گرفتن هر دوی گلویی و ساق) حاصل شده باشد، هیچ محدودیتی روی تحدب وجود ندارد.
7-22-1 جوش گوشه
نمای جوش گوشه می تواند کمی محدب، صاف یا کمی مقعر باشد همانطور که در شکل 7-4 نمایش داده شده و مطابق با جدول 7-8 و 7-9 می باشد.
7-22-2 استثناء برای جوش گوشه منقطع
به جز مورد بریدگی کنار جوش که مطابق آئین نامه مجاز می باشد، الزامات مقطع جوش مطابق شکل 7-4 نباید به انتهای جوش های گوشه منقطع خارج از طول موثر آنها اعمال شود.
7-22-3 جوش شیاری
گرده جوش شیاری باید منطبق بر جداول 7-8 و 7-9 و شرایط زیر باشد. جوش باید دارای تبدیل تدریجی به سطح فلز پایه باشد.
در درزهای لب به لب در صورتی که سطح صاف برای جوش موردنظر باشد، پرداخت کاری نباید به گونه ای باشد که ضخامت فلز پایه ورق نازک تر یا فلز جوش، بیش از 1 میلی متر کاهش یابد. تحدب بیش از 1 میلی متر نیز باید برداشته شود. در صورتی که جوش در فصل مشترک (سطح تماس) دو ورق قرار گیرد، تمام تحدب جوش باید برداشته شود. هرگونه تحدب باید دارای تبدیل تدریجی به سطوح ورق باشد. برای حذف تحدب می توان از لبه زنی با شیارزنی استفاده نمود، مشروط براینکه بعد از آن سنگ زنی انجام شود. در صورت نیاز به پرداخت سطح جوش، میزان زبری سطح نباید از 6 میکرون تجاوز نماید. برای سازه های تحت بارگذاری چرخه ای (سیکلی) سطوحی که با زبری 3 میکرون پرداخت می شوند، می توانند در هر امتداد پرداخت شوند. سطوحی که با زبری کمتری از 3 میکرون پرداخت می شوند، جهت پرداخت باید در امتداد تنش های اصلی باشد.
7-22-4 تسمه نگهدارنده
تسمه های نگهدارنده باید منطبق بر ضوابط بندهای 7-8-1-1 تا 7-8-1-5 باشد. تسمه های نگهدارنده تنها در اعضای تحت بار استاتیکی می تواند درجای خود باقی بماند.
7-23 روش جوش کام و انگشتانه
7-23-1 جوش انگشتانه
روش جوشکاری انگشتانه به روش SMAW، GMAW (به غیر از GMAW-S) و FCAW باید مطابق شرایط زیر باشد.
7-23-1-1 وضعیت تخت
برای جوش هایی که در وضعیت تخت انجام می شوند، هرعبور جوش باید از اطراف ریشه جوش بصورت حلقوی به سمت مرکز سوراخ رسوب داده شود و لایه ای از جوش در ریشه و کف درز ایجاد شود. سپس قوس باید به اطراف سوراخ حرکت کند و این فرایند دوباره تکرار شود و لایه های موفقیت آمیز برای پرکردن سوراخ تا عمق موردنیاز انجام پذیرد. سرباره جوش تا زمانی که جوش تمام می شود باید مذاب نگه داشته شود. اگر قوس قطع شده یا سرباره سرد شود، سرباره باید بطور کامل قبل از شروع مجدد جوش خارج شود.
7-23-1-2 وضعیت عمودی
برای جوش های که در وضعیت عمودی (سر بالا) انجام می شود، قوس از ریشه تحتانی سوراخ شروع شده و در یک طرف سوراخ به سمت بالا انجام می شود و ذوب سطح ورق داخلی به سمت کنار سوراخ انجام می شود. قوس در بالای سوراخ متوقف می شود و سرباره پاک شده و این فرایند در وجه مقابل سوراخ تکرار می شود. پس از تمیزکاری سرباره از روی جوش لایه های بعدی بطور مشابه برای پرکردن سوراخ تا عمق مورد نیاز اجرا می شود.
7-23-1-3 وضعیت سقفی
فرایند جوشکاری در وضعیت سقفی مشابه جوش در وضعیت تخت است. با این تفاوت که در انتهای هر لایه اجازه داده می شود که سرباره جوش سردشده و بطور کامل برداشته شود. لایه های مختلف بدین ترتیب تکرار می شود تا عمق لازم حاصل شود.
7-23-2 جوش کام
جوش کام باید با روش مشابه موارد ذکر شده در بند 7-23-1 انجام پذیرد، با این تفاوت که اگر طول شکاف از سه برابر عرض آن بیشتر باشد یا اینکه کام به انتهای قطعه ادامه یابد باید الزامات روش 7-23-1-3 اعمال شود.
7-24 تعمیر
7-24-1 اختیارات سازنده
سازنده مجاز است جوش مردود را تعمیر نماید و یا تمام آن را برداشته و مجدداً به طور کامل جوش دهد، مگر اینکه در بند 7-24-3 به نحو دیگری مشخص شده باشد. معیار پذیرش جوش تعمیر شده، مطابق جوش های اصلی بوده و با همان روش باید مورد آزمایش قرار گیرد. اگر سازنده تصمیم به تعمیر جوش بگیرد، روش کار به شرح زیر است:
7-24-1-1 توجه: تحدب بیش از حد یا گرده بیش از حد
مصالح جوش اضافی باید به روش مناسبی برداشته شود.
7-24-1-2 حوضچه انتهایی، تقعر بیش از حد، کمبود در اندازه جوش، بریدگی پای جوش
سطح جوش باید آماده سازی شده (بند 7-29) و سپس با انجام عبورهای متوالی، کمبود ضخامت ها جبران شود.
7-24-1-3 ذوب ناقص، تخلخل بیش از حد، آخال سرباره
مناطق مشکوک باید برداشته شده (به بند 7-24) و مجدداً جوش شود.
7-24-1-4 ترک در جوش یا فلز پایه
در این حالت عمق نفوذ ترک باید به کمک آزمایش های مناسب (حک کاری ماکرو، ذرات مغناطیسی، رنگ نافذ و سایر روش های موثر) تعیین شده و تا 50 میلی متر فراتر از ریشه ترک، مصالح باید کاملاً برداشته شده و مجدداً با جوش پر شود.
7-24-2 محدودیت های دمایی اصلاح حرارتی موضعی
اعوجاج های ناشی از عمل جوشکاری باید به کمک وسایل مکانیکی و یا حرارت های موضعی محدود رفع گردند و عضو به حالت مستقیم درآید. دما، که باید به کمک روش های مطمئن اندازه گیری شود، برای فوالد های آبدیده و بازپخت شده نباید از 600 درجه سلسیوس و برای سایر فوالدها نباید از 650 درجه سلسیوس تجاوز نماید. قسمتی که برای صاف کردن تحت حرارت قرار می گیرد، باید کاملا عاری از تنش و نیروهای خارجی باشد، مگر آن دسته تنش های ناشی از روش های مکانیکی که همراه با حرارت برای صاف کردن عضو به کار گرفته می شود.
7-24-3 تایید مهندس مشاور
برای تعمیر فلز پایه (غیر از آنهایی که طبق بند 7-13 لازم شده اند)، تعمیر ترک های بزرگ یا تاخیری، تعمیر جوش های الکتریکی گازی و الکتریکی سرباره ای که دارای معایب داخلی هستند، و دستورکارهای جدید برای تعمیر و جبران نقایص، تایید قبلی مهندس مشاور لازم است. هرگونه حذف و بریدن قطعات که به طور نامناسب نصب و جوش شده اند، باید به اطلاع مهندس مشاور برسد.
7-24-4 عدم دسترسی به جوش های غیرقابل قبول
اگر انجام کارهای تکمیلی باعث شود یک جوش مردود (غیرقابل پذیرش) غیرقابل دسترس شده و یا شرایط جدیدی پدید آورد که تعمیر جوش مردود، سلامت قطعه را به مخاطره اندازد، باید با حذف جوش ها یا اعضای اضافی شرایطی را به وجود آورد که امکان دسترسی به جوش فراهم شده و جوش تعمیر شود. اگر این عمل انجام نشود، باید با طرح جدیدی که به تایید مهندس طراح رسیده، کمبود مقاومت ناشی از جوش معیوب را جبران نمود.
7-24-5 پرکردن سوراخ های اضافی با جوش
برحسب مورد و طبق نظر مهندس طراح، سوراخ هایی که به اشتباه با پانچ کردن و مشابه ایجاد شده را می توان به صورت باز رها نمود و یا آنها را توسط پیچ یا جوش پر کرد. سوراخ های اضافی را می توان با جوش پر کرد به شرطی که پیمانکار WPS پیش تایید شده یا تایید شده برای آن تهیه نموده و موارد (1) تا (4) را رعایت نماید. هندسه درز باید بصورت پیش تایید شده باشد.
- در صورتی که فلز پایه در ناحیه کششی اعضای تحت بارگذاری چرخه ای (سیکلی) قرار نداشته باشد، آنها را باید با جوش پر نموده، مشروط براینکه سازنده برای سلامت جوش تعمیری از همان روش آزمایش غیرمخرب که در اسناد پیمان برای جوش های شیاری استفاده می شود، استفاده نماید. اگر در اسناد پیمان روش مشخصی برای آزمایشات غیرمخرب ارائه نشده باشد، سوراخ پرشده باید با روش و معیار پذیرش مدنظر مهندس ناظر ارزیابی شود.
- در صورتی که فلز پایه در منطقه کششی اعضای تحت بارگذاری چرخه ای (سیکلی) قرار داشته باشد، می توان سوراخ را با جوش پر نمود، مشروط براینکه:
- مهندس مشاور تعمیر با جوش و دستورالعمل جوشکاری را تایید کرده باشد.
- WPS مورد استفاده قرار گیرد و سلامت جوش با استفاده از روش های غیرمخرب مندرج در اسناد پیمان یا مورد تایید مهندس ناظر و در رده پذیرش جوش های شیاری کششی به تایید برسد.
- در صورتی که فلز پایه فوالد آبدیده و بازپخت شده باشد، علاوه بر ضوابط بندهای 1 و 2، رعایت شرایط زیر نیز الزامی است:
- فلز الکترود (فلز پرکننده) سازگار بوده، حرارت ورودی مناسب باشد و بعد از اتمام جوشکاری، عملیات حرارتی پس از جوشکاری در صورت نیاز صورت پذیرد.
- قبل از انجام جوش های اصلی، جوش های آزمایشی مطابق WPS تعمیر انجام شده و به تایید برسد.
- سلامت جوش آزمایشی مطابق الزامات بخش 8-12-1-2 با آزمایش پرتونگاری (RT) به تایید برسد.
- مشخصات مکانیکی ناحیه جوش شده با انجام آزمایش های (I) یک آزمایش کششی مقطع کاهش یافته، (II) دو آزمایش خم جانبی، (III) سه آزمایش ضربه شاریی ناحیه متاثر از حرارت مطابق مشخصات مکانیکی فلز پایه فصل 6 قسمت «ت» به تایید رسیده باشد.
- سطح جوش باید مطابق بند 7-22-3-1 پرداخت شود.
7-25 تقه کاری
7-25-1 تقه کاری
تقه کاری، کار مکانیکی روی فلز جوش با ضربات چکش به منظور کاهش تنش های پسماند و کاهش انقباضی ناشی از انجماد و سرد شدن می باشد. تقه کاری می تواند در لایه های میانی جوش و برروی ریشه جوش برای کنترل تنش های انقباضی و برای جلوگیری از ترک یا انقباض در جوش های ضخیم استفاده نمود. همچنین تقه کاری روی لایه سطحی جوش در مجاورت لبه جوش به استثنای مواردی که در بند 10-2-3-36 برای مقاطع لوله و قوطی ذکر شده است، مجاز نیست. در هنگام تقه کاری باید دقت شود که تداخل یا ترک در فلز جوش یا فلز پایه ایجاد نشود.
7-25-2 ابزار
استفاده از چکش گل میخ دستی، اسکنه و یا ابزار ارتعاشی سبک مجاز بوده و تقه کاری محسوب نمی شود.
7-26 درزگیری
تغییرشکل پلاستیک سطح جوش با فلز پایه با ابزار مکانیکی برای بستن ناپیوستگی ها و کردن درزبندی برای آیبندی را درزگیری گویند. هرگونه درزگیری برای فلز پایه با مقاومت تسلیم بالای 245 مگاپاسکال در حالت سرد ممنوع است. برای فلزات با مقاومت 245 مگاپاسکال و پائین تر، درزگیری می تواند به شرط موارد زیر انجام پذیرد:
- همه بازرسی ها باید انجام شده و به تایید برسد.
- درزگیری برای اجتناب از عیوب پوشش موردنیاز باشد.
- روش و محدودیت های درزگیری به تایید مهندس ناظر رسیده باشد.
7-27 لکه قوس
باید از ایجاد لکه قوس در خارج از ناحیه جوش های دائمی اجتناب شود. لکه های ناشی از لکه قوس باید سنگ زده شده و سلامت فلز پایه کنترل شود.
7-28 تمیزکاری جوش
7-28-1 تمیزکاری حین اجرای جوش
قبل از انجام هر عبور، باید هرگونه سرباره عبورهای قبلی برداشته شده و سطح جوش و لبه های فلز پایه با برس سیمی یا دیگر ابزار مناسب، تمیز شود. این عمل نه تنها بین لایه های متوالی، بلکه در انتهای جوش و در هنگام تعویض الکترود و یا هر مقطع جوشکاری نیز باید انجام شود. این دستورالعمل نباید محدودیتی در اجرای جوش های انگشتانه و کام طبق بندهای 7-23 به وجود آورد.
7-28-2 تمیزکاری جوش تکمیل شده
بعد از اتمام جوشکاری، باید سرباره جوش برداشته شده و سطح جوش و فلز اطراف آن، با برس سیمی یا ابزار مناسب دیگری تمیز شود. وجود پاشیدگی در اطراف نوار جوش پس از جوشکاری مانعی ندارد، مگر اینکه وجود آن مزاحم انجام آزمایش های غیرمخرب باشد. قبل از پذیرش جوش، رنگ آمیزی سطح جوش ممنوع است.
7-29 ناودان انتهای جوش
7-29-1 پایان جوش
در انتهای شیار، جوش باید به نحوی خاتمه یابد که از سلامت جوش اطمینان حاصل شود. در صورت لزوم باید با تعبیه ناودان، جوش مقداری از انتهای شیار اصلی ادامه یابد تا اندازه کامل در انتها حاصل شود.
7-29-2 سازه های غیرلوله ای تحت بارهای استاتیکی
در سازه های غیرلوله ای تحت بارهای استاتیکی، حذف ناودان انتهایی الزام نیست مگر طبق دستور مهندس ناظر.
7-29-3 سازه های غیرلوله ای تحت بارهای چرخه ای (سیکلی)
در سازه های غیرلوله ای تحت بارهای چرخه ای (سیکلی)، بعد از سرد شدن جوش، ناودان باید برداشته شده و لبه قطعه سنگ خورده و با فلز پایه هم سطح شود.
7-29-4 درزهای لب به لب
در درزهای لب به لب، در صورتی که نیاز به هم سطح کردن (سنگ زدن) دو انتهای جوش در دو لبه تسمه یا ورق باشد، سنگ زدن باید به نحوی انجام شود که میزان کاهش عرض تسمه از 3 میلی متر تجاوز نکند.
برداشتن تحدب جوش بزرگتر از 3 میلی متر در دو لبه تسمه الزام نیست. انتهای جوش باید به صورت تدریجی با شیب حداکثر 1 به 10 به عرض واقعی تسمه تبدیل شود.
7-30 ملحقات موقت
اگر روش نصب مستلزم استفاده از قطعاتی باشد که بطور موقت با جوش به سازه متصل شده اند، این قطعات باید به گونه ای قرار گیرند که بتوان به راحتی و بدون آسیب به سازه فوالدی جدا شود. تمام جوش های این ملحقات موقت باید مطابق WPS تایید شده انجام پذیرد. مناطقی که نصب ملحقات موقت روی آنها مجاز نیست باید مشخص شود.
اگر الزم باشد ملحقات جوش شده موقت برداشته شوند، سطح فلز اصلی باید با دقت و مطابق الزامات این فصل صاف و پرداخت شود. برای اطمینان از اینکه قطعه در محل جوش ملحقات موقت ترک نخورده باشد، باید بازرسی انجام پذیرد.
جوش موقت به جوشی گفته می شود که برای نصب قطعه یا قطعاتی برای استفاده موقت در جابجایی، حمل و نقل یا کار روی درز جوش انجام شده باشد. وقتی جوش موقت برداشته می شود، مهم است که تمام جوش از سطح بدون آسیب به قطعه اصلی برداشته شود. روش عمومی آن برش شعله و سپس سنگ زنی می باشد. در صورتی که بطور اتفاقی بخشی از فلز اصلی آسیب ببیند باید با جوش پر و اصلاح شود.
7-31 جوش آب بندی
جوش آب بندی به جوشی گفته می شود که برای رسیدن به درجه خاصی از جلوگیری از نشت انجام می پذیرد. در مقوله جوش آب بندی اغلب به منظور جلوگیری از ورود سیال به فضایی استفاده می شود که در آن انتظار برخی آسیب های سازه ای، مثل خوردگی وجود دارد.
جوش آب بندی را می توان برای قطعات گالوانیزه به منظور اجتناب از نفوذ اسید، اسیدشویی و یا روی مایع استفاده نمود.
جوش آب بندی را می توان در سازه هایی که اعضای فوالدی آن بصورت روباز هستند به منظور اجتناب از ریزش ناخوشایند زنگ آب روی سازه استفاده نمود.
جوش آب بندی ممکن است با ایجاد مسیرهای بار نامطلوب، عملکرد سازه ای ایجاد نماید. همچنین ممکن است روی روش های بازرسی به ویژه تفسیر نتایج تست فراصوت تاثیر بگذارد.
در صورتی که جوش آب بندی مورد نیاز باشد باید مطابق ضوابط اجرایی این آیین نامه و با نظارت مهندس مشاور انجام پذیرد.
7-32 حمل و نقل و انبارش
محصولات تشکیل دهنده سازه باید در شرایطی که مطابق پیشنهاد سازنده قطعات است نگهداری شود.
محصولات تشکیل دهنده نباید بیش از مدت زمان ماندگاری مشخص شده توسط سازنده آن استفاده شود. محصولاتی که به روشی یا برای مدت طولانی نگهداری شده اند که می تواند منجر به خرابی آنها شده باشد، برای مطابقت با محصول موردنظر باید قبل از استفاده بررسی شود.
اجزای سازه فوالدی باید به روش ایمن بسته بندی، جابجا و حمل و نقل شود که تغییرشکل دائمی و آسیب سطحی در آنها رخ ندهد.
7-33 جوش در محل نصب
پیمانکار نصب مسئول تعمیر آسیب های معمول و خوردگی پس از ساخت در قطعات سازه است. جوشکاری روی سطوح دارای پوشش نیازمند در نظر گرفتن تمهیدات ایمنی و کیفیتی است. در بسیاری از موارد نشان داده شده است که استفاده از وایربرس منجر به جوش باکیفیت می شود.
جوشکاری به قطعات در تماس با بتن و مجموعه های جوشی که کشیدگی ممکن است به تغییرات ابعادی اضافه شود، به انتخاب صحیح متغیرهای دستورالعمل جوشکاری و مونتاژ وابسته است. این شرایط به متغیرهای دیگری مثل وضعیت و مقدار بتن و جزئیات طراحی اتصال جوشی وابسته است.
حدود متغیرهای اساسی فرایند جوشکاری باید در محدوده ای که معمولاً در شرایط پیش تایید شده استفاده می شود در نظر گرفته شود.
7-34 کنترل کیفیت و تضمین کیفیت جوش
برنامه های مربوط به کنترل و بازرسی جوشکاری سازه های فوالدی را می توان در قالب پنج مورد زیر بیان نمود.
- جوشکاران (Personnel)
- فرایند جوشکاری (Process)
- آماده سازی درز جوش (Preparation)
- دستورالعمل جوشکاری (Procedure)
- بازرسی و تایید (Prove)
فعالیت های بازرسی جوش شامل کنترل کیفیت و تضمین کیفیت در سه مرحله قبل، حین و پس از جوشکاری تقسیم بندی می شود که در جدول 7-12 ارائه شده است. فعالیت هایی که باید توسط هر دو بخش کنترل کیفیت و تضمین کیفیت انجام پذیرد، می تواند بصورت همزمان با هماهنگی بین طرفین توسط یک شخص حقیقی یا حقوقی ثالث ذیصلاح انجام پذیرد. در این جدول فعالیت های بازرسی مشمول یکی از دو حالت زیر می باشد.
- مشاهده (O): بازرس مربوطه باید این موارد را مشاهده و بررسی نماید. این بررسی و مشاهده شامل تمامی موارد نشده و می تواند بصورت غیرمنظم انجام شود. به هر حال تعداد بازبینی ها واقع مسئولیت QA و QC نمی باشد. در این حالت ادامه ساخت موکول به انجام بازرسی نیست.
- انجام (P): این فعالیت ها باید برای هر مورد انجام پذیرد و انجام مرحله بعدی منوط به صدور تاییدیه مرحله قبل می شود.
بازرسی قبل از جوشکاری
| ردیف | شرح فعالیت | QC | QA |
|---|---|---|---|
| 1 | بررسی گواهینامه صلاحیت جوشکاری* | P | O |
| 2 | بررسی دستورالعمل های جوشکاری | P | P |
| 3 | بررسی گواهینامه مواد مصرفی جوش | P | P |
| 4 | قابل شناسایی بودن مواد و مصالح (نوع و رده) | O | O |
| 5 | سیستم شناسایی جوشکاران (علامت گذاری بند جوش) | O | O |
| 6 | کنترل تجهیزات جوشکاری | O | O |
| 7 | کنترل شکل و پرداخت سوراخ دسترسی | P | O |
| 8 | کنترل آماده سازی درز جوش شیاری | P | O |
| 9 | آماده سازی درز | P | O |
| 10 | هندسه (همراستایی، فاصله ریشه، عمق ریشه، ...) | P | O |
| 11 | تمیزی درز جوش | P | O |
| 12 | وضعیت خال جوش کاری (کیفیت و محل خال جوش) | O | O |
| 13 | نوع پشت بند و مونتاژ آن | O | O |
| 14 | کنترل آماده سازی درز جوش گوشه | O | O |
| 15 | هندسه (فاصله ریشه، راستا...) | O | O |
| 16 | تمیزی درز جوش | O | O |
| 17 | وضعیت خال جوش کاری (کیفیت و محل خال جوش) | O | O |
* برگزاری دوره های آموزشی جوشکاران و صدور گواهینامه های صلاحیت به آن ها توسط مراکز ذیصلاح انجام گرفته باشد.
بازرسی حین جوشکاری
| ردیف | شرح فعالیت | QC | QA |
|---|---|---|---|
| 1 | کنترل شرایط نگهداری و جابه جایی الکترود
| O | O |
| 2 | عدم جوشکاری روی ترک های خال جوش | O | O |
| 3 | شرایط محیطی
| O | O |
| 4 | پیروی از دستورالعمل جوشکاری
| O | O |
| 5 | کنترل تکنیک جوشکاری | O | O |
| 6 | تمیزکاری بین دو عبور و عبور نهایی | O | O |
| 7 | هندسه جوش هر عبور | O | O |
| 8 | بازرسی کیفیت چشمی هر عبور | O | O |
| 9 | قرارگیری و نصب گایدها | O | O |
بازرسی پس از جوشکاری
| ردیف | شرح فعالیت | QC | QA |
|---|---|---|---|
| 1 | کنترل تمیزکاری جوش | O | O |
| 2 | کنترل ابعاد جوش (بعد، طول و محل جوش) | P | P |
| 3 | بازرسی چشمی جوش
| P | P |
| 4 | بازرسی های غیر مخرب | P | P |
| 5 | کنترل سوراخ دسترسی جوش مقاطع سنگین برای اطمینان از عدم ترک خوردگی | P | P |
| 6 | کنترل برداشتن پشت بند و ناودانی در صورت لزوم | P | P |
| 7 | کنترل جوش تعمیری | P | P |
| 8 | تهیه مستندات تایید پذیرش کیفیت قطعات جوشکاری شده | P | P |
| 9 | کنترل عدم جوشکاری در مناطق ممنوع | O | O |
| 10 | در اتصالات تیرهای پوستگی و سخت کننده ها، بازرسی چشمی برای کشف ترک در ناحیه k (مطابق شکل زیر، به حدفاصل نقطه شروع گردی ریشه اتصال بال به جان تا 38 میلی متر بعد از آن اطلاق می شود.) تا فاصله 75 میلی متر بالا و پایین جوش انجام شود. | O | O |
فصل هشتم: بازرسی
قسمت الف: ضوابط عمومی
کلیات -1-8
اطلاعات ارائه شده به مناقصه گران -1-1-8
در صورتیکه آزمایش های غیرمخربی غیر از بازرسی چشمی مورد نیاز باشد، باید بطور واضح در اسناد مناقصه اعلام شود.
این اطلاعات باید انواع جوش هایی که باید مورد آزمایش قرار گیرند را مشخص نموده، میزان و گستره آزمایش های هر نوع جوش و روش های آزمایش را نیز مشخص نماید.
مقررات بازرسی و قرارداد -2-1-8
از دیدگاه این آیین نامه، بازرسی و آزمایش های ساخت و نصب و آزمایش های تایید و تطبیقی، وظایف جداگانه هستند. بازرسی و آزمایش در حین ساخت و نصب در واقع عملیات بازرسی لازم در حین تهیه مصالح، برشکاری، مونتاژ، جوشکاری و بعد از جوشکاری هستند که پیمانکار انطباق مصالح و روش های اجرایی را با شرایط مندرج در اسناد قراردادی تضمین می کند. بازرسی و آزمایش تایید، مجموعه عملیات برای تایید کار انجام شده می باشد. انجام بازرسی ها و آزمایش های تایید و تسلیم گزارش های مربوطه به پیمانکار و کارفرما، باید با چنان نظم زمانی صورت پذیرد که وقفه ای در کار به وجود نیاورد.
بازرسی و آزمایش های ساخت و نصب از مسئولیت های پیمانکار بوده، مگر اینکه در اسناد پیمان به نحو دیگری مقرر شده باشد. بازرسی و آزمایش های تایید، از حقوق کارفرماست که می تواند آن را برعهده یک سازمان مستقل و یا پیمانکار تفویض نماید.
تعریف انواع بازرس -3-1-8
بازرس تایید شخصی است که برای کارفرما (یا مهندس مشاور) کار می کند و از طرف ایشان مسئول تمامی مفاد نظارتی و کیفیتی اجرا می باشد. بازرس پیمانکار شخصی است که برای پیمانکار کار می کند و از طرف او مسئول تمامی مفاد نظارتی و کیفیتی اجرا است. اگر لغت بازرس در هر جای متن به تنهایی ذکر شود، برحسب حدود وظایف بند 2-1-8، شامل هر دو بازرس پیمانکار و بازرس تایید می شود.
ارزیابی بازرسین -4-1-8
مسئولیت های مهندس مشاور -1-4-1-8
اگر مهندس مشاور برای صلاحیت بازرسین مبنای خاصی غیر از موارد بند 2-4-1-8 نیاز داشته باشد باید در اسناد پیمان ذکر شود.
بازرسینی که مسئول تایید یا رد مصالح و اجرا برمبنای بازرسی چشمی هستند، باید مورد ارزیابی و تشخیص صلاحیت قرار گیرند. مبانی ارزیابی بازرسین باید مستند شود. اگر مسئولیت تدوین مبانی ارزیابی بازرسین برعهده مهندس مشاور باشد، موضوع باید در مشخصات فنی ذکر شود.
ارزیابی بازرسین باید برمبنای «آیین نامه ملی ارزیابی بازرسین» انجام شود. در غیاب آیین نامه ملی می توان از آیین نامه های بین المللی یا معتبر استفاده نمود.
مبانی جایگزین ارزیابی بازرسین اگر با الزامات بند 2-1-4-8 متفاوت باشد باید در اسناد و پیمان درج شود. در صورت درخواست مشاور، اسناد جایگزین ارزیابی بازرسین به منظور رسیدگی و تایید باید ارائه شود.
کمک بازرس -4-4-1-8
بازرس جوش می تواند چند کمک داشته باشد که تحت نظارت وی در امر بازرسی عمل نمایند. کمک بازرسین باید با آموزش و تجربه در اموری که به آنها محول می شود، صلاحیت کسب نمایند. عملکرد کمک بازرسین باید توسط بازرس به طور منظم مورد ارزیابی قرار گیرد.
مبانی ارزیابی قابل قبول به شرح زیر می باشد:
- تحت عنوان: AWS مقررات ارزیابی - AWS QCI, CWI or SCWI: Standard and guide for qualification an certification of welding inspectors. - AWS B5.1: Specification for the qualification of welding inspectors.
- تحت عنوان: (CWB) مقررات ارزیابی دفتر جوشکاری کانادا - Standard W178.2, Level 2 or 3: Certification of welding inspectors-canadian standard association.
- تحت عنوان: ASNT مقررات ارزیابی - ASNT-SNT-TC-1A, VT Level II
- تحت عنوان: ISO مقررات ارزیابی - ISO 9712, VT Level II
- تحت عنوان: IRNDT مقررات ارزیابی انجمن آزمون های غیرمخرب ایران - IRCCP, VT Level II
ارزیابی کمک بازرس -5-4-1-8
ارزیابی کمک بازرسی نباید برمبنای «آیین نامه ملی ارزیابی بازرسین» انجام شود. در غیاب این آیین نامه ها می توان از آیین نامه های بین المللی یا معتبر استفاده نمود.
آزمایش چشم -6-4-1-8
بازرس و کمک بازرس باید تحت معاینه چشم قرار گیرند، به طوریکه با و یا بدون استفاده از عینک، قدرت دید نزدیک در حداقل فاصله 200 میلیمتر برای حداقل یک چشم دارا باشند. همچنین، آزمایش چشم معادل که توسط چشم پزشک انجام شده باشد قابل قبول است. معاینه چشم باید در هر سه سال (و یا کمتر در صورت نیاز) تکرار شود.
مدت اثربخشی -7-4-1-8
گواهینامه تایید صلاحیت بازرس جوش مادامی که در امر بازرسی فعال باشد و معاینات چشم او معتبر باشد، معتبر است، مگر اینکه دلایل مشخصی برای عدم توانایی بازرس وجود داشته باشد.
مسئولیت بازرس -5-1-8
بازرس باید اطمینان حاصل نماید که مونتاژ، ساخت و نصب قطعات به وسیله جوشکاری، مطابق با ضوابط مدارک طراحی انجام شده است.
اقلامی که باید در اختیار بازرس قرار گیرد -6-1-8
بازرس جوش باید نقشه های جزییات جوشکاری را که نشان دهنده اندازه، نوع، و محل جوش ها است، در اختیار داشته باشد. آن بخش از اسناد پیمان که مربوط به مشخصات مکانیکی فولاد و الکترود و محصولاتی که ساخته و نصب می شود نیز باید در اختیار بازرس جوش قرار گیرد.
مطلع نمودن بازرس -7-1-8
بازرس جوش باید قبل از شروع عملیات اجرایی که نیازمند بازرسی و تایید می باشند، مطلع شود.
بازرسی مصالح -2-8
بازرس پیمانکار باید مطمئن شود که فقط مصالح و تجهیزات منطبق بر مفاد این آیین نامه مورد استفاده قرار می گیرند.
بازرسی دستورالعمل های جوشکاری -3-8
بازرس باید همه دستورالعمل های جوشکاری پیش تایید و ارزیابی شده را مورد بازبینی قرار داده و مطمئن شود که این دستورالعمل ها منطبق بر مفاد این آیین نامه و اسناد پیمان هستند.
بازرس باید همه فرایندهای جوشکاری را مورد بازرسی قرار داده و مطمئن شود که منطبق بر دستورالعمل هایی است که ضوابط این آیین نامه و اسناد پیمان را برآورده می کند.
بازرسی صلاحیت جوشکاران، اپراتورهای جوشکاری و خال جوشکاران -4-8
بازرس باید به جوشکاران، اپراتورهای جوشکاری و خال جوشکارانی که طبق فصول 6 و 10 این آیین نامه تحت ارزیابی قرار گرفته و صلاحیت آنها تایید شده است و یا صلاحیت آنها قبلاً توسط مرجع ذیصلاح مورد ارزیابی قرار گرفته است، اجازه کار بدهد.
اگر به نظر برسد که توانایی یا صلاحیت جوشکار، اپراتور جوشکاری و یا خال جوشکار ارزیابی شده پایین تر از ضوابط این آیین نامه است، بازرس می تواند به کمک آزمایش های ساده، نظیر آزمایش شکست جوش گوشه جوشکار را مورد ارزیابی مجدد قرار دهد یا حتی آزمایش های کامل فصل 6 و 10.
در صورتیکه جوشکار، اپراتور جوشکاری و یا خال جوشکار به مدت بیش از 6 ماه فعالیتی بر روی فرایندی که در آن ارزیابی شده، نداشته باشد، بازرس باید دستور انجام ارزیابی مجدد آنها را بدهد.
بازرسی کار و گزارش -5-8
اندازه، طول و محل جوش ها -1-5-8
بازرس باید مطمئن شود که اندازه، طول و محل جوش ها منطبق بر ضوابط این آیین نامه و طبق نقشه است و هیچ جوش اضافی بدون تایید مهندس ناظر انجام نشده است.
محدوده آزمایش -2-5-8
بازرس باید در فواصل مناسب، نحوه آماده سازی لبه ها، روش های مونتاژ، تکنیک های جوشکاری و نحوه کار جوشکاران، اپراتورهای جوشکاری و خال جوشکاران را بازرسی نموده و انطباق آنها را با مفاد این آیین نامه کنترل نماید.
دامنه آزمایش -3-5-8
بازرس باید از انطباق کیفیت اجرای کار بر ضوابط این آیین نامه اطمینان حاصل نماید. استفاده از مفاد سایر آیین نامه ها در صورت تایید مهندس مشاور، بلامانع است. اندازه جوش ها باید توسط دستگاه مناسب، اندازه گیری شوند. بازرسی چشمی (VI) جوش ها برای پیدا کردن عیوبی از قبیل ترک در فلز جوش و فلز پایه، و سایر ناپیوستگی ها باید به کمک ذره بین چراغ دار و یا سایر وسایل مشابه انجام پذیرد.
شناسایی بازرسی های انجام شده -4-5-8
بازرس باید همه جوش هایی را که مورد بازرسی و تایید قرار داده است، به کمک رنگ مناسب یا هر روش مورد توافق دیگر، علامت گذاری نماید. استفاده از سمپلینگ در اعضایی که تحت تاثیر بارهای چرخه ای (سیکلی) هستند فقط با تایید مهندس مشاور مجاز است.
نگهداری سوابق -5-5-8
بازرس باید سابقه ای از ارزیابی صلاحیت جوشکاران، اپراتورهای جوشکاری و خالجوشکاران و ارزیابی دستورالعمل های جوشکاری و یا سایر آزمایش های انجام شده تهیه نماید.
قسمت ب: مسئولیت های پیمانکار
تعهدات پیمانکار -6-8
مسئولیت پیمانکار -1-6-8
پیمانکار موظف به بازرسی چشمی و اصالح تمام عیوب در مصالح، روش ها و ضوابط اجرایی طبق مفاد این آیین نامه است.
درخواست های بازرسی -2-6-8
پیمانکار باید با بازرسین جوش برای رفع عیوب و روش های اجرایی، آنچنان که در اسناد قراردادی آمده است، همکاری نماید.
قضاوت مهندسی -3-6-8
در صورتی که اصالح جوشکاری معیوب و یا برداشتن آن به منظور جوشکاری مجدد باعث صدمه رسیدن به فلز پایه باشد، پیمانکار موظف است با حفظ شرایط مفاد قرارداد، آن قسمت از فلز پایه را طبق نظر مهندس ناظر، برداشته و با مصالح سالم جایگزین نماید. یا به روشی که مورد تایید مهندس ناظر باشد، عیب بوجود آمده را جبران نماید.
آزمایش غیرمخرب مشخص شده، غیر از بازرسی چشمی -4-6-8
در صورتیکه علاوه بر بازرسی های چشمی، سایر آزمایش های غیرمخرب در نقشه ها و یا مشخصات فنی اعلام شده به مناقصه گران خواسته شده باشد، پیمانکار مسئول انطباق کیفیت جوش با ضوابط فصول 8 و 10 این آیین نامه است.
آزمایش غیرمخرب نامشخص غیر از بازرسی چشمی -5-6-8
اگر آزمایش های غیرمخرب، به غیر از بازرسی های چشمی، در مدارک اولیه قرارداد نباشد، ولی کارفرما در حین عملیات اجرایی انجام این آزمایش ها را درخواست نماید، پیمانکار موظف به فراهم نمودن تمهیدات لازم برای انجام این آزمایش ها توسط خود و یا گروه دیگر طبق مفاد بند 14-8 است. در این صورت هزینه تمامی آزمایش ها شامل جابجایی، آماده سازی سطح، آزمایش غیرمخرب و تعمیر ناپیوستگی های غیر از مواردی که در بند 9-8 توضیح داده شده است با نرخ های توافق شده بین کارفرما و پیمانکار، برعهده کارفرما خواهد بود. ولی هزینه تعمیرات جوش های مردود به عهده پیمانکار است.
قسمت پ: معیارهای پذیرش
هدف و دامنه کاربرد -7-8
معیار پذیرش بازرسی چشمی و آزمایش های غیرمخرب سازه های غیرلوله ای تحت بارگذاری استاتیکی و چرخه ای (سیکلی) در این قسمت ارائه شده است. میزان آزمایش و معیار پذیرش باید در اسناد پیمان برای اطالع مناقصه گران مشخص شده باشد.
تایید معیار پذیرش جایگزین توسط مشاور -8-8
فرض اساسی بر این است که در این آیین نامه مقررات عمومی که در اکثر شرایط موضوعیت دارد ارائه شده است. معیار پذیرش برای جوش های تولیدی، متفاوت از مواردی که در این آیین نامه ارائه شده است را می توان برای کاربردهای خاص استفاده نمود، مشروط براینکه به طور مناسب توسط پیشنهاددهنده مستند شده و به تایید مهندس مشاور رسیده باشد.
این معیار پذیرش جایگزین می تواند براساس ارزیابی تناسب برای خدمات با استفاده از تجربه قبلی، شواهد تجربی یا تجزیه و تحلیل مهندسی با در نظر گرفتن نوع مواد، اثرات بار سرویس و عوامل محیطی باشد.
بازرسی چشمی -9-8
تمامی جوش ها باید به روش چشمی مورد بازرسی قرار گرفته و براساس معیارهای جداول 1-8 یا 15-10 قابل پذیرش باشد.
| ردیف | نوع ناپیوستگی و معیار بازرسی | اتصالات غیرلوله ای تحت بارگذاری استاتیکی | اتصالات غیرلوله ای تحت بارگذاری چرخه ای (سیکلی) |
|---|---|---|---|
| 1 | ترک - هرگونه ترک بدون در نظر گرفتن اندازه یا مکان آن، غیرقابل قبول است. | X | X |
| 2 | ذوب ناقصال - بین لایه های مجاور فلز جوش و بین فلز جوش و فلز پایه باید ذوب کامل وجود داشته باشد. | X | X |
| 3 | چاله انتهای جوش - تمام چاله های انتهای جوش به منظور تامین ابعاد جوش مشخص شده باید پر شوند، به جز انتهای جوش های منقطع که خارج از طول موثر آن قرار گرفته است. | X | X |
| 4 | نیمیخ جوش - نیمیخ جوش باید مطابق با بخش 23-7 باشد. | X | X |
| 5 | زمان بازرسی - بازرسی چشمی جوش ها در تمام فولاد ها می تواند بلافاصله پس از سرد شدن جوش تا دمای محیط آغاز شود. معیار پذیرش برای فولاد های خاص باید برمبنای بازرسی چشمی، حداقل 48 ساعت پس از اتمام جوش انجام شود. | X | X |
| 6 | اندازه کوچکتر از اندازه اسمی - اندازه جوش گوشه در هر جوش پیوسته می تواند کمتر از اندازه اسمی مشخص شده (L) باشد بدون اینکه با مقادیر زیر (U) اصالح شود: اندازه اسمی جوش مشخص شده, mm: ≤2, ≤5, ≤7, 6, ≤3, ≥8 کاهش قابل قبول نسبت به L, mm: ≤2.5 در تمام موارد، طول قسمتی از جوش که اندازه آن کوچکتر از اندازه اسمی جوش است نباید از 10 درصد طول جوش بیشتر باشد. در جوش های بال به جان تیرها، کاهش اندازه جوش در دو انتهای تیر به طولی معادل دو برابر عرض بال ممنوع است. | X | X |
| 7 | بریدگی کنار جوش - (الف) برای موادی با ضخامت کمتر از 25 میلی متر، عمق بریدگی کنار جوش نباید از 1 میلی متر طول تجاوز کند، با این استثناء که برای هر 50 میلی متر بریدگی کنار جوش در هر 300 میلی متر طول جوش، عمق بریدگی کنار جوش نباید از 2 میلی متر تجاوز نماید. برای مواد مساوی یا بزرگتر از 25 میلی متر ضخامت، عمق بریدگی کنار جوش نباید بیش از 2 میلی متر برای هر طول جوش باشد. (ب) در اعضای اصلی، زمانی که تحت هر شرایط بارگذاری طراحی، امتداد جوش عمود بر تنش کششی طراحی شده باشد، عمق بریدگی کنار جوش نباید بیش از 0.25 میلی متر باشد. عمق بریدگی کنار جوش برای سایر موارد نباید بیشتر از 1 میلی متر باشد. | X | |
| 8 | تخلخل - (الف) در جوش های شیاری با نفوذ کامل CJP در اتصالات لب به لب تحت تنش کششی عمود بر امتداد جوش نباید تخلخل لوله ای قابل مشاهده وجود داشته باشد. برای تمام جوش های شیاری دیگر و برای جوش های گوشه، مجموع اندازه تخلخل لوله ای قابل مشاهده با قطر 1 میلی متر یا بیشتر نباید از 17 میلی متر در هر 25 میلی متر طول جوش تجاوز نماید و همچنین این مقدار در هر 377 میلی متر طول جوش، نباید از 27 میلی متر تجاوز نماید. (ب) تکرار تخلخل لوله ای در جوش های گوشه نباید از یک عدد در هر 177 میلی متر طول جوش تجاوز نماید، ضمن اینکه حداکثر قطر آن نیز نباید از 225 میلی متر تجاوز نماید. استثنا: برای جوش های گوشه اتصال ورق های تقویتی به جان تیر، مجموع قطر تخلخل های لوله ای در هر 25 میلی متر طول جوش نباید از 17 میلی متر تجاوز نماید و در هر 377 میلی متر طول جوش نیز نباید از 27 میلی متر تجاوز نماید. (پ) جوش های شیاری با نفوذ کامل CJP در اتصالات لب به لب تحت تنش کششی عمود بر امتداد جوش نباید دارای تخلخل لوله ای باشند. برای تمام جوش های شیاری دیگر، تکرار تخلخل لوله ای نباید از یک عدد در 177 میلی متر طول جوش بیشتر باشد و حداکثر قطر آن نیز نباید از 225 میلی متر تجاوز کند. | X |
توجه: علامت "X" نشان دهنده قابل اجرا بودن برای نوع اتصال ذکر شده است.
آزمایش مایع نافذ (PT) و ذرات مغناطیسی (MT) -10-8
جوش هایی که علاوه بر بازرسی چشمی تحت آزمایش PT و MT قرار می گیرند باید براساس معیار پذیرش بازرسی چشمی ارزیابی شوند. آزمایش باید براساس بندهای 3-14-4 یا 3-14-5 انجام پذیرد.
آزمایش غیرمخرب (NDT) -11-8
به جز مواردی که در بند 17-23 برای سازه های لوله ای پیش بینی شده است، تمام روش های غیرمخرب شامل ضوابط و ارزیابی تجهیزات، صلاحیت های کارکنان و روش های عملیاتی باید با ضوابط فصل 3 آیین نامه مطابقت داشته باشد. معیار پذیرش باید مطابق ضوابط این قسمت باشد. جوش های مشمول بازرسی های غیرمخرب باید مطابق ضوابط بازرسی چشمی بخش 3-9 پذیرفته شده باشند.
جوش هایی که مطابق بندهای 10-8، 11-8، 1-26-10 و 2-25-10 تحت آزمایش های غیرمخرب قرار می گیرند را می توان بلافاصله پس از سرد شدن جوش تا دمای محیط بازرسی نمود. فوالدهای خاص باید حداقل 48 ساعت پس از اتمام جوش مورد بازرسی قرار گیرند.
آزمایش پرتونگاری (RT) -12-8
جوش هایی که در آزمایش پرتونگاری ضوابط معیار پذیرش قسمت پ یا معیار پذیرش جایگزین مطابق بند 8-8 را برآورده نمی کنند باید مطابق ضوابط بند 25-7 تعمیر شوند.
ناپیوستگی های غیر از ترک باید براساس کشیده یا مدور بودن ارزیابی شوند. صرف نظر از نوع ناپیوستگی، ناپیوستگی هایی که طول آنها بیش از سه برابر پهنایشان باشد به صورت ناپیوستگی کشیده و آنهایی که طولشان سه برابر پهنا یا کمتر باشد ناپیوستگی مدور تلقی می شوند، گرچه ممکن است گرد یا نامنظم بوده و چه بسا دنباله داشته باشد.
معیار پذیرش ناپیوستگی برای اتصالات غیرلوله ای تحت بارگذاری استاتیکی -1-12-8
جوش هایی که علاوه بر بازرسی چشمی تحت آزمایش پرتونگاری قرار می گیرند نباید دارای هیچ نوع ترکی باشند و در صورتیکه در تصویر پرتونگاری، ناپیوستگی از حدود زیر تجاوز کند، باید مردود شود. محدودیت های ارائه شده در شکل 1-8 برای اندازه جوش 30 میلیمتر، برای همه اندازه جوش های بزرگتر از 30 میلیمتر نیز معتبر است.
- ناپیوستگی های کشیده، بیشتر از حداکثر اندازه ارائه شده در شکل 1-8
- ناپیوستگی های نزدیک تر از حداقل فاصله مجاز ارائه شده در شکل 1-8
- ناپیوستگی های مدور بزرگتر از حداکثر اندازه S/S به شرطی که بیش از 6 میلیمتر نباشد. در صورتی که اندازه جوش بزرگتر از 50 میلیمتر باشد، حداکثر اندازه اثر می تواند تا 10 میلیمتر باشد.
فاصله ناپیوستگی های مدور بزرگتر یا مساوی 2.5 میلیمتر با یک ناپیوستگی کشیده یا مدور قابل قبول یا با لبه با انتهای جوش متقاطع باید سه برابر بزرگترین بعد آن ناپیوستگی که بزرگتر است باشد.
در محل تقاطع جوش با یک جوش دیگر با لبه آزاد قطعه، پذیرش ناپیوستگی ها باید مطابق شکل 1-8 موارد 1 تا 4 باشد.
معیار پذیرش ناپیوستگی برای اتصالات غیرلوله ای تحت بارگذاری چرخه ای (سیکلی) -2-12-8
جوش هایی که علاوه بر بازرسی چشمی تحت آزمایش پرتونگاری قرار می گیرند نباید دارای هیچ نوع ترکی باشند و در صورت که در پرتونگاری، هر نوع ناپیوستگی شرح داده شده در بندهای 1-2-12-8، 2-2-12-8 و 3-2-12-8 تشخیص داده شود، غیرقابل پذیرش خواهند بود.
اتصالات غیرلوله ای تحت بارگذاری چرخه ای (سیکلی) در کشش -1-2-12-8
- ناپیوستگی هایی که حداکثر اندازه بیشتر از شکل 2-8 داشته باشند.
- ناپیوستگی های نزدیکتر از حداقل فاصله مجاز ارائه شده در شکل 2-8.
- در تقاطع جوش با جوش دیگر با لبه آزاد، ناپیوستگی های قابل پذیرش باید مطابق موارد 1 تا 4 شکل 2-8 باشند.
- ناپیوستگی های مجزا مانند خوشه یا تجمعی از نشانه های مدور که مجموع بزرگترین بعد آنها، بزرگتر از اندازه مجاز ناپیوستگی تک مطابق شکل 2-8 باشد. فاصله هر خوشه تا خوشه مجاور، ناپیوستگی تک، انتها و یا لبه جوش متقاطع باید حداقل سه برابر بزرگترین بعد آن ناپیوستگی که بزرگتر است، باشد.
- مجموع بعد ناپیوستگی های مجزا با بعد حداکثر 2.5 میلیمتر نباید از 25/3 یا 10 میلیمتر، هر کدام کمتر باشد، در هر 25 میلیمتر طول جوش، تجاوز نماید. این محدودیت مستقل از بندهای (1)، (2) و (3) است.
- ناپیوستگی های در یک راستا، وقتی که مجموع بعد بزرگتر آنها، در هر طول نوار جوش از 65 بزرگتر باشد. وقتی که طول کل نوار جوش کوچکتر از 65 باشد، مقدار مجاز مجموع اندازه ناپیوستگی ها به تناسب کاهش می یابد.
اتصالات غیرلوله ای تحت بارگذاری چرخه ای (سیکلی) در فشار -2-2-12-8
- ناپیوستگی هایی که از حداکثر اندازه بیشتر از شکل 3-8 تجاوز کنند.
- ناپیوستگی های نزدیکتر از حداقل فاصله مجاز شکل 3-8.
- در تقاطع جوش با جوش دیگر یا لبه آزاد، ناپیوستگی های قابل پذیرش باید مطابق موارد 5 تا 6 شکل 3-8 باشند.
- ناپیوستگی های مجزا مانند خوشه یا تجمعی از نشانه های مدور که مجموع بزرگترین بعد آنها، بزرگتر از اندازه مجاز ناپیوستگی تک مطابق شکل 3-8 باشد. فاصله هر خوشه تا خوشه مجاور، ناپیوستگی تک، انتها و یا لبه جوش متقاطع باید حداقل سه برابر بزرگترین بعد آن ناپیوستگی که بزرگتر است، باشد.
- مجموع بعد ناپیوستگی های مجزا با بعد حداکثر 2/5 میلیمتر نباید از 25/3 یا 10 میلیمتر، هر کدام کمتر باشد. در هر 25 میلیمتر طول جوش، تجاوز نماید. این محدودیت مستقل از بندهای (7)، (9)، (10) است.
- ناپیوستگی های در یک راستا، وقتی که مجموع بعد بزرگتر آنها، در هر طول نوار جوش از 65 بزرگتر باشد. وقتی که طول کل نوار جوش کوچکتر از 65 باشد، مقدار مجاز مجموع اندازه ناپیوستگی ها به تناسب کاهش می یابد.
آزمایش فراصوت (UT) -13-8
معیار پذیرش اتصالات غیرلوله ای تحت بارگذاری استاتیکی -1-13-8
جوش ها در صورتی در آزمایش فراصوت قابل پذیرش خواهند بود که علاوه بر پذیرش در بازرسی چشمی، ضوابط جدول 2-8 را برآورده نمایند. در بررسی درز جوش شیاری با نفوذ کامل CIP اتصال بال به جان، اگر از الگوهای رویشی غیر از E استفاده شده باشد، می تواند براساس ضخامت جوش معادل با ضخامت واقعی جان بعلاوه 25 میلیمتر باشد. برای ناپیوستگی های آشکار شده با الگوی رویش E، معیارهای جدول 2-8 برای ضخامت واقعی جان، ملاک عمل خواهد بود. وقتی که جوش های نفوذ کامل بال به جان تحت تنش کششی محاسبه شده عمود بر جوش قرار می گیرد، این مورد باید به نحوی مشخص در نقشه های طراحی نشان داده شود و باید با ضوابط جدول 2-8 مطابقت داشته باشد.
جوش های آزمایش شده به روش فراصوت براساس امواج فراصوت منعکس شده از ناپیوستگی، متناسب با اثر آن در یکپارچگی جوش ارزیابی می شوند. نشانه های آشکار شده از ناپیوستگی هایی که با حرکت پروب جستجو با دور و نزدیک شدن به ناپیوستگی روی صفحه نمایش باقی می مانند (الگوی رویش "B")، می تواند نشان دهنده ناپیوستگی های صفحه ای با ابعاد قابل توجه باشد.
از آنجائیکه سطح اصلی بازتابی عمده بحرانی ترین ناپیوستگی ها حداقل 20 درجه (برای پروب 70 درجه) تا 45 درجه (برای پروب 45 درجه) نسبت به خط عمود بر پرتو صوتی قرار دارد، ارزیابی دامنه (رتبه دسی بل) مبنای تصمیم گیری قابل اعتمادی نخواهد بود.
در صورتی که ناپیوستگی هایی که چنین ویژگی های صفحه ای را نشان می دهند در صفحه نمایش دستگاه دیده شود و در نتیجه بررسی حساسیت با استفاده از ارتفاع نشانه قابل اعتماد نباشد باید ارزیابی دقیق تری از ناپیوستگی به روش های دیگر انجام شود (به عنوان مثال روش های جایگزین آزمون فراصوت، روش پرتونگاری، انجام عملیات سنگ زنی برای بازرسی چشمی و غیره).
معیار پذیرش اتصالات غیرلوله ای تحت بارگذاری چرخه ای (سیکلی) -2-13-8
جوش هایی که علاوه بر بازرسی چشمی تحت آزمایش های فراصوت قرار می گیرند، در صورتی قابل پذیرش هستند که شرایط زیر را برآورده نمایند:
- جوش هایی که تحت اثر تنش های کششی در هر حالتی قرار دارند باید موارد جدول 3-8 را برآورده سازند.
- جوش هایی که تحت اثر تنش های فشاری هستند باید موارد جدول 2-8 را برآورده سازند.
نشانه ها -1-2-13-8
جوش هایی که تحت آزمایش فراصوت قرار می گیرند، براساس انعکاس فراصوت از ناپیوستگی که متناسب با تاثیر آن بر یکپارچگی جوش می باشد، ارزیابی می شوند. نشانه های آشکار شده از ناپیوستگی هایی که با حرکت پروب جستجو با دور و نزدیک شدن به ناپیوستگی (الگوی رویش "B") روی صفحه باقی می مانند، می تواند نشان دهنده ناپیوستگی های صفحه ای با ابعاد قابل توجه باشد. تغییر زاویه ناپیوستگی ها نسبت به پرتوصوت از حالت عمود، ممکن است به درجه دسی بل منجر شود که امکان ارزیابی مستقیم و قابل اعتماد یکپارچگی اتصال جوش را نمی دهد.
در صورتی که ناپیوستگی هایی که چنین ویژگی های صفحه ای را نشان می دهند در حساسیت رویش وجود داشته باشد، ممکن است نیاز به ارزیابی دقیق تری از ناپیوستگی به روش های دیگری باشد (به عنوان مثال روش های جایگزین آزمون فراصوت، پرتونگاری، سنگ ترنی برای بازرسی چشمی و غیره).
رویش -2-2-13-8
جوش های با نفوذ کامل CIP بال به جان باید مطابق ضوابط جدول 2-8 باشند و پذیرش ناپیوستگی های آشکار شده با حرکات رویشی غیر از الگوی رویش "E" ممکن است براساس ضخامت جوش برابر با ضخامت واقعی جان بعلاوه 25 میلیمتر باشد. ناپیوستگی های آشکار شده با الگوی رویش "S" باید با معیارهای بند 2-12-8 برای ضخامت واقعی جان ارزیابی شود. در صورتی که اینگونه جوش های بال به جان تحت تنش کششی محاسبه شده عمود بر جوش قرار گیرند، باید به نحوی مشخص در نقشه های طراحی نشان داده شده و با الزامات جدول 3-8 مطابقت داشته باشند.
| رده جدیت ناپیوستگی | اندازه جوش برحسب میلیمتر و زاویه پروب | 8 تا20 میلیمتر | بزرگتر از 20 تا38 میلیمتر | بزرگتر از 38 تا 62 میلیمتر | بزرگتر از 62 تا100 میلیمتر | بزرگتر از 100 تا200 میلیمتر |
|---|---|---|---|---|---|---|
| رده A | 70° | +1 و کمتر | +2 و کمتر | +3 و کمتر | +4 و کمتر | +5 و کمتر |
| رده B | 70° | +2 تا +1 | +3 تا +2 | +4 تا +3 | +5 تا +4 | +6 تا +5 |
| رده C | 70° | +3 تا +2 | +4 تا +3 | +5 تا +4 | +6 تا +5 | +7 تا +6 |
| رده D | 70° | +3 و بیشتر | +3 و بیشتر | +5 و بیشتر | +6 و بیشتر | +7 و بیشتر |
توضیحات:
- ناپیوستگی های رده B و C باید با حداقل به اندازه 2L از هم فاصله داشته باشند، L طول ناپیوستگی بزرگتر در بررسی دو ناپیوستگی مجاور هم است. در صورتی که دو یا چند ناپیوستگی از این قبیل وجود دارد که حداقل 2L از هم جدا نیستند، اما طول ترکیبی ناپیوستگی ها و فاصله جدایی آنها، برابر با کمتر از حداکثر طول مجاز طبق مقررات رده B یا C باشد، ناپیوستگی یک ناپیوستگی قابل قبول در نظر گرفته می شود.
- ناپیوستگی های رده B و C باید در فاصله حداقل 2L از لبه جوشی که دارای تنش کششی اصلی هستند باشند، L طول ناپیوستگی است.
- ناپیوستگی هایی که در ناحیه ریشه جوش اتصالات شیاری دو طرفه CIP در "صفحه اسکن" شناسایی می شوند باید با حساسیت 4 دسی بل بیشتر از آنچه در بند 5-6-25-8 توضیح داده شده است جستجو و ارزیابی شوند. زمانی که چنین جوش هایی به عنوان "جوش کششی" روی نقشه تعیین می شوند 4 دسی بل را از درجه بندی نشانه "d" کم کنید. این موضوع در صورتی که ریشه جوش برای رسیدن به جوش سالم و پیشانی جوش سنگ زده شده باشد و آزمون ذرات مغناطیسی برای تأیید برداشته شدن پیشانی ریشه انجام شود، اعمال نمی شود.
- برای نشانه هایی که با جابجایی واحد جستجوگر روی نمایشگر باقی می مانند، به بند 1-2-13-8 مراجعه شود.
A - ناپیوستگی های بزرگ - هر عیبی در این رده مردود است (بدون توجه به طول)
B - ناپیوستگی های متوسط - هر عیبی در این رده با طول بزرگتر از 27 میلیمتر مردود است
C - ناپیوستگی های کوچک - هر عیبی در این رده با طول بزرگتر از 57 میلیمتر مردود است
D - ناپیوستگی های ریز - هر عیبی در این رده بدون توجه به طول یا محل قابل پذیرش است
قسمت ت: روش های آزمایش غیرمخرب
آزمایش های غیرمخرب -14-8
دستورالعمل آزمایش های غیرمخرب ارائه شده در این قسمت شامل روش های متعادی است که مورد استفاده قرار می گیرد و حاکی از نتایج اطمینان بخش از این آزمایش ها است، لیکن به نظر می رسد بعضی از استفاده کنندگان این آیین نامه این تصور غلط را دارند که هر یک از آزمایش ها می تواند به تنهایی تمام عیوب جوش را آشکار نماید. توجه استفاده کنندگان به این نکته جلب می شود که هر روش دارای محدودیت هایی است و قادر به شناسایی تعداد محدودی از ناپیوستگی ها است و مفسر آزمایش ها باید دارای دانش و تجربه کافی در این مورد باشد.
وقتی آزمایش های غیرمخرب، علاوه بر آزمایش های چشمی مورد نیاز باشد، اطلاعاتی از قبیل نوع جوش هایی که باید تحت آزمایش قرار گیرند، درصدی از جوش ها که باید آزمایش شوند و روش های آزمایش باید در مشخصات فنی ذکر شوند.
در صورتیکه نتایج آزمایش های غیرمخرب بعد از بازرسی جوش منطبق بر ضوابط این آیین نامه تشخیص داده نشوند، باید مورد تعمیر قرار گیرند. طبق مفاد بند 25-7
پرتونگاری -1-14-8
در صورت استفاده از آزمایش پرتونگاری (RT)، روش و دستورالعمل آزمایش باید مطابق قسمت ث این فصل یا قسمت ج فصل 10 و بخش 27-10 باشد.
سیستم های تصویرسازی پرتویی -2-14-8
در صورت استفاده از سیستم های تصویرسازی پرتویی، روش و دستورالعمل باید منطبق بر ضوابط قسمت ج، از این فصل باشد.
آزمایش فراصوت -3-14-8
در صورت استفاده از آزمایش فراصوت، روش و دستورالعمل کار باید منطبق بر ضوابط قسمت ج، از این فصل باشد.
آزمایش ذرات مغناطیسی -4-14-8
در صورت استفاده از روش ذرات مغناطیسی، روش و دستورالعمل باید منطبق بر ASTM E709 و شرایط پذیرش برحسب مورد باید منطبق بر ضوابط قسمت پ این فصل باشد.
آزمایش مایع نافذ -5-14-8
برای ردیابی ناپیوستگی ها و ترک هایی که دارای نمود سطحی هستند، می توان از آزمایش مایع نافذ استفاده نمود. روش و دستورالعمل کار باید منطبق بر ASTM E165 و شرایط پذیرش برحسب مورد باید منطبق بر ضوابط قسمت پ این فصل باشد.
ارزیابی و تایید صلاحیت پرسنل -6-14-8
ارزیابی پرسنل مسئول انجام آزمایش های غیرمخرب باید مطابق بند 4-1-8 باشد. اشخاصی مجاز به انجام آزمایش های غیرمخرب هستند که در پایه 2، ارزیابی شده باشند. اشخاصی که در پایه 1 ارزیابی شده باشند، فقط می توانند زیرنظر یک نفر پایه 2 به آزمایش ارزیابی بپردازند. ارزیابی افراد در پایه 1 و 2 توسط فردی از پایه 3 انجام می شود. افرادی که آزمایش غیرمخرب را براساس ضوابط بند 6-14-8 انجام می دهند لازم نیست مطابق ضوابط AWS QCI ارزیابی و تایید شده باشند.
دامنه آزمایش های غیرمخرب -15-8
دامنه آزمایش های غیرمخرب جوش ها (شامل نوع، محل و درصد) باید به طور وضوح در مشخصات فنی ذکر شود.
آزمایش کامل -1-15-8
درزهایی که آزمایش آنها در مشخصات فنی قید شده است، باید در طول کامل مورد آزمایش قرار گیرند، مگر اینکه انجام آزمایش جزئی و یا آزمایش موضعی در مشخصات فنی مقرر شده باشد.
آزمایش جزئی -2-15-8
در صورتی که برای درزی آزمایش جزئی مقرر شده باشد، محل و طول جوش و یا دسته جوش های موردنظر برای آزمایش باید به طور واضح مشخص شود.
آزمایش موضعی -3-15-8
در صورتی که در مشخصات فنی، آزمایش موضعی مشخص شده باشد، طول و فواصل آنها باید به طور کامل مشخص شود. طول حداقل هر موضع آزمایش 4 میلیمتر و فاصله حداکثر بین دو موضع آزمایش، 100 میلیمتر است. در صورتی که دو موضع مبین عیب و تعمیر باشد، درحدفاصل دو موضع قبلی، باید دو موضع جدید مورد آزمایش قرار گیرد. اگر این دو موضع جدید نیز مبین عیب و تعمیر باشند، باید طول کامل جوش مورد آزمایش قرار گیرد.
اطلاعات مرتبط -4-15-8
قبل از آزمایش، پرسنل آزمایش غیرمخرب باید اطلاعات کاملی از هندسه درز، ضخامت مصالح، روش جوشکاری و دستورالعمل جوشکاری داشته باشد. همچنین هرگونه تعمیر قبلی به اطلاع آنها برسد.
برنامه ریزی آزمایش های غیرمخرب -5-15-8
مطابق مبحث دهم مقررات ملی ساختمان در صورت نیاز به آزمایش فراصوت (UT)، آزمایش ذرات مغناطیسی (MT)، آزمایش مایع نافذ (PT) و آزمون پرتونگاری (RT) این روش ها باید منطبق با ضوابط این آیین نامه توسط واحد تضمین کیفیت انجام شود.
در جدول 9-8 میزان آزمایش های غیرمخرب جوش ارایه شده است. نتیجه تمام این آزمون ها باید در پرونده های مخصوص ثبت شده و با تفسیر در اختیار مهندس ناظر قرار گیرند.
| ردیف | نوع جوش | گروه ساختمان 1 و 2 | گروه ساختمان 3 | گروه ساختمان 4 |
|---|---|---|---|---|
| 1 | همه جوش ها | 100% (VI) بازرسی چشمی | 100% (VI) بازرسی چشمی | 100% (VI) بازرسی چشمی |
| 2 | جوش های با مقطع عرضی، شکست و سرزنشی - جوش شکست و سرزنشی و سایر جوش های غیر از شکست در اعضای اصلی | 100% آزمایش با پرتونگاری (UT یا RT) | 75% آزمایش با پرتونگاری (UT یا RT) | 25% آزمایش با پرتونگاری (UT یا RT) |
| 3 | جوش های با مقطع عرضی و شکست - سایر جوش های شکست | 10% آزمایش با پرتونگاری (UT یا RT) | 5% آزمایش با پرتونگاری (UT یا RT) | — |
| 4 | جوش های با مقطع عرضی و طولی در اعضای اصلی - سایر اعضای اصلی و اعضای فرعی | 20% آزمایش با پرتونگاری (UT یا RT) | 10% آزمایش با پرتونگاری (UT یا RT) | — |
| 5 | جوش های با مقطع عرضی سایر اعضا - جوش های با مقطع طولی سایر اعضا و جوش های نفوذی قوسی 2 | 20% آزمایش با پرتونگاری (UT یا RT) | 10% آزمایش با پرتونگاری (UT یا RT) | — |
| 6 | جوش های با مقطع طولی سایر اعضا و جوش های نفوذی قوسی 2 | 10% آزمایش با پرتونگاری (UT یا RT) | 5% آزمایش با پرتونگاری (UT یا RT) | — |
| 7 | جوش گوشه به لبه و ناودانی | 10% (PT یا MT) | 5% (PT یا MT) | — |
| 8 | جوش گوشه به لبه و ناودانی | 10% (PT یا MT) | 5% (PT یا MT) | — |
| 9 | جوش های اتصالات مهم و سایر اتصالات غیر اصلی | 100% (PT یا MT) | 20% (PT یا MT) | 10% (PT یا MT) |
الزامات تکمیلی جدول 9-8 به شرح زیر است:
- ورق های با ضخامت کمتر یا مساوی 8 میلی متر نیاز به آزمایش پرتونگاری (RT) با فراصوت (UT) ندارند.
- ساختمان های دارای 4 طبقه با بیشتر روی سطح زمین، مطابق گروه های 1 و 2 ارزیابی می شوند.
نرخ مردودی آزمایش فراصوت -1-5-15-8
نرخ مردودی آزمایش فراصوت از تقسیم تعداد جوش های معیوب به جوش های کامل به دست می آید. جوش های دارای ناپیوستگی در حد قابل قبول هستند، در هنگام تعیین نرخ مردودی نباید جزو جوش های معیوب حساب شوند. برای ارزیابی نرخ مردودی جوش های پیوسته با طول بیش از 1 متر و گلویی مؤثر جوش حداکثر 25 میلی متر به عنوان یک جوش در نظر گرفته می شود. برای ارزیابی نرخ مردودی جوش های پیوسته با طول بیش از 1 متر و گلویی مؤثر بیش از 25 میلی متر به عنوان یک جوش در نظر گرفته می شود.
کاهش تعداد آزمایش فراصوت -2-5-15-8
در پروژه هایی که تعداد حداکثر 40 جوش داشته باشند، نباید هیچ کاهشی در میزان آزمایش های فراصوت صورت گیرد. در حالتی که در ابتدا مقرر شده باشد که 100 درصد جوش ها تحت آزمایش فراصوت قرار گیرند. برای یک جوشکار مشخص می توان این میزان را تا 25 درصد کاهش داد، در صورتی که نرخ مردودی جوش های اجرا شده توسط آن جوشکار حداکثر 5 درصد باشد. باید تعداد حداقل 40 جوش کامل اجرا شده باشد تا این ارزیابی برای کاهش تعداد آزمایش ها صورت گیرد.
افزایش تعداد آزمایش فراصوت -3-5-15-8
در حالتی که از ابتدا مقرر شده باشد که 10 درصد از جوش ها تحت آزمایش فراصوت قرار گیرند. برای یک جوشکار مشخص این میزان باید به 100 درصد افزایش یابد، در صورتی که نرخ مردودی جوش های اجرا شده توسط وی بیش از 5 درصد باشد. باید تعداد حداقل 20 جوش کامل قبل از اعمال این افزایش اجرا شده باشد. اگر نرخ مردودی برای جوش های اجرا شده توسط جوشکاری برای تعداد حداقل 40 جوش کامل به 5 درصد یا کمتر کاهش یابد، میزان آزمایش های فراصوت را به 10 درصد می توان کاهش داد.
مستندسازی -4-5-15-8
تمام آزمایش های غیرمخرب اجرا شده باید مستندسازی شوند. برای ساخت در کارگاه، جوش آزمایش شده در گزارش آزمایش تست غیرمخرب (NDT) باید با استفاده از نام قطعه و موقعیت جوش در قطعه معرفی شود. جوش آزمایش شده برای ساخت در محل، باید به وسیله موقعیت آن در سازه، اسم قطعه و موقعیت آن در قطعه معرفی شود.
اگر جوشی بر اساس آزمایش غیرمخرب مردود شده باشد، گزارش آزمایش غیرمخرب باید موقعیت عیب و علت مردودی را بیان کند.
قسمت ث: آزمایش پرتونگاری
آزمایش پرتونگاری جوش های شیاری در درزهای لب به لب -16-8
روش ها و استانداردها -1-16-8
در صورتی که در مشخصات فنی انجام آزمایش های پرتونگاری مقرر شده باشد، قوانین و روش های آزمایش باید منطبق بر مفاد ارائه شده در این قسمت باشد. مقررات ارائه شده در این قسمت، بیشتر مربوط به آزمایش جوش شیاری در درز لب به لب ورق ها، نیمه ها و یا میله ها به کمک پرتوی X و یا گاما می باشد. روش آزمایش باید منطبق بر استانداردهای ملی مربوطه و یا معادل بین المللی آن باشد.
تغییرات -2-16-8
تغییرات در روش های آزمایش، تجهیزات و استانداردهای پذیرش می تواند در صورت توافق بین کارفرما و پیمانکار اعمال شود. چنین تغییرات شامل موارد زیر و نه محدود به آن می باشد:
- پرتونگاری جوش های گوشه و تمام جوش های اتصال سپری و کنج.
- تغییر در فاصله منبع تا فیلم.
- کاربرد غیرمعمول فیلم.
- کاربردهای غیرمعمول IQI (شامل استفاده از IQI های سوراخ دار یا سیمی)
- برای پرتونگاری ضخامت های بالای 150 میلی متر.
- انواع فیلم.
- الزامات دانسیته.
- تغییرات در تابش و آشکارسازی فیلم.
روش های پرتونگاری -17-8
روش ها -1-17-8
فیلم پرتونگاری می تواند با استفاده از پرتوی ایکس یا گاما تهیه شود. کیفیت فیلم پرتونگاری می تواند به کمک شاخص کیفیت تصویر (IQI) سوراخ دار یا سیمی مورد قضاوت قرار گیرد. کیفیت پرتونگاری باید ضوابط مندرج در بند 7-17-8 را برآورده نماید. اعداد و حروف شناسایی باید به طور واضح در فیلم آشکار شوند.
| ضخامت قطعه (میلیمتر) | ضخامت شاخص (T) | قطر سوراخ |
|---|---|---|
| 6 تا 10 | 10 | 0.25 |
| 6 تا 10 | 10 | 0.25 |
| 10 تا 16 | 12 | 0.33 |
| 16 تا 20 | 15 | 0.41 |
| 20 تا 25 | 17 | 0.51 |
| 25 تا 32 | 20 | 0.64 |
| 32 تا 40 | 25 | 0.81 |
| 40 تا 55 | 30 | 1.02 |
| 55 تا 80 | 35 | 1.27 |
| 80 تا 120 | 40 | 1.60 |
| 120 تا 150 | 45 | 2.03 |
| 150 تا 200 | 50 | 2.50 |
| ضخامت قطعه (میلیمتر) | شماره سیم |
|---|---|
| 6 تا 10 | 6 |
| 10 تا 16 | 7 |
| 16 تا 20 | 8 |
| 20 تا 38 | 9 |
| 38 تا 50 | 10 |
| 50 تا 65 | 11 |
| 65 تا 100 | 12 |
| 100 تا 150 | 13 |
ضوابط ایمنی -2-17-8
پرتونگاری باید با حفظ تمام تدابیر ایمنی انجام پذیرد. اپراتور پرتونگاری باید دارای مدرک حفاظت مقدماتی یا پیشرفته در مقابل اشعه از سازمان انرژی اتمی ایران باشد.
حذف گرده جوش -3-17-8
وقتی که در مدارک قرارداد حذف گرده (تحدب) جوش درج شده باشد، باید مطابق بند 1-3-23-7 جوش به وسیله سنگ زنی برای پرتونگاری آماده شود. سایر انواع سطوح جوش به منظور آزمایش پرتونگاری الزم نیست سنگ زده شوند، مگر اینکه سطح جوش و یا فصل مشترک جوش یا فلز پایه دارای چنان نامنظمی های تیزی باشند که در عکس به صورت ترک و یا سایر انواع ناپیوستگی به نظر آیند.
ناودان ها -1-3-17-8
قبل از انجام آزمایش پرتونگاری، ناودان انتهایی جوش باید برداشته شود، مگر اینکه توسط مهندس ناظر تایید شده باشد.
پشت بند فوالدی -2-3-17-8
در صورت درج در مشخصات فنی یا مطابق بند 4-1-9-7 قبل از انجام پرتونگاری، پشت بند فوالدی باید برداشته شده و سطح جوش به وسیله سنگ زدن همسطح شود. سنگ زدن باید مطابق بند 1-3-23-7 باشد.
گرده جوش -3-3-17-8
وقتی که گرده و یا پشت بند فوالدی برداشته نشود، باید در زیر فوالدی پرکننده های (فیلم های IQI سیمی و یا سوراخ دار) فراز داده شود به طوریکه ضخامت موجود بین رشته ها و روزنه ها تا سطح فیلم مساوی ضخامت متوسط جوش در حدفاصل گرده و پشت بند گردد.
فیلم پرتونگاری -4-17-8
فیلم های پرتونگاری باید منطبق بر استانداردهای ملی باشد و از ورق فویل سربی استفاده شود. استفاده از تشدید کننده های فلورسان مجاز نیست. در غیاب استاندارد ملی، می توان از ASTM E94 استفاده نمود.
روش -5-17-8
پرتونگاری باید با یک چشمه پرتوزا که تا حد امکان در مرکز طول و عرض جوش مورد آزمایش قرار دارد، انجام شود.
عدم وضوح هندسی -1-5-17-8
چشمه پرتوی گاما یا اشعه ایکس، بدون توجه به اندازه باید توانایی ایجاد محدودیت عدم وضوح هندسی مطابق بند 1-1-5-17-8 را داشته باشد. از رابطه عدم وضوح هندسی زیر باید حداقل فاصله چشمه تا فیلم تعیین شود:
\[ U_g = \frac{F \times d}{D} \]
که در آن:
\( U_g \) = عدم وضوح هندسی
\( F \) = اندازه چشمه (حداکثر اندازه پیش بینی شده چشمه تابش یا نقطه کانونی موثر در صفحه عمود بر فاصله از سمت چشمه قطعه مورد پرتونگاری)
\( D \) = فاصله چشمه پرتو تا قطعه مورد پرتونگاری
\( d \) = فاصله قطعه از سمت چشمه تا فیلم پرتونگاری
محدودیت عدم وضوح هندسی -1-1-5-17-8
فواصل (D) و (d) باید در مرکز تقریبی منطقه موردنظر تعیین شود. ضخامت قطعه برای تعیین عدم وضوح هندسی باید همان ضخامتی باشد که برای انتخاب IQI استفاده می شود. حداکثر مقادیر عدم وضوح هندسی به شرح زیر است:
| ضخامت قطعه (mm) | عدم وضوح هندسی (Ui) |
|---|---|
| ≤50 | 0.5 |
| 50 < t ≤ 75 | 0.75 |
| 75 < t ≤ 100 | 1 |
| >100 | 1.75 |
فاصله چشمه تا قطعه -2-5-17-8
فاصله چشمه تا قطعه نباید کمتر از طول فیلم باشد. این محدودیت در مورد روش پرتونگاری پانورامیک صادق نیست.
محدودیت فاصله چشمه تا قطعه -3-5-17-8
فاصله چشمه تا قطعه نباید کمتر از Y برابر ضخامت جوش به علاوه گرده و پشت بند (در صورت وجود) باشد. به علاوه زاویه توزیع پرتو در دورترین نقاط جوش نسبت به محور مرکزی نباید بیشتر از 26.5 درجه باشد.
چشمه یا منبع پرتو -6-17-8
چشمه پرتوی X با قدرت حداکثر kV600 و ایریدیوم 192 می تواند به عنوان چشمه قابل قبول برای تمام بازرسی های پرتونگاری مورد استفاده قرار گیرد، مشروط براینکه قدرت نفوذ آن کافی باشد. در صورتی که ضخامت قطعه مورد پرتونگاری از 65 میلیمتر تجاوز نماید، باید از کبالت 67 استفاده نمود. استفاده از سایر انواع چشمه باید به تایید مهندس مشاور برسد.
انتخاب و استقرار شاخص های کیفیت تصویر (IQI) -7-17-8
انتخاب و محل استقرار شاخص های IQI باید مطابق با جدول 8-6 باشد. قطعه پشت بند نباید قسمتی از جوش یا گرده جوش در انتخاب IQI در نظر گرفته شود.
| شرایط | تعداد IQI | نوع IQI | استاندارد ASTM |
|---|---|---|---|
| ضخامت مساوی و طول درز بزرگتر یا مساوی 220 میلیمتر | 2 | سیمی | E747 |
| ضخامت مساوی و طول درز بزرگتر یا مساوی 220 میلیمتر | 3 | سوراخ دار | E1025 |
| ضخامت مساوی و طول درز کوچکتر از 220 میلیمتر | 1 | سیمی | E747 |
| ضخامت مساوی و طول درز کوچکتر از 220 میلیمتر | 2 | سوراخ دار | E1025 |
| ضخامت نامساوی و طول درز بزرگتر از 220 میلیمتر | 2 | سیمی | E747 |
| ضخامت نامساوی و طول درز بزرگتر از 220 میلیمتر | 3 | سوراخ دار | E1025 |
| ضخامت نامساوی و طول درز کوچکتر از 220 میلیمتر | 1 | سیمی | E747 |
| ضخامت نامساوی و طول درز کوچکتر از 220 میلیمتر | 1 | سوراخ دار | E1025 |
T = ضخامت اسمی فلز پایه (T1 و T2) در اشکال
L = طول درز در محدوده موردنظر برای پرتونگاری
تذکر: در صورت استفاده از پرکننده در زیر شاخص، T را می توان به اندازه ضخامت گرده افزایش داد.
روش -8-17-8
در پرتونگاری جوش درزها، فیلم ها باید به ترتیبی شماره گذاری و در موقعیت مناسب قرار داده شوند که امکان بازرسی کامل و پیوسته جوش برقرار شود. ابتدا و انتهای درز باید به طور واضح مشخص شود. فیلم کوتاه، صفحات تشدیدکننده کوتاه و بریدگی کنار جوش بیش از حد به دلیل تابش های پراکنده یا هر فرایندی که باعث پوشیده شدن بخشی از طول جوش و تغییر در نتایج شود، باعث غیرقابل قبول شدن تصاویر پرتونگاری خواهد شد.
همپوشانی فیلم -1-8-17-8
برای عکسبرداری از جوش درزهای بلندتر از 350 میلیمتر، دو کار می توان انجام داد. در روش اول، فیلم ها را با مقداری همپوشانی به طور پیوسته قرار داده و یک تابش پرتو انجام می شود. در روش دوم فیلم ها به طور جداگانه قرار داده شده و برای هر فیلم یک تابش انجام می شود. مقررات بند 5-17-8 باید رعایت شود.
پراکنش پشتی -2-8-17-8
برای کنترل اینکه آیا در پرتودهی پراکنش پشتی رخ داده یا نه، یک حرف B به ارتفاع 12 میلیمتر و ضخامت 2 میلیمتر به پشت کاست فیلم چسبانده می شود. اگر تصویر حرف B در عکس به وضوح ظاهر شود، عمل رادیوگرافی به علت پراکنش پشتی مردود شناخته می شود.
عرض فیلم -9-17-8
عرض فیلم باید کافی باشد تا بتواند ناحیه متاثر از حرارت را نیز پوشش داده و عرض کافی برای استقرار انواع علامت IQI داشته باشد.
کیفیت عکس های پرتونگاری -10-17-8
عکس های پرتونگاری باید عاری از هرگونه نقص و عیوب مصنوعی شوند که باعث عدم پیوستگی در ناحیه مورد مطالعه می باشند. این نشانه ها شامل موارد زیر هستند:
- تار شدن
- عیوب عمل آوری مثل خط افتادن، علامت آب و یا لکه های شیمیایی
- خش، اثر انگشت، چروک، کتفاف، له شدن، سیاه شدن و پاره شدن
- از بین رفتن وضوح به علت تماس ناقص پرده به فیلم
- علامت مجازی به علت نقص پرده ها و یا نقص درونی فیلم
محدودیت های دانسیته -11-17-8
فیلم پرتونگاری -1-11-17-8
دانسیته شاخصی است که نشان دهنده میزان عبور نور از فیلم است. هرچه دانسیته زیادتر باشد، میزان عبور نور کمتر می باشد. دانسیته حداقل در عکسبرداری با پرتوی X مساوی 1.8 و در عکسبرداری با پرتوی گاما مساوی 2 است. برای مشاهده ترکیبی پرتونگاری دو فیلمه، دانسیته حداقل مساوی 2.6 و دانسیته حداقل برای هر کدام از فیلم ها، 1.3 است. حداکثر دانسیته برای تمام حالات مساوی 4 می باشد.
H&D دانسیته -1-1-11-17-8
H&D دانسیته معیار، دانسیته طبق رابطه زیر است:
\[ D = \log\left(\frac{I_0}{I}\right) \]
که در آن:
\( D \) = H&D دانسیته
\( I_0 \) = شدت نور تابشی
\( I \) = شدت پرتوی عبوری از فیلم
تغییر ضخامت ها -2-1-11-17-8
در مواقعی که نواحی تغییر ضخامت جوش در محدوده مورد عکسبرداری قرار می گیرد و نسبت ضخامت مقطع ضخیم تر به مقطع نازک تر مساوی یا بزرگتر از 3 است، میزان پرتودهی در حین عکسبرداری باید طوری باشد که در مقطع نازکتر دانسیته ای مساوی 3 تولید نماید. در این حالت می توان از دانسیته حداقل مقرر شده در بند 1-11-17-8 تا 4 چشم پوشی کرد، مگر اینکه در اسناد پیمان به گونه ای دیگر پیش بینی شده باشد.
علامت شناسایی -12-17-8
علامت شناسایی را در هر عکس باید یک علامت شناسایی پرتونگاری و 2 علامت شناسایی محل عکسبرداری تعبیه نمود. می توان با استفاده از علامت و حروف سربی روی فولاد به منظور امکان تطابق عکس با جوش یا فلز پایه به وجود آورد. اطلاعات شناسایی اضافی در فاصله حداقل 20 میلیمتر از لبه جوش می تواند چاپ شود و یا اینکه با جاکذاری علامت سربی ایجاد شود.
علامت مورد نیاز در عکس عبارتنداز:
- کارفرما
- حروف اول شرکت پرتوکار
- حروف اول سازنده
- شماره ساخت
- علامت شناسایی پرتونگاری
- تاریخ
- شماره تعمیر جوش (در صورتی که تعمیر انجام شده باشد.)
بلوک لبه ای -13-17-8
بلوک لبه ای باید برای درزهای لب به لب با ضخامت بزرگتر از 12 میلیمتر استفاده شود. بلوک لبه ای باید دارای طول کافی به اندازه ضخامت جوش اما نه کمتر از 50 میلیمتر باشد و برای امتداد از هر طرف خط مرکزی جوشی در فاصله حداقل به اندازه ضخامت جوش داشته باشد. حداقل عرض بلوک لبه ای باید نصف ضخامت جوش بوده، اما کمتر از 25 میلیمتر نباشد. بلوک لبه باید نسبت به جوش در مقابل ورق که باید پرتونگاری شود قرار داده شود، به طوریکه حداکثر بازشدگی درز از 2 میلیمتر بیشتر نشود.
بلوک لبه ای باید از فولادی بدون عیوب داخلی، ساخته شده و سطح آن با زیری حداکثر 3 میکرومتر پرداخت شود.
بررسی و گزارش نتایج عکس های پرتونگاری -18-8
تجهیزاتی که باید توسط پیمانکار تامین شود -1-18-8
برای بررسی عکس های پرتونگاری، پیمانکار موظف به تهیه یک لامپ مشاهده دارای قابلیت تغییر شدت نور مناسب با قابلیت بازبینی نقطه می باشد. مشاهده گر باید دارای ابزاری برای تعیین اندازه نقطه تحت بررسی باشد. مشاهده گر باید دارای ظرفیت نور مناسب برای دیدن فیلمی با دانسیته 4 H&D باشد. عمل مشاهده باید در محلی با نور مناسب انجام بگیرد.
گزارش ها -2-18-8
برای تایید جوش، باید تمامی مدارک عکس برداری، ازجمله عکس برداری هایی که نشان دهنده مردود بودن جوش قبل از تعمیر هستند، به بازرس جوش تحویل داده شود.
حفظ فیلم پرتونگاری -3-18-8
پیمانکار یا مشاور باید در انتهای کار، تمامی مدارک عملیات پرتونگاری را تحویل کارفرما نمایند. مسئولیت حفظ مدارک عکسبرداری تا یک سال بعد از اتمام کامل کار، برعهده پیمانکار است. در صورت نیاز، کارفرما باید فیلم های پرتونگاری را تا قبل از این تاریخ از پیمانکار تحویل بگیرد.
بایگانی فیلم پرتونگاری -4-18-8
فیلم پرتونگاری -1-4-18-8
فیلم های پرتونگاری باید مطابق استاندارد ASTM E1254 نگه داری شود.
قسمت ج: آزمایش فراصوتی جوش های شیاری
کلیات -19-8
روش ها و استانداردها -1-19-8
روش ها و استانداردهای ارائه شده در این قسمت، حاکم بر آزمایش فراصوتی جوش های شیاری و ناحیه متاثر از حرارت مربوطه، بین ضخامت های 8 تا 200 میلیمتر است. برای آزمایش ضخامت های خارج از این محدوده از روش های جایگزین استفاده شود.
تغییرات -2-19-8
برای ملاحظه روش های جایگزین آزمایش فراصوت جوش های شیاری مثل فراصوت آرایه های فازی (PAUT) به آیین نامه بین المللی مربوطه مراجعه شود. با موافقت مهندس مشاور می توان تغییراتی در روش ها، تجهیزات و ضوابط پذیرش مذکور در این قسمت اعمال نمود. این تغییرات می تواند به دلیل محدودیت در هر یک از زمینه های زیر باشند:
- محدوده ضخامت
- هندسه جوش
- اندازه پروب
- فرکانس
- سیال واسطه
- سطح رنگ شده
- روش آزمایش
تغییرات فوق باید در گزارش بازرسی ثبت شوند.
تخلخل لوله ای -3-19-8
در جوشکاری الکتریکی گازی و الکتریکی سرباره ای، برای آشکارسازی حفرات گازی لوله ای، استفاده از پرتونگاری به عنوان مکملی برای آزمایش فراصوت توصیه می شود.
فلز پایه -4-19-8
هدف از آزمایش های توصیه شده در این قسمت، جست وجوی معایب موجود در تولید ورق نیستند، لیکن ترک هایی که در فلز پایه در مجاورت جوش به وجود می آیند (مثل ترک در ناحیه متاثر از حرارت، تورق و موارد مشابه)، باید گزارش شوند.
الزامات ارزیابی -20-8
در راستای ضوابط بند 6-14-8 -1-20-8
اپراتورهای آزمایش فراصوت به منظور ارزیابی باید تحت امتحانات خاص و عملی قرار گیرند تا توانایی آنها برای اعمال مقررات این آیین نامه مشخص شود. این آزمون باید توانایی اپراتور آزمایش فراصوت را در تشخیص و اصالح دقیق ناپیوستگی ها با اعمال ضوابط این آیین نامه ارزیابی نماید.
قبل از انجام آزمایش ها -2-20-8
قبل از انجام آزمایش ها، اپراتور باید از هندسه درز، ضخامت مواد، روش جوشکاری و انجام هرگونه تعمیر آگاه شود.
تجهیزات آزمایش فراصوت -21-8
ضوابط تجهیزات -1-21-8
دستگاه فراصوت باید از نوع پالس-اکو با پروبی با دامنه ارتراشی 1 تا 6 مگاهرتز و صفحه نمایش از نوع A-اسکن باشد. ضوابط باید مطابق جدول 8-8 باشد.
| نوع تایید یا واسنجی کالیبراسیون | شرح بند آیین نامه | حداقل تکرار | |
|---|---|---|---|
| صلاحیت تجهیزات | خطی بودن افقی | 3-23-1 | 2 ماه |
| تجهیز | گین/ کنترل دسی بل | 3-23-2 | 2 ماه |
| واحد جستجوگر (پروب) | انعکاس های داخلی | 3-23-3 | 47 ساعت استفاده |
| پروب های زاویه ای | نقطه شاخص، زاویه | 3-27-2-1 و 3-27-2-2 | 3 ساعت استفاده |
| ترکیب تجهیز / پروب | قابلیت تفکیک (صوت زاویه ای) | 3-22-3 | قبل از اولین استفاده |
| ترکیب تجهیز / پروب | قابلیت تفکیک (صوت نرمال) | 3-27-1-3 | قبل از اولین استفاده |
| واسنجی برای آزمایش دسته پرتو نرمال (عمودی) (برای آزمایش فلز پایه) | محدوده | 3-24-4-1 یا 3-27-1-1 | درست قبل و در فراخوانی اول جوش آشی زما شده |
| واسنجی برای آزمایش دسته پرتو نرمال (عمودی) (برای آزمایش فلز پایه) | حساسیت | 3-24-4-2 یا 3-27-1-2 | درست قبل و در فراخوانی اول جوش آشی زما شده |
| دسته پرتو زاویه ای | محدوده | 3-24-5-1 یا 3-27-2-3 | درست قبل و در فراخوانی اول جوش آشی زما شده |
| دسته پرتو زاویه ای | حساسیت | 3-24-5-2 یا 3-27-2-4 | درست قبل و در فراخوانی اول جوش آشی زما شده |
| دسته پرتو نرمال و زاویه ای واسنجی مجدد | 3-24-3 | 2 ساعت |
توضیحات:
- (الف) باید برای هر پروب انجام شود.
- (ب) باید برای هر ترکیبی از پروب (کریستال و کفشک) و ابزار قبل از استفاده اولیه انجام شود.
- (پ) پس از برآورده شدن الزامات 3-24-2 الزامات واسنجی مجدد 3-24-3 اعمال می شود.
- (ت) هنگامی که مدار الکتریکی به هر شکلی که شامل موارد زیر باشد مختل می شود: (1) تعویض کریستال، (2) تعویض باطری، (3) تغییر خروجی برق، (4) تغییر کابل کواکسیال، (5) قطع برق (خرابی)
خطی بودن محور افقی -2-21-8
خطی بودن محور افقی دستگاه در طول کل مسیر باید مطابق بند 3-23-1 مورد آزمایش قرار گیرد.
ضوابط دستگاه آزمایش -3-21-8
دستگاه باید دارای پایدارکننده های داخلی باشد، به طوری که پس از گرم شدن با تغییر ولتاژی حدود 15 درصد ولتاژ اسمی، تغییراتی بیش از ±1dB در بازتاب دستگاه به وجود نیاید. در مورد دستگاه هایی که با باطری کار می کنند، تغییرات در طول شارژ باطری نباید فوق بازتاب به وجود آید. این دستگاه باید دارای هشداردهنده خالی بودن باطری ها باشد، به طوری که قبل از خالی شدن کامل باطری و خاموش شدن دستگاه، هشدار مربوطه را ارسال نمایند.
کالیبراسیون دستگاه -4-21-8
دستگاه باید دارای دکمه تنظیم دسی بل با گام 1 دسی بل با دامنه دسی بل حداقل 60 دسی بل باشد. دقت تنظیم دسی بل باید در حدود ±1 دسی بل باشد. روش ارزیابی در بندهای 2-23-8 و 2-28-8 ارائه شده است.
محدوده صفحه نمایش -5-21-8
صفحه نمایش دستگاه باید قادر به تغییراتی مساوی 1 دسی بل در دامنه باشد.
پروب های نرمال (موج طولی) -6-21-8
پروب های نرمال باید سطح فعال مساوی یا بزرگتر از 222mm² و کمتر از 645mm² با کریستال پیزوالکتریک باشند. پروب های نرمال باید توانایی تفکیک سه انعکاس را طبق بند 2-1-27-8 داشته باشد و با داروه مربع باشد.
پروب های زاویه ای -7-21-8
پروب های زاویه ای باید از یک کریستال و یک گوه متشکل باشد. این پروب می تواند از دو جداگانه یا یک واحد یکپارچه متشکل باشد.
فرکانس -1-7-21-8
فرکانس مبدل باید بین 2.25 تا 5 مگاهرتز باشد.
ابعاد مبدل -2-7-21-8
کریستال پیزوالکتریک می تواند به صورت مربع یا مستطیل با عرضی بین 15 تا 25 میلیمتر و ارتفاعی بین 15 تا 20 میلیمتر باشد (شکل 11-8)، حداکثر نسبت پهنا به ارتفاع مساوی 1.5 و حداقل نسبت پهنا به ارتفاع 1 است.
زاویه ها -3-7-21-8
پروب باید قادر به تولید موج صوتی در داخل مواد مورد آزمایش به زوایای صحیح 45° و یا 60° و 70° با رواداری ±2 درجه همانطور که در بند 2-2-27-8 ارائه شده است، باشد.
علامت -4-7-21-8
بر روی هر پروب باید فرکانس مبدل، زاویه اسمی شکست صوت و نقطه شاخص، مشخص و ثبت شده باشد. دستورالعمل موقعیت یابی نقطه شاخص در 1-2-27-8 آمده است.
انعکاس های داخلی -5-7-21-8
حداکثر انعکاس های داخلی مجاز پروب باید مطابق بندهای 3-23-8 و 3-28-8 مشخص شود.
فاصله لبه -6-7-21-8
ابعاد پروب باید طوری باشد که فاصله بین لبه هادی پروب تا نقطه شاخص از 25 میلیمتر بیشتر نشود.
IIW بلوک مرجع -7-7-21-8
در صورت ارزیابی و تنظیم دستگاه با استفاده از بلوک مرجع IIW، روش کار باید مطابق بند 6-2-27-8 و شکل 12-8 باشد.
بلوک های استاندارد مرجع -22-8
IIW استاندارد -1-22-8
برای واسنجی (کالیبراسیون) حساسیت و فاصله، بلوک مرجع مؤسسه بین المللی جوشکاری (IIW) می تواند استفاده شود، مشروط براینکه بلوک دارای سوراخ با قطر 1.5 میلیمتر مطابق شکل 13-8 باشد و ویژگی های تایید فاصله، وضوح و زاویه شکل 16-8 را داشته باشد (موقعیت A تا G). سایر بلوک های واسنجی دیگر را می توان استفاده کرد، مشروط براینکه حساسیت سطح مرجع برای ترکیب تجهیزات/پروب به گونه ای تنظیم شود که معادل آن چیزی باشد که با بلوک نوع IIW به دست می آید. بلوک IIW باید مطابق ASTM E164 باشد.
یادداشت:
- رواداری ابعادی میان تمام سطوح درگیر در مبنا یا واسنجی باید ±0.13 میلیمتر باشد.
- پرداخت سطحی تمامی سطوحی که امواج به آن تابش یا بازتاب می شود باید حداکثر 17.3 میکرون باشد.
- تمامی مصالح باید از نوع ASTM A36 یا موادی با خواص آکوستیک معادل باشند.
- تمامی سوراخ ها باید دارای پرداخت سطحی داخلی صاف بوده و کاملاً عمود بر سطح سوراخ زنی شده باشند.
- خطوط درجه و علامت شناسایی باید با فرورفتگی در سطح قطعه ایجاد شود تا جهت خطوط به طور دائمی حفظ شود.
- این یادداشت باید بر تمامی طرح های اشکال 3-13 و 3-14 اعمال شود.
انعکاس گرهای ممنوع -2-22-8
استفاده از انعکاس گر گوشه به منظور واسنجی ممنوع می باشد.
ضوابط وضوح -3-22-8
ترکیب پروب و تجهیز باید قادر به تفکیک سه روزنه در بلوک مرجع تفکیک پذیر RC نشان داده شده در شکل 3-14 باشد. وضعیت پروب در بند 3-27-2-5 ارائه شده است. قابلیت تفکیک پذیری باید به وسیله کنترل های دستگاه که روی آزمایش نرمال تنظیم شده است و با نشانه هایی از سوراخ ها که به ارتفاغ صفحه میانی آورده شده اند، ارزیابی شود. قابلیت تفکیک پذیری باید به گونه ای باشد که حداقل بتوان قله نشانه های بدست آمده از سه سوراخ را از یکدیگر تشخیص داد.
استفاده از بلوک مرجع تفکیک پذیر RC برای واسنجی ممنوع است. هر ترکیبی از تجهیز و پروب باید قبل از اولین استفاده کنترل شود. این تایید تجهیزات باید ابتدا با هر پروب و دستگاه UT انجام شود. برای استفاده های دوباره نیاز به تایید نیست مشروط براینکه اسنادی که موارد زیر را ثبت می کند نگهداری شود:
- مدل، شماره سریال و سازنده دستگاه UT
- سازنده پروپ، نوع، اندازه، زاویه و شماره سریال
- تاریخ تایید و نام تکنسین مربوطه
قطعه RC: تمامی سوراخ ها با قطر 1.59 میلیمتر می باشد.
ارزیابی تجهیزات -23-8
خطی بودن افقی -1-23-8
محور (مقیاس) افقی صفحه نمایش دستگاه فراصوت باید بعد از هر 2 ماه در محدوده فاصله ای که دستگاه استفاده می شود، مورد ارزیابی مجدد قرار گیرد. روش ارزیابی مطابق بند 1-28-8 است.
تنظیم دسی بل -2-23-8
دکمه تنظیم دسی بل (گین کنترل) باید ضوابط بند 4-21-8 را برآورده نموده و در فواصل 2 ماه مطابق بند 2-28-8 واسنجی شود. روش های دیگر نیز برای ارزیابی تنظیم دسی بل می تواند استفاده شود اگر مطابق بند 2-28-8 باشد.
انعکاس داخلی -3-23-8
بعد از حداکثر هر 40 ساعت کار، حداکثر انعکاس داخلی پروب باید مطابق بند 3-28-8 مورد ارزیابی قرار گیرد.
کالیبراسیون پروب زاویه ای -4-23-8
با استفاده از یک بلوک تنظیم شده، بعد از هر 8 ساعت کار، پروب زاویه ای باید مورد ارزیابی قرار گیرد به منظور تایید تخت بودن سطح تماس، صحیح بودن نقطه ورود امواج و اینکه زاویه انتشار در محدوده رواداری مجاز ±2 درجه مطابق با بند 1-2-27-8 باشد، روش کار در بندهای 1-2-27-8 و 2-2-27-8 ارائه شده است. در صورتی که پروپ این ضوابط را برآورده ننماید، باید تعویض شود.
کالیبراسیون برای آزمایش -24-8
موقعیت ریجکت کنترل -1-24-8
عملیات کالیبراسیون و آزمایش ها باید در حالت دکمه ریجکت کنترل خاموش انجام شود. استفاده از ریجکت کنترل ممکن است خطی بودن دامنه دستگاه را تغییر دهد و نتایج آزمایش را باطل کنند.
روش -2-24-8
کالیبراسیون حساسیت و محور (مقیاس) افقی دستگاه باید قبل از هر آزمایش جوش، در محل آزمایش، انجام شود. پس از آن، ضوابط 3-24-8 کالیبراسیون مجدد باید اعمال شود.
کالیبراسیون مجدد -3-24-8
در صورت تغییر در هر یک از موارد زیر باید دستگاه دوباره کالیبره شود:
- تعویض اپراتور
- در صورتی که زمان توقف کار بیش از 2 ساعت شود.
- ایجاد تغییر در مدار الکتریکی در موارد زیر:
- (الف) تعویض کریستال (پروب)
- (ب) تعویض باطری
- (پ) تغییر خروجی الکتریکی
- (ت) تعویض کابل
- (ث) قطع جریان برق
آزمایش پروب نرمال فلز پایه -4-24-8
پروب عمودی فلز پایه باید با پروبی که روی وجه A قرار پایه و به صورت زیر انجام می شود کالیبره باشد.
کالیبراسیون مقیاس افقی -1-4-24-8
کالیبراسیون مقیاس افقی باید به گونه ای انجام شود که در صفحه نمایش، حداقل دو ضخامت ورق دیده شود.
تنظیم دسی بل دستگاه -2-4-24-8
تنظیم دسی بل دستگاه باید در محل عاری از ایراد به طوریکه اولین ارتفاع انعکاس سطح مقابل، مساوی 50 تا 75 درصد ارتفاع صفحه نمایش شود، بر روی قطعه انجام شود.
کالیبراسیون برای آزمایش با پروب زاویه ای -5-24-8
کالیبراسیون پروب زاویه ای به صورت زیر انجام می شود:
کالیبراسیون مقیاس افقی -1-5-24-8
کالیبراسیون مقیاس افقی با استفاده از بلوک واسنجی IIW یا بلوک های جایگزین (بند 1-22-8) انجام شود. فاصله باید با استفاده از مقیاس 125 میلیمتر یا 250 میلیمتر روی نمایشگر، هر کدام مناسب باشد، انجام شود. با این حال اگر پیکربندی یا ضخامت اتصال مانع از بررسی کامل جوش در هر یک از این تنظیمات شود، کالیبراسیون باید با استفاده از مقیاس 400 میلیمتر یا 500 میلیمتر انجام شود. موقعیت پروپ در بند 3-2-27-8 شرح داده شده است.
تنظیم حساسیت مرجع -2-5-24-8
تنظیم حساسیت مرجع باید با تنظیم گین کنترل کالیبره شده مطابق بند 21-8 انجام شود بطوریکه حداکثر انحراف ردیابی افقی برروی صفحه نمایش بین 40 تا 60 درصد ارتفاع صفحه مطابق بند 4-2-27-8 نتیجه شود.
دستورالعمل آزمایش -25-8
محور X -1-25-8
محور X باید در امتداد طولی موازی محور جوش بر روی سطح مورد آزمایش مشخص و علامت زده شود. فاصله، عمود بر محور جوش، باید براساس نقشه و معمولاً نسبت به محور وسط جوش محاسبه شود و در اتصالات گوشه و سپری، باید نسبت به سطح عمود (پخ نخورده) اتصال محاسبه شود.
علامت Y -2-25-8
حرف Y با پسوندی که شماره شناسایی درز است، در رویه فلز پایه نزدیک جوشی که مورد آزمایش فراصوت قرار می گیرد حک می شود. حک کردن این علامت به دلایل زیر است:
- شناسایی جوش درز
- مشخص کردن سطح رویه (سطح A)
- اندازه گیری فاصله و جهت (-) یا (+) از محور X
- اندازه گیری فاصله از دو انتهای جوش یا لبه ها
تمیزی -3-25-8
سطحی که قرار است پروب روی آن بلغزد باید عاری از هر گونه پاشش جوش، کشفی، روغن، مایع نفتی (غیر از آنچه که به عنوان سیال واسطه استفاده می شود)، رنگ و پوسته باشد و تماس خوبی با پروب برقرار نماید.
سیال واسطه -4-25-8
قبل از قراردادن پروب، سیال واسطه باید بر روی قطعه اعمال شود. در صورت نیاز می توان از عامل مرطوب کننده استفاده نمود. روغن ماشین سبک را می توان به عنوان سیال واسطه روی بلوک های واسنجی استفاده نمود.
| ردیف | زاویه آزمایش | ضخامت (میلیمتر) | روش |
|---|---|---|---|
| 1 | 70° | 8 تا 38 | روش A |
| 2 | 60° | 38 تا 45 | روش B |
| 3 | 45° | 45 تا 65 | روش C |
| 4 | 70° | 65 تا 90 | روش A |
| 5 | 60° | 90 تا 110 | روش B |
| 6 | 45° | 110 تا 120 | روش C |
| 7 | 70° | 120 تا 130 | روش A |
| 8 | 60° | 130 تا 160 | روش B |
| 9 | 45° | 160 تا 180 | روش C |
| 10 | 70° | 180 تا 200 | روش A |
تذکرات:
- در صورت امکان: تمام آزمون ها باید در سطح A و ساق 1 انجام شود، مگر اینکه در این جدول به شکل دیگری ذکر شده باشد.
- توضیح: در هنگام استفاده از جدول 8-7، در صورتی در ستون مربوط به هر ضخامت، ابتدا از دستورالعمل ستون بدون ستاره سمت چپ استفاده می شود. اگر در زیر بند 5 مشاهده شود، از دستورالعمل ستون ستاره دار سمت راست استفاده می شود.
وسعت آزمایش -5-25-8
قبل از انجام آزمایش فراصوتی جوش، باید اطمینان حاصل شود که فلز پایه از جهت وجود تورق مطابق بند 6-21-8 کنترل شده است و کالیبراسیون مطابق بند 4-24-8 انجام شده است. حین آزمایش فراصوتی جوش، در صورت برخورد به هر نوع ترک داخلی و تورق در فلز پایه، مراتب باید گزارش شود.
اندازه انعکاس دهنده -1-5-25-8
روش محاسبه اندازه انعکاس دهنده مطابق بند 1-29-8 است.
عدم دسترسی -2-5-25-8
اگر به علت تورق، قسمتی از جوش غیرقابل دسترس برای انجام آزمایش مطابق جدول 8-7 باشد، آزمایش باید با یکی از روش های جایگزین زیر انجام شود:
- سطح جوش مطابق بند 1-3-23-7 به طور کامل به صورت همسطح، سنگ زده شود.
- از هر دو سطح A و B برای آزمایش استفاده شود.
- از پروب با زاویه دیگر استفاده شود.
آزمایش جوش -6-25-8
جوش ها باید بوسیله پروپ زاویه ای منطبق بر بند 7-21-8 که طبق بند 5-24-8 کالیبره شده، با زوایای ذکر شده در جدول 8-7 مورد آزمایش قرار گیرند. بعد از کالیبراسیون در حین آزمایش ها، فقط کالیبراسیون حساسیت مجاز می باشد. کلید کنترل ریجکت باید خاموش باشد. در صورت امکان افزایش حساسیت دستگاه برحسب مورد مطابق جداول 8-2 و 8-3 باید صورت پذیرد.
رویش -1-6-25-8
زاویه و روش جست وجو (رویش) مطابق جدول 8-7 است.
اتصالات لب به لب -2-6-25-8
تمام درزهای لب به لب باید از هر دو سمت محور X جوش آزمایش شوند. در درزهای گوشه و سپری، آزمایش از یک طرف کافی است. به منظور شناسایی هر دوی ناپیوستگی های طولی و عرضی در رویش، باید از یکی از الگوهای شکل 15-8 استفاده شود. به عنوان یک روش حداقل، یک بار عبور به طوریکه تمام حجم جوش و ناحیه متاثر از حرارت تحت تابش امواج صوتی در دو جهت عمود برهم قرار گیرد.
حداکثر ارتفاع نشانه ناپیوستگی -3-6-25-8
در صورت مشاهده نشانه ناپیوستگی در صفحه نمایش، باید حداکثر ارتفاع نشانه قابل حصول از ناپیوستگی تعیین شود. بوسیله دکمه های تنظیم دسی بل (گین کنترل)، حداکثر ارتفاع بدست آمده، به خط مرجع رسانده شود. دسی بل دستگاه در این حالت تراز تشخیص a1 نامیده می شود و از آن می توان برای محاسبه رتبه نشانه a2 استفاده نمود.
فاکتور تضعیف -4-6-25-8
فاکتور تضعیف a2 در گزارش آزمایشگاه از تفریق 25 میلیمتر از طول مسیر صوت a و ضرب نتیجه حاصل در 0.08 به دست می آید. این ضریب باید به نزدیکترین مقدار 0.1 دسی بل a گرد شود. در صورتی که قسمت کسری کوچکتر از 0.05 دسی بل باشد، عدد به تراز پایین تر و اگر بزرگتر از 0.05 دسی بل باشد به تراز بالاتر گرد می شود.
رتبه نشانه ناشی از ناپیوستگی -5-6-25-8
رتبه نشانه ناشی از ناپیوستگی d با اعمال تاثیر تضعیف است. داریم:
\[ d = a - b - c \]
دستگاه ها با کنترل بهره (گین): رتبه نشانه ناشی از ناپیوستگی باید به نزدیکترین عدد صحیح (1 دسی بل) گرد شود. مقادیر اعشاری کمتر از 0.5 دسی بل به سمت پایین و مقادیر 0.5 دسی بل یا بالاتر به سمت بالا گرد شوند.
طول ناپیوستگی ها -7-25-8
طول ناپیوستگی ها باید مطابق بند 6-29-8 اندازه گیری شود.
معیار رد یا پذیرش -8-25-8
هر ناپیوستگی برحسب رتبه نشانه ناشی از ناپیوستگی و طول طبق جدول 8-2 برای بارهای استاتیکی و یا جدول 8-3 برای بارهای چرخه ای (سیکلی)، قبول و یا مردود می شود. فقط ناپیوستگی های مردود در گزارش آزمایش ذکر می شوند. جز برای جوش هایی که در قرارداد به عنوان «بحرانی با احتمال شکست» مشخص شده اند، رتبه بندی های قابل قبول که در محدوده 6 دسی بل از حداقل درجه غیرقابل قبول هستند، باید در گزارش ثبت شوند.
مشخص نمودن محدوده مردود شده -9-25-8
محل و عمق ناپیوستگی های مردود باید در روی جوش به طور کامل علامت زده شود.
تعمیر -10-25-8
جوش هایی که مطابق آزمایش فراصوت غیرقابل پذیرش شناخته می شوند، باید مطابق روش های مجاز در بند 25-7 تعمیر شوند. جوش های تعمیری باید مجدداً تحت آزمایش فراصوت قرار گیرند.
گزارش های آزمایش مجدد -11-25-8
گزارش جوش های تعمیری با اضافه کردن سطری در گزارش اولیه، ارائه می شوند. اگر از فرم گزارش اصلی آزمایش استفاده شود از پیشوندهای R1، R2 و Rn… باید استفاده شود. در صورتی که از فرم گزارش جدید استفاده می شود شماره باید پیشوند شماره گزارش شود.
پشت بند فوالدی -12-25-8
جوش های شیاری با نفوذ کامل با پشت بند فوالدی باید با دستورالعمل آزمایش فراصوتی آزمایش شوند که انعکاس بالقوه ایجاد شده از فلز پشت جوش را تشخیص دهد.
آماده سازی و قضاوت در گزارش های آزمایش -26-8
محتوای گزارش -1-26-8
گزارش واضحی از محل و وضعیت جوش باید توسط بازرس آزمایش فراصوت تهیه شود. در مورد جوش های مورد پذیرش فقط ذکر اطلاعات شناسایی جوش و امضای بازرس کافی است.
گزارش های قبل از بازرسی -2-26-8
به منظور تایید، باید همه نتایج آزمایش های جوش شامل گزارش های تعمیر، تحویل بازرس جوش شود.
گزارش های کامل -3-26-8
بعد از تایید، همه نتایج آزمایش شامل گزارش های تعمیر، تحویل کارفرما می شود. پیمانکار مسئول حفظ نتایج تا زمان تحویل به کارفرما و یا یک سال بعد از اتمام کار (با اعلام قبلی) می باشد. (به 16-8، 18-8، 13-8، 14-8 و 27-8 مراجعه شود).
وابستگی دستگاه فراصوت با بلوک مرجع IIW یا سایر بلوک های مرجع تاییدشده -4-26-8
(به بند 22-8 و اشکال 24-8 و 25-8 مراجعه شود).
صوت طولی (پروپ نرمال) -1-27-8
وابستگی مسافت -1-1-27-8
- پروب (مبدل) در وضعیت G از بلوک مرجع IIW قرار داده شود.
- دستگاه باید طوری تنظیم شود که به ترتیب فواصل 0.5، 0.5، 10 و 10 میلیمتر را نشان دهد.
وابستگی ارتفاع -2-1-27-8
- پروب در وضعیت G از بلوک مرجع IIW قرار داده می شود.
- دکمه دسی بل آنقدر تنظیم می شود که ارتفاع انعکاس سطح مقابل به 50 تا 55 درصد ارتفاع صفحه نمایش برسد.
قابلیت تفکیک پذیری -3-1-27-8
- پروب در وضعیت F از قطعه مرجع IIW قرار می گیرد.
- پروب و دستگاه فراصوت باید قادر به تمیز دادن هر سه فاصله باشند.
کنترل عملکرد صحیح محور افقی -4-1-27-8
به بند 1-22-8 مراجعه شود.
کنترل عملکرد صحیح دکمه تنظیم دسیبل -5-1-27-8
روش ارزیابی باید مطابق بند 2-23-8 با روش جایگزین انجام شود.
صوت عرضی (برشی) (پروب زاویه ای) -2-27-8
نقطه شاخص -1-2-27-8
نقطه شاخص موج صوتی از پروب به روش زیر یافته و یا کنترل می شود:
- پروب باید در وضعیت D در روی قطعه IIW قرار گیرد (شکل 16-8).
- پروب باید حرکت داده شود تا انعکاسی با ارتفاع حداکثر به دست آید. نقطه ای از پروب که در امتداد خط شعاعی از بلوک واسنجی قرار گیرد، نقطه ورودی صوت یا نقطه شاخص می باشد. در واقع انعکاس حداکثر وقتی به دست می آید که نقطه شاخص پروب بر مرکز قسمت منحنی بلوک تاییدشده منطبق می شود.
زاویه -2-2-27-8
زاویه انتشار صوت (زاویه پرتو) پروب باید کنترل شود و یا به وسیله یکی از روش های زیر تعیین شود:
- پروب باید در وضعیت B برای زوایای 40 تا 60 و یا وضعیت C برای زوایای 60 تا 70 درجه قرار گیرد و به طرف سوراخ 50 میلیمتری هدف گیری شود (به شکل 16-8 مراجعه شود).
- برای زاویه انتخابی، پروب باید آنقدر جلو و عقب شود تا انعکاس رسیده از سوراخ حداکثر گردد. نقطه شاخص در روی عددی در بلوک واسنجی قرار دارد که با اختلاف 32 درجه باید مساوی زاویه انتشار صوت باشد.
دستورالعمل کالیبراسیون مسافت -3-2-27-8
پروب باید در وضعیت D (هر زاویه) روی بلوک واسنجی قرار گیرد (شکل 16-8). سپس دستگاه طوری کالیبره شود که با قراردادن نقطه شاخص در روی اعداد 100 و 200 در روی بلوک واسنجی، این اعداد در روی صفحه نشان داده شود.
دستورالعمل کالیبراسیون ارتفاع یا حساسیت -4-2-27-8
پروب باید در وضعیت A در روی قطعه IIW قرار گیرد و به سمت سوراخی با قطر 1.59 میلیمتر نشانه رود (شکل 16-8). موقعیت پروب تا حدی که حداکثر نشانه های انعکاس دریافت شود، تنظیم می شود. با کمک دکمه تنظیم دسی بل، این ارتفاع حداکثر به ارتفاع مدنظر مرجع می رسد. حداکثر قرائت برحسب دسی بل تراز مرجع b مطابق بند 1-22-8 می باشد.
قابلیت تفکیک پذیری -5-2-27-8
- پروب باید بر روی قطعه تفکیک RC در وضعیت Q (برای زاویه 70 درجه)، وضعیت R (برای زاویه 60 درجه) و یا وضعیت S (برای زاویه 45 درجه) قرار گیرد.
- تفکیک پذیری دستگاه باید به گونه ای باشد تا حداقل بتوان قله نشانه های بدست آمده از سه سوراخ را از یکدیگر تشخیص داد.
فاصله تقرب پروب -6-2-27-8
حداقل فاصله مجاز بین پنجه پروب و لبه بلوک IIW باید به صورت زیر باشد:
- X = 50 mm : برای پروب 70 درجه
- X = 37 mm : برای پروب 60 درجه
- X = 25 mm : برای پروب 45 درجه
دستورالعمل ارزیابی و تایید صلاحیت تجهیزات -28-8
دستورالعمل عملکرد خطی محور افقی -1-28-8
برای ارزیابی دستگاه مراحل زیر باید انجام شود:
- پروب عمودی باید در وضعیت های G، T و یا U بر روی قطعه IIW و یا DS مطابق بند 6-21-8 قرار گیرد تا پنج انعکاس دریافت نماید (شکل 16-8).
- اولین و آخرین موج در وضعیت صحیحشان قرار داده می شوند.
- انعکاس ها را به کمک دکمه تنظیم دسی بل به تراز مرجع تنظیم نمایید.
- موقعیت هر یک از انحراف های مبانی باید در محدوده 2 درصد عرض صفحه نمایشگر بند 2-28-8 باشد.
دقت دسی بل (dB) -2-28-8
دستورالعمل -1-2-28-8
- یک پروب عمودی باید مطابق بند 6-21-8 از قطعه T در وضعیت TS (شکل 14-8) و یا در وضعیت T (شکل 16-8) مستقر شود.
- محور افقی باید به گونه ای کالیبره شود که اولین انعکاس سطح مقابل، در وسط صفحه نمایش 50 میلی متری قرار گیرد.
- دکمه تنظیم دسی بل باید طوری تنظیم شود که نشانه 1 به طور دقیق و یا به مقدار کمی بالاتر از 40 درصد صفحه نمایش قرار گیرد.
- پروب باید به سمت بالا به وضعیت U (شکل 16-8) حرکت داده شود تا دقیقاً در 40 درصد ارتفاع صفحه نمایش قرار گیرد.
- به وسیله دکمه تنظیم دسی بل، دامنه صوت باید به اندازه 5 دسی بل افزایش داده شود. به صورت تئوریک، ارتفاع انعکاس باید دقیقاً 80 درصد ارتفاع صفحه نمایش باشد.
- قرائت دسی بل (گام 5) و ارتفاع واقعی برحسب درصد در زیر ستون اداره گزارش ارزیابی نوشته شود.
- پروب مقدار بیشتری به سمت وضعیت U (شکل 16-8) حرکت داده شود تا تراز شناسایی دقیقاً در 40 درصد ارتفاع صفحه نمایش قرار گیرد.
- گام 5 باید تکرار شود.
- گام 6 و 8 تکرار شود. نتایج در ردیف بعدی گزارش منعکس می شود.
- گام 7، 8 و 9 باید به ترتیب تکرار شوند تا دامنه کامل دکمه تنظیم دسی بل حاصل شود (حداقل باید به 60 دسی بل).
- اطلاعات نوشته شده در زیر ستون a و b با نموگراف شرح داده شده در بند 2-2-28-8 در رابطه قرار داده شوند تا دسی بل اصلاح شده حاصل شود.
- دسی بل اصلاح شده از گام 11 در ستون درج می شود.
- ستون "c" باید از ستون "a" کسر شده و اختلاف در ستون "d" تحت عنوان خطای "B" نوشته شود. این مقدار می تواند مثبت یا منفی باشد. به فرم D8 تا D10 پیوست دوم مراجعه شود.
- اطلاعات کسب شده باید در فرم D8 ثبت شوند (پیوست 2).
- فرم D9 وسیله ای ساده برای پردازش اطلاعات ردیف 14 است. روش محاسبات در ردیف های 16 تا 18 ارائه شده است.
- مقدار دسی بل (فرم D8 "e") مولفه X و دسی بل قرائت شده از ستون "a" (فرم D8) مولفه Y منحنی دسی بل در فرم D9 است.
- وسیله نشان دهنده دامنه که در آن اختلاف قائم 2 دسی بل ایجاد می شود طولانی ترین تصویر افقی است. حداقل دامنه مجاز 60dB است. این دستگاه بر ضوابط آیین نامه منطبق است.
- دستگاه هایی که حداقل این نمره را برآورده نمایند بر رفع خطا، مشروط، قابل استفاده هستند.
معادلات دسی بل -2-2-28-8
برای محاسبات دسی بل از روابط زیر استفاده می شود:
\[ dB_2 - dB_1 = 20 \times \log\left(\frac{\%_2}{\%_1}\right) \]
یا
\[ dB_2 = 20 \times \log\left(\frac{\%_2}{\%_1}\right) + dB_1 \]
پیوست دوم: براساس فرم D8
ستون a = \( dB_1 \)
ستون c = \( dB_2 \)
ستون b = \( \%_1 \)
میانگین ستون "b" بدون در نظر گرفتن سه مورد اول و آخر = \( \%_2 \)
هنگام استفاده از نموگرام -3-2-28-8
به تذکرات زیر هنگام استفاده از فرم D10 نموگرام توجه داشته باشید:
- ستون های a، b، c و d در فرم D8 قرار دارد.
- مقیاس های A، B و C در فرم D10 نموگرام قرار دارد.
- نقاط صفر روی مقیاس C باید با اعداد مثل 0، 10، 20، 20 و غیره برحسب دستگاه تنظیم جایگزین شوند.
دستورالعمل -4-2-28-8
هنگام استفاده از فرم D10 نموگرام از روش های زیر استفاده قرار می گیرد:
- دسی بل مربوط به ستون a به مقیاس C و درصد مربوط به ستون b در مقیاس A با یک خط مستقیم بهم وصل شوند.
- نقطه تقاطع این خط با مقیاس B، نقطه چرخش است.
- از این نقطه چرخش تولید شده در گام 2 و نقطه میانگین % بر روی محور A برده شده و ادامه داده شده تا مقیاس دسی بل روی مقیاس C قطع نماید.
- عدد مربوط به این نقطه در مقیاس C نشان دهنده دسی بل اصلاح شده برای استفاده از ستون C است.
نموگراف -5-2-28-8
برای استفاده از نموگرام از فرم D10 مراجعه شود.
دستورالعمل انعکاس داخلی -3-28-8
- دستگاه طبق بند 5-24-8 کالیبره شود.
- پروب را از روی بلوک کالیبراسیون بردارید بدون اینکه تنظیم دستگاه دستکاری شود.
- مقدار دسی بل تنظیم دکمه را به مقدار 20 دسی بل نسبت به تراز مرجع افزایش دهید.
- صفحه نمایش باید از عاری هرگونه علامت از موج فراتر در 12 میلیمتر و بالای تراز مرجع باشد.
دستورالعمل ارزیابی اندازه ناپیوستگی -29-8
صوت طولی (پروب نرمال) -1-29-8
ابعاد ناپیوستگی از نوع پارگی (کجخنگی) همواره به آسانی تعیین قابل نیست، مخصوصا زمانی که ابعاد آنها از ابعاد کریستال کوچکتر است. وقتی که ابعاد ناپیوستگی از ابعاد کریستال بزرگتر است، ابعاد به طور کامل از انعکاس سطح مقابل (پشت) می تواند تقریبی تعیین شود اما می تواند مقدار به ورودی بین لبه هادی شروع شود. هنگام شروع حرکت آرامی پروپ به سمت ناپیوستگی کوچک، های ناپیوستگی شکل شروع نقطه، این در پروپ نشان دهنده لبه ناپیوستگی است.
صوت عرضی (برشی) (پروب زاویه ای) -2-29-8
برای تعیین طول نشانه هایی که دارای درجه بندی دسی بل در رده D هستند باید دستورالعمل زیر استفاده شود. طول چنین نشانه ای باید با اندازه گیری فاصله بین محل هایی که نشانه مرکزی سیم 50% کاهش می یابد (6 دسی بل) تعیین شود. این طول تحت عنوان طول ناپیوستگی باید در گزارش ثبت شود. در مواردی که ناپیوستگی دامنه که ایجاد می کند، این روش برای تعیین طول ناپیوستگی در رده های A، B و C باید تکرار شود.
الگوهای روش (جستجو) -30-8
ناپیوستگی های طولی -1-30-8
به شکل 15-8 توجه فرمایید.
حرکت رویشی A -1-1-30-8
زاویه دوران a = 10° است.
حرکت رویشی B -2-1-30-8
فاصله حرکتی B باید چنان باشد تا تمام جوش موردنظر را پوشش دهد.
حرکت رویشی C -3-1-30-8
گام حرکتی C باید به طور تقریبی نصف عرض کریستال باشد. توجه: حرکت های C و B می توانند در یک الگوی رویشی با هم ترکیب شوند.
ناپیوستگی های عرضی -2-30-8
حرکت رویشی D -1-2-30-8
باید هنگامیکه سطح جوش به صورت همسطح با فلز پایه سنگ زنی شده است، مورد استفاده قرار گیرد.
حرکت رویشی E -2-2-30-8
باید هنگامیکه گرده جوش سنگ زنی و صاف نشده باشد مورد استفاده قرار گیرد. زاویه روشن e حداکثر مساوی 15 درجه است. توجه: الگوی رویش باید طوری باشد که مقطع کامل جوش پوشش داده شود.
جوش الکتریکی سرباره ای و جوش الکتریکی گازی -3-30-8
الگوی رویش E زاویه دوران e تا 60 درجه است. توجه: الگوی رویش باید طوری باشد که مقطع کامل جوش رویش شود.
مثال هایی از گواهی دقت دسی بل -31-8
برای ملاحظه مثال ها به استاندارد مرجع بین المللی پیوست P - AWS D1.1 2020 مراجعه شود.
قسمت چ: سایر روش های آزمایش
کلیات -32-8
این قسمت، شامل روش های NDT می شود که در قسمت های قبلی این فصل و یا فصل 10 ارائه نشده است. روش های ارائه شده در این قسمت به عنوان جایگزین روش ترین روش های ارزیابی باشد که روش های ارائه شده در این فصل و فصل 10 می اپراتور، دستگاه و معیار پذیرش آنها باید به تایید مهندس مشاور برسد.
سیستم های فراصوت پیشرفته -33-8
سیستم های فراصوت پیشرفته شامل و نه محدود به روش های چند پروپ، سیستم های چند کاناله، بازرسی اتوماسیون شده و آرایه های فازی PAUT و TOFD است.
دستورالعمل -1-33-8
دستورالعمل های مکتوب باید شامل متغیرهای اساسی زیر باشد:
- شناسایی تجهیزات شامل سازنده، مدل و شماره سریال.
- نوع پروپ شامل اندازه، شکل، زاویه و فرکانس.
- تنظیمات کنترل رویش برای هر ترکیبی از متغیرهای ارائه شده اینجا.
- دستورالعمل تنظیم و کالیبراسیون دستگاه و پروپ ها با استفاده از استانداردهای صنعتی با نمونه های کار.
- محدوده ضخامت جوش.
- نوع اتصال جوش.
- سرعت رویش.
- تعداد پروپ.
- زاویه رویش.
- نوع رویش (A، B، C یا دیگر)
- نوع ضبط (فیلم، کامپیوتری و یا سایر روش ها)
- بهبود رایانه ای (در صورت استفاده)
- شناسایی نرم افزار رایانه (در صورت استفاده)
- پروتکل تعیین مشخصات و معیارهای پذیرش در صورتیکه با این آیین نامه متفاوت باشد.
الزامات تکمیلی -34-8
ارزیابی دستورالعمل ها -1-34-8
دستورالعمل ها باید با انجام آزمایش های غیرمخرب برای ایجاد و ثبت همه متغیرها و شرایط ضروری NDT و ضبط نتایج ارزیابی شوند. آزمون ارزیابی باید شامل تعیین هر ترکیبی از متغیرهای اساسی یا محدوده متغیرهایی باشد که می تواند حداقل حساسیت موردنیاز را برآورده کند. نتایج آزمایش باید در محیطی که برای آزمایش نهایی مورد استفاده قرار می گیرد ضبط شود. روش آزمایش باید توسط بازرس سطح 3 آزمایش فراصوت تایید شود (بند 2-35-8 ملاحظه شود).
تایید صلاحیت کارکنان -2-34-8
علاوه بر ضوابط ارزیابی صلاحیت کارکنان بند 6-14-8 موارد زیر نیز باید اعمال شود:
- بازرس سطح 2 باید حداقل شش ماه تجربه در زمینه چنین روش هایی در بازرسی جوش سازه یا لوله کشی فلزی باشد.
- بازرس سطح 1 و 2 باید توسط بازرسی سطح 3 تایید شده و دارای حداقل سه ماه تجربه در استفاده از تجهیزات و روش های مشابه بازرسی جوش سازه ها یا لوله کشی فلزی باشد. آزمون صلاحیت این افراد باید شامل آزمون های کتبی و عملی به منظور نشان دادن توانایی استفاده از تجهیزات و روش های مورد استفاده برای آزمایش های تاییدی باشد.
بهبود کیفیت تصویر -3-34-8
ارتقاء رایانه ای کیفیت تصاویر ضبط شده برای بهبود تصویر ضبط شده و بدست آوردن اطلاعات اضافی مشروط بر اینکه حداقل حساسیت موردنیاز و دقت تشخیص عیوب حفظ شود، قابل قبول است. در تصاویر بهبود یافته کامپیوتری باید به وضوح مشخص شود که از روش های بهبود استفاده شده است.
پیوست الف: آزمایش ذرات مغناطیسی (MT)
هدف و دامنه کاربرد -1
هدف از تهیه این سند -1-1
هدف از تهیه این سند بیان نحوه انجام آزمون ذرات مغناطیسی به منظور آشکار کردن ناپیوستگی های سطحی بر روی اتصالات جوشکاری شده فرومغناطیسی است. این دستورالعمل به عنوان یکی از پرکاربردترین روش های مورد استفاده در سازه های فولادی است و سایر روش های آزمون نیز در صورت نیاز قابل استفاده می باشد.
پوشش سند -2-1
این سند همه طرح های اتصالات جوشکاری شده مواد فرومغناطیسی را پوشش می دهد.
محدودیت روش -3-1
در این سند تنها از یوک جریان متناوب برای اعمال میدان مغناطیسی به قطعه استفاده می شود.
محدودیت مواد -4-1
در این سند تنها از ذرات مغناطیسی قابل رویت استفاده می شود.
محدودیت روش مغناطیسی -5-1
در این سند تنها از روش مغناطیسی پیوسته استفاده می شود و استفاده از روش پسماند مجاز است.
مراجع -2
صلاحیت کارکنان -1-2
دستورالعمل احراز صلاحیت کارکنان آزمون های غیرمخرب که براساس SNT-TC-1A تدوین شده است.
استانداردهای فنی -2-2
AWS D1.1، ASTM E 709، ASTM E 1316
تعاریف -3
ناحیه متاثر از حرارت -1-3
به ناحیه ای به عرض حدود 4 میلیمتر اطراف جوش اطلاق می شود که به دلیل اعمال تنش حرارتی، احتمال وجود ناپیوستگی در آن می رود.
ناپیوستگی -2-3
تمامی علائم صحیحی که به دلیل نشتی شار مغناطیسی ایجاد می شود.
ناحیه بازرسی -3-3
به ناحیه جوش و ناحیه متاثر از حرارت اطلاق می شود.
بازرس -4-3
به فردی اطلاق می شود که بر اساس الزامات دستورالعمل احراز صلاحیت کارکنان آزمون های غیرمخرب، واجد صلاحیت شناخته می شود.
نهاد بازرسی -5-3
شخص حقوقی یا بخشی ازشخص حقوقی است که مسئول انجام آزمایش ذرات مغناطیسی است.
نشانه -6-3
علائمی است که تحت اثر نشتی شار مغناطیسی بر روی سطح قطعه تحت آزمون ایجاد می شود.
عیب -7-3
نشانه ناپیوستگی مرتبطی است که خارج از محدود پذیرش استاندارد است.
روش پسماند -8-3
روشی است که ابتدا میدان مغناطیسی به قطعه اعمال می شود و پس از قطع شدن میدان، ذرات مغناطیسی به قطعه اعمال می شود.
روش پیوسته -9-3
روشی است که هم زمان با اعمال میدان مغناطیسی، ذرات مغناطیسی به قطعه اعمال می شود.
ذرات مغناطیسی -10-3
به ذرات مغناطیسی خشک یا تر اطلاق می شود که به منظور آشکار شدن نشتی مغناطیسی به سطح قطعه اعمال می شود.
آزمایشگاه واسنجی معتبر -11-3
به آزمایشگاهی اطلاق می شود که دارای گواهی نامه معتبر ISO/IEC 17025 برای این کار است.
صلاحیت کارکنان آزمون های غیر مخرب (بازرس غیرمخرب) -4
شرایط احراز صلاحیت -1-4
بازرسانی مجاز به انجام آزمایش ذرات مغناطیسی بر اساس این سند هستند که مطابق با الزامات احراز صلاحیت کارکنان آزمون های غیر مخرب، واجد صلاحیت اخذ گواهی سطح 2 شناخته می شوند.
تدوین دستورالعمل -2-4
دستورالعمل احراز صلاحیت کارکنان آزمون های غیرمخرب باید توسط نهاد بازرسی که بازرس را در استخدام خود دارد تدوین شود.
تایید دستورالعمل -3-4
دستورالعمل احراز صلاحیت کارکنان آزمون های غیرمخرب باید توسط کارشناس سطح 3 مسئول نهاد بازرسی بررسی و تائید شود.
نظارت -4-4
کارشناس سطح 3 مسئول نهاد بازرسی موظف است بر فرایند انجام آزمون ذرات مغناطیسی نظارت داشته باشد.
الزامات ایمنی -5
مقررات ملی ساختمان -1-5
به مبحث دوازدهم مقررات ملی ساختمان مراجعه شود.
شرح اقدامات -6
کلیات -1-6
مبانی روش -1-1-6
آزمایش ذرات مغناطیسی، یک روش آزمون غیرمخرب است که با استفاده از خاصیت نشت شار مغناطیسی برای آشکار کردن ناپیوستگی های روی سطح اتصالات جوشکاری شده فرو مغناطیس به کار برده می شود.
محدودیت تشخیص -2-1-6
نظر به اینکه عموما از جریان متناوب الکتریکی (AC) برای مغناطیس کردن قطعه تحت آزمون استفاده می شود، تنها ناپیوستگی های سطحی آشکار می شوند و امکان رویت ناپیوستگی های زیر سطحی میسر نیست.
انواع ناپیوستگی های قابل شناسایی -3-1-6
ناپیوستگی هایی که در این روش آشکار شوند عبارتند از انواع ترک، عدم ذوب، تخلخل (سطح رسیده)، سر رفتگی، عدم پرشدگی، سوختگی کنار جوش، تخلخل سطحی (حفرات گازی).
فرآیند آزمایش -4-1-6
به طور ساده این روش مستلزم ایجاد میدان مغناطیسی بر روی سطح قطعه تحت آزمون و سپس اعمال ذرات ریز مغناطیسی است. این ذرات تحت اثر نشتی شار مغناطیسی در محل ناپیوستگی تجمع نموده و موجب بروز نشانه بر روی سطح قطعه می شود.
جهت میدان مغناطیسی -5-1-6
بیشترین احتمال آشکار شدن ناپیوستگی ها هنگامی است که راستای خطوط مغناطیسی، عمود بر راستای ناپیوستگی ها قرار دارند، بنابراین به منظور اطمینان پوشش کامل ناحیه تحت آزمون لازم است میدان مغناطیسی در دو جهت عمود بر هم اعمال شود.
آماده سازی سطح -2-6
پاکسازی سطح -1-2-6
قبل از انجام آزمون ذرات مغناطیسی، سطح قطعه آزمون در ناحیه جوش و ناحیه متاثر از حرارت و حداقل 25 میلی متر اطراف آن باید خشک و عاری از هرگونه چربی، پوسته، سرباره جوش، پاشش جوش، رنگ و روغن و یا دیگر موادی که می توانند مانع آزمون شوند، باشد.
شرایط پاکسازی -2-2-6
سطح قطعه باید به گونه ای تمیز شود که هیچ آسیبی به قطعه آزمون وارد نشود.
| ردیف | روش تمیزکاری | مواد مورد استفاده |
|---|---|---|
| 1 | تمیزکاری مکانیکی | برس سیمی، سنگ سمباده |
| 2 | تمیزکاری با ذرات ساینده | ذرات با اندازه 500 تا 1500 میکرون |
| 3 | تمیزکاری با واترجت | آب با فشار بالا |
| 4 | تمیزکاری با حلال | حلال های مناسب |
| 5 | تمیزکاری با مواد شیمیایی | مواد شوینده غیرخورنده |
تجهیزات آزمون -3-6
یوک مغناطیسی -1-3-6
برای اعمال میدان مغناطیسی به قطعه از یوک مغناطیسی با جریان متناوب استفاده می شود، که میدان مغناطیسی طولی بین دو پایه آن ایجاد می شود. یوک باید پایه های قابل تنظیمی داشته باشد که امکان اعمال کامل آن به سطح قطعه را میسر کند. پایه های یوک باید سالم و به راحتی قابل تنظیم باشند.
کنترل تجهیزات -2-3-6
اعمالات الکتریکی یوک باید همواره کنترل و از سالم بودن آن اطمینان حاصل شود.
بلوک وزنه -3-3-6
یوک مغناطیسی پیش از هر بار استفاده باید بوسیله بلوک وزنه 4.5 کیلوگرمی مورد سنجش میدان مغناطیسی قرار گیرد. برای این منظور ابتدا پایه یوک باید به میزانی که پوشش دهنده ناحیه بازرسی است، تنظیم شده و سپس بر روی سطح بلوک وزنه قرار گیرد. در صورتی که یوک قادر به بلند کردن بلوک وزنه باشد، یوک کالیبره محسوب شده و از قدرت میدان مغناطیسی کافی برخوردار است.
مشخصات بلوک وزنه -4-3-6
بلوک 4.5 کیلوگرمی برای کنترل قدرت میدان مغناطیسی یوک که باید مطابق با نقشه شماره 1 ساخته شده باشد. وزن این بلوک باید توسط آزمایشگاه معتبر کالیبره شود.
بازه زمانی کالیبراسیون -5-3-6
تعیین بازه زمانی کالیبراسیون همه تجهیزات اندازه گیری و بازرسی باید مطابق با الزامات استاندارد ملی ISIRI-12946 و توسط نهاد بازرسی تعیین و اجرا شود.
نشانگر میدان مغناطیسی -6-3-6
نشانگر میدان مغناطیسی برای تعیین کفایت شدت و راستای میدان بکار گرفته می شود. برای این منظور از سنجه مغناطیسی می توان استفاده نمود. این نشانگر نیاز به کالیبراسیون ندارد.
نشانگر پسماند مغناطیسی -7-3-6
از این تجهیز برای اندازه گیری مقدار پسماند مغناطیسی استفاده می شود. این تجهیز باید توسط آزمایشگاه های معتبر کالیبره شود.
نورسنج -8-3-6
لوکس متر (نور سنج) که برای اندازه گیری شدت نور بر روی سطح قطعه استفاده می شود. این تجهیز باید توسط آزمایشگاه، کالیبره شود.
منبع نور -9-3-6
چراغ قوه که برای تامین میزان شدت نور مورد نیاز بر روی سطح قطعه مورد استفاده قرار می گیرد. بهترین نور مرئی، همانند نور خورشید باید دارای طیف رنگی کامل باشد.
مواد مغناطیسی -4-6
نوع مواد -1-4-6
در این سند تنها از ذرات مغناطیسی تر و قابل رویت برای انجام آزمون استفاده می شود.
بسته بندی مواد -2-4-6
به منظور سهولت در استفاده از مواد و عدم نیاز به سیستم کنترل غلظت مواد از قوطی های فشرده استفاده می شود.
انواع مواد -3-4-6
مواد مغناطیسی به روش مرئی شامل رنگ سفید و جوهر سیاه است.
استاندارد مواد -4-4-6
تمامی این مواد باید الزامات استاندارد E-709 و E-1444 را برآورده نماید.
ترتیب انجام آزمایش -5-6
تعیین نقطه صفر -1-5-6
تعیین موقعیت شروع یا نقطه صفر قطعه باید پیش از انجام عملیات ذرات مغناطیسی انجام شود. برای این منظور باید به گونه ای بر روی سطح قطعه نقطه صفر را مشخص کرد که امکان تغییر آن به راحتی میسر نباشد.
بازرسی چشمی اولیه -2-5-6
ابتدا منطقه مورد آزمون به روش چشمی بازرسی می شود تا هرگونه ناپیوستگی سطحی که ممکن است در انجام آزمون ذرات مغناطیسی تداخل ایجاد کند، شناسایی و برطرف شود.
اعمال رنگ سفید -3-5-6
به منظور افزایش رویت پذیری نشانه های ناپیوستگی و ایجاد تمایز روی سطح ناحیه بازرسی از رنگ سفید مخصوص استفاده می شود. ناحیه ای که باید سفید شود شامل جوش و ناحیه متاثر از حرارت است.
تنظیم پایه های یوک -4-5-6
پایه های یوک باید خارج از ناحیه بازرسی قرار داشته باشند، به همین منظور باید فاصله پایه یوک را برای این منظور تنظیم نمود.
کنترل قدرت میدان -5-5-6
به منظور اطمینان از کفایت قدرت میدان مغناطیسی یوک باید آنرا بر روی بلوک وزنه کالیبره شده قرار داد و یوک را روشن نمود، در صورتی که یوک توانایی بلند کردن بلوک وزنه را داشته باشد، می توان از کفایت قدرت میدان مغناطیسی یوک اطمینان حاصل نمود.
استفاده از نشانگر میدان -6-5-6
برای اطمینان از شدت و جهت میدان مغناطیسی باید از یک نشانگر میدان مغناطیسی استفاده نمود.
کنترل میدان با نشانگر -7-5-6
هنگام استفاده از نشانگر، باید آنرا پس از اعمال رنگ سفید بر روی سطح قطعه قرار داد و با اعمال میدان و جوهر مغناطیسی از کفایت شدت و جهت میدان مغناطیسی اطمینان حاصل نمود. در صورتی که همه خطوط روی سطح برنجی این نشانگر، زیر نور مرئی قابل رویت باشد یا حداقل خطوط عمود بر جهت میدان مغناطیسی مشخص باشد، این موضوع بیانگر کفایت شدت میدان مغناطیسی و جهت آن است. عدم آشکار شدن خطوط بر روی نشانگر، بیانگر عدم کفایت میدان مغناطیسی است و باید فرایند انجام آزمون توسط کارشناس سطح 3 مورد بازنگری قرار گیرد.
نکات استفاده از نشانگر -8-5-6
به هیچ عنوان نباید رنگ سفید را بر روی نشانگر مغناطیسی پاشیده شود. پس از هر بار استفاده از این تجهیز باید سطح آن تمیز و سپس خشک شود.
اعمال میدان و مواد -9-5-6
در این سند از روش پیوسته استفاده می شود، برای این منظور ابتدا میدان مغناطیسی به روش غیر مستقیم با استفاده از یوک به قطعه اعمال می شود و در همین حین، مواد مغناطیسی (جوهر مغناطیسی سیاه) به سطح قطعه اعمال می شود.
قطع میدان -10-5-6
پس از اعمال جوهر مغناطیسی، میدان مغناطیسی قطع می شود.
میدان مغناطیسی طولی -11-5-6
میدان مغناطیسی طولی توسط یوک روی سطح ایجاد می شود. به منظور القای حداکثر میدان مغناطیسی به قطعه لازم تا حد امکان پایه های یوک به سطح قطعه مورد آزمون چسبیده شود.
تنظیم فاصله پایه ها -12-5-6
فاصله بین دو پایه باید به گونه ای تنظیم شود که ناحیه بازرسی به صورت کامل تحت پوشش قرار گیرد.
همپوشانی ناحیه بازرسی -13-5-6
تمامی ناحیه بازرسی با میزان هم پوشانی حداقل 10 درصد باید بازرسی شود.
اعمال میدان در دو جهت -14-5-6
در هر مرحله میدان و ذرات مغناطیسی باید در دو جهت عمود بر هم اعمال شود و نشانه های قابل مشاهده در زیر نور مرئی با شدت حداقل 10 لوکس مورد بررسی قرار گیرد.
مغناطیس زدائی -6-6
شرایط مغناطیس زدایی -1-6-6
درصورتی که مغناطیس پسماند در قطعه مورد آزمون در مراحل بعدی یا در کاربری قطعه تحت آزمون ایجاد اشکال نماید، قطعه باید مغناطیس زدایی شود. این عملیات پس از اتمام آزمون با اعمال مجدد میدان مغناطیسی روی قطعه و کاهش تدریجی آن همراه با تغییر جهت میدان انجام می گیرد. برای این کار از یوک با جریان متناوب استفاده می شود. در این حالت باید یوک را در نزدیک سطح قطعه (بدون آنکه به سطح قطعه چسبیده شود) روشن نموده و به آرامی از سطح قطعه دور نمود. این کار را باید همانند عملیات مغناطیس کردن در دو جهت عمود بر هم انجام داد.
تمیزکاری نهایی -2-6-6
پس از انجام عملیات ذرات مغناطیسی و مغناطیس زدایی (در صورت نیاز) سطح قطعه باید کاملا تمیز و عاری از مواد آزمون ذرات مغناطیسی شود. برای این منظور می توان از برس سیمی استفاده نمود.
تفسیر -7-6
بررسی نشانه ها -1-7-6
پس از اعمال میدان و ذرات مغناطیسی زیر نور مرئی باید ناحیه مورد بازرسی را بررسی نموده و هر گونه نشانه ای که می تواند بیانگر یک عیب باشد را بر روی سطح قطعه مشخص نمود و در صورت نیاز، مجدد آزمون را به منظور اطمینان از وجود نشانه مورد بازرسی قرار داد.
رواداری ها و معیارهای پذیرش -8
مرجع معیار پذیرش -1-8
به جدول شماره 1-8 فصل هشت آیین نامه مراجعه شود.
تعمیر عیوب -2-8
برای برطرف کردن عیوب مشاهده شده به دستورالعمل های معتبر تعمیرات مراجعه شود.
ثبت و گزارش -9
ثبت نشانه های عیوب -1-9
تمامی نشانه هایی که بیانگر عیوب هستند باید در گزارش ثبت و ارائه شوند.
اعتبار گزارشات -2-9
تمامی گزارشاتی که دارای خط خوردگی هستند، مخدوش و فاقد اعتبار محسوب می شوند.
پیوست ب: آزمایش مایع نافذ (PT)
هدف و دامنه کاربرد -1
هدف از تهیه این سند -1-1
هدف از تهیه این سند، بیان نحوه انجام آزمون مایع نافذ به منظور آشکار کردن ناپیوستگی هایی است که بر روی اتصالات جوشکاری شده به سطح راه پیدا کرده اند. این دستورالعمل به عنوان یکی از پرکاربردترین روش های مورد استفاده در سازه های فولادی است و سایر روش های آزمون نیز در صورت نیاز قابل استفاده می باشد.
پوشش سند -2-1
این سند، همه طرح های اتصالات جوشکاری شده را پوشش می دهد.
محدودیت روش -3-1
در این سند، تنها از مواد مایع نافذ قابل رویت (نوع I) به روش برداشت مایع نافذ غیر آبی (روش C) و آشکارساز غیر آبی (فرم E) استفاده می شود.
مراجع -2
صلاحیت کارکنان -1-2
دستورالعمل احراز صلاحیت کارکنان آزمون های غیر مخرب که بر اساس ISO9712 یا SNT-TC-1A تدوین شده است.
استانداردهای فنی -2-2
AWS-D1.1، ASTM-E165، AMS-2644، QPL-AMS-2644، ASTM-E 1220، ASTM-E 1316
اصطلاحات و تعاریف -3
ناحیه متاثر از حرارت -1-3
به ناحیه ای به عرض حدود 4 میلیمتر اطراف جوش اطلاق می شود که بدلیل اعمال تنش حرارتی، احتمال وجود ناپیوستگی در آن می رود.
ناپیوستگی -2-3
همه نشانه و علائم صحیحی که به دلیل خروج مایع نافذ از ناپیوستگی ها ایجاد می شود.
ناحیه بازرسی -3-3
به ناحیه جوش و ناحیه متاثر از حرارت اطلاق می شود.
بازرس -4-3
به فردی اطلاق می شود که بر اساس الزامات دستورالعمل احراز صلاحیت کارکنان آزمون های غیرمخرب، واجد صلاحیت شناخته می شود.
نهاد بازرسی -5-3
شخص حقوقی یا بخشی از شخص حقوقی است که مسئول انجام آزمایش مایع نافذ است.
نشانه -6-3
علامتی است که تحت اثر خروج مایع نافذ از ناپیوستگی ها برروی سطح قطعه تحت آزمون ایجاد می شود.
عیب -7-3
نشانه ناپیوستگی مرتبطی است که خارج از محدود پذیرش استاندارد است.
مایع نافذ قابل رویت (نوع I) -8-3
مایع قرمز رنگی است که تنها دارای یک حساسیت است و برای آشکار کردن عیوبی که به سطح راه یافته است استفاده می شود.
روش برداشت مایع نافذ غیر آبی (روش C) -9-3
این روشی است که در ابتدا از دستمال سفید، تمیز، جاذب رطوبت و خشک برای برداشت مایع نافذ اضافه و سپس دستمال سفید، تمیز، جاذب رطوبت و مرطوب به مایع بردارنده استفاده می شود.
آشکارساز غیر آبی (فرم E) -10-3
این آشکارساز به صورت مخلوط سوسپانسیون در حلال غیر آبی است و به صورت اسپری به سطح قطعه اعمال می شود.
آزمایشگاه واسنجی معتبر -11-3
به آزمایشگاهی اطلاق می شود که دارای گواهی نامه معتبر ISO/IEC 17025 برای این کار است.
صلاحیت کارکنان آزمون های غیر مخرب (بازرس غیرمخرب) -4
شرایط احراز صلاحیت -1-4
بازرسانی مجاز به انجام آزمون مایع نافذ بر اساس این سند هستند که مطابق با الزامات احراز صلاحیت کارکنان آزمون های غیر مخرب، واجد صلاحیت اخذ گواهی سطح 2 شناخته می شوند.
تدوین دستورالعمل -2-4
دستورالعمل احراز صلاحیت کارکنان آزمون های غیرمخرب باید توسط نهاد بازرسی که بازرس را در استخدام خود دارد، تدوین شود.
تایید دستورالعمل -3-4
دستورالعمل احراز صلاحیت کارکنان آزمون های غیرمخرب باید توسط کارشناس سطح 3 مسئول نهاد بازرسی بررسی و تائید شود.
نظارت -4-4
کارشناس سطح 3 مسئول، نهاد بازرسی موظف است بر فرایند انجام آزمون مایع نافذ نظارت داشته باشد.
الزامات ایمنی -5
مقررات ملی ساختمان -1-5
مبحث دوازدهم مقررات ملی ساختمان مراجعه شود.
شرح اقدامات -6
کلیات -1-6
مبانی روش -1-1-6
آزمایش مایع نافذ، یک روش آزمون غیر مخرب است که با استفاده از خاصیت مویینگی برای آشکار کردن ناپیوستگی هایی که به سطح راه پیدا کرده اند، استفاده می شود.
انواع ناپیوستگی های قابل شناسایی -2-1-6
ناپیوستگی هایی که می توان در این روش آشکار شوند عبارتند از انواع ترک ها، عدم ذوب هایی که به سطح رسیده اند، سر رفتگی، عدم پرشدگی، سوختگی کنار جوش، تخلخل سطحی (حفرات گازی).
حساسیت به آلودگی -3-1-6
این روش نسبت به آلودگی های سطحی بسیار حساس است و پیش از اعمال مایع نافذ باید از پاکیزگی سطح قطعه اطمینان کامل داشت، برای تمیزکاری سطح قطعه نمی توان از روش بلستینگ استفاده نمود.
مواد بازرسی -4-1-6
در بازرسی قطعات از جنس فولادهای زنگ نزن باید از مواد شوینده/بردارنده غیر هالوژنی استفاده نمود. مواد مورد استفاده در فرایند بازرسی مایع نافذ باید از یک خانواده و یک برند باشند.
آماده سازی سطح -2-6
پاکسازی سطح -1-2-6
قبل از انجام بازرسی مایع نافذ، ناحیه بازرسی و حداقل 25 میلی متر اطراف آن باید تمیز، خشک و عاری از هرگونه آلودگی باشد این آلودگی ها عبارتند از: روغن، گریس، چربی، پوسته، سرباره، پاشش جوش، رنگ یا هر عامل دیگری که دهانه ناپیوستگی ها را بسته یا حجم آنها را کاهش دهد.
ممنوعیت بلستینگ -2-2-6
برای آماده سازی سطح نباید از روش بلستینگ استفاده نمود.
روش های تمیزکاری -3-2-6
برای تمیزکاری سطح می توان از شوینده ها (پاک کننده ها)، حلال های آلی یا محلول های رسوب زدا و برای برداشت رنگ می توان از رنگ بردار استفاده نمود.
شرایط تمیزکاری -4-2-6
ترکیبات حلال تمیزکننده نباید به قطعه آسیب وارد نماید.
خشک کردن سطح -5-2-6
بعد از آماده سازی، سطح قطعه باید کاملا خشک و عاری از رطوبت باشد.
تجهیزات آزمون -3-6
| ردیف | تجهیزات | شرح |
|---|---|---|
| 1 | منبع نور | چراغ قوه با شدت نور کافی |
| 2 | نورسنج | لوکس متر برای اندازه گیری شدت نور |
| 3 | مواد نافذ | مایع نافذ قابل رویت |
| 4 | شوینده/بردارنده | حلال برای پاک کردن مواد اضافی |
| 5 | آشکارساز | آشکارساز غیر آبی |
| 6 | بلوک مقایسه PT | برای کنترل کیفیت آزمایش |
کالیبراسیون تجهیزات -1-3-6
تعیین بازه زمانی کالیبراسیون تمامی تجهیزات اندازه گیری و بازرسی باید مطابق با الزامات استاندارد ملی ISIRI-12946 و توسط نهاد بازرسی تعیین و اجرا شود.
نورسنج -2-3-6
نور سنج که برای اندازه گیری شدت نور بر روی سطح قطعه استفاده می شود. این تجهیز باید توسط آزمایشگاه کالیبره شود.
منبع نور -3-3-6
چراغ قوه که برای تامین میزان شدت نور مورد نیاز بر روی سطح قطعه مورد استفاده قرار می گیرد. بهترین نور مرئی، همانند نور خورشید باید دارای طیف رنگی کامل باشد.
مواد نافذ -4-6
دمای آزمایش -1-4-6
درجه حرارت مایع نافذ و یا سطح مورد آزمایش باید بین 5 درجه سانتیگراد الی 52 درجه سانتیگراد باشد.
خارج از محدوده دمایی -2-4-6
در صورتیکه نیاز به انجام بازرسی در خارج از محدوده دمایی فوق باشد و امکان سرد یا گرم کردن قطعه میسر وجود نداشته باشد باید از بلوک مقایسه برای اثبات صحت انجام آزمون استفاده نمود.
استاندارد مواد -3-4-6
تمامی مواد بکار رفته در این روش شامل مایع نافذ، شوینده بردارنده و آشکار ساز باید از فهرست مندرج در سند QPL-AMS 2644 یا معادل آن انتخاب شوند.
تاریخ مصرف مواد -4-4-6
تنها از مایع نافذ، شوینده بردارنده و آشکار سازهایی می توان استفاده کرد که تاریخ مصرف آنها معتبر باشد.
ترتیب انجام آزمون -5-6
تعیین نقطه صفر -1-5-6
تعیین موقعیت شروع یا نقطه صفر قطعه باید پیش از انجام عملیات مایع نافذ انجام شود. برای این منظور باید به گونه ای بر روی سطح قطعه نقطه صفر را مشخص کرد که امکان تغییر آن به راحتی میسر نباشد.
بازرسی چشمی اولیه -2-5-6
ابتدا منطقه مورد آزمون به روش چشمی بازرسی می شود تا هرگونه ناپیوستگی سطحی که ممکن است در انجام آزمون مایع نافذ تداخل ایجاد می کند، شناسایی و برطرف شود.
اعمال مایع نافذ -3-5-6
اطمینان از تمیزی سطح -1-3-5-6
پیش از اعمال مایع نافذ باید از تمیزی سطح از هرگونه آلودگی اطمینان حاصل نمود.
روش اعمال -2-3-5-6
مایع نافذ را می توان با اسپری کردن یا با فرچه به سطح قطعه اعمال نمود.
زمان نفوذ -3-3-5-6
برای نفوذ مایع نافذ به درون ناپیوستگی ها، باید حداقل 5 دقیقه زمان در نظر گرفت، مدت زمان نفوذ مایع نافذ با کاهش دما باید افزایش باید اما این زمان، نباید بیش از 60 دقیقه شود. در هر صورت زمان نفوذ، نباید بیش از آنچه که تولید کننده مایع نافذ عنوان کرده است، تعیین شود.
برداشت مایع نافذ اضافی -4-5-6
برداشت دقیق -1-4-5-6
بعد از طی زمان نفوذ، ماده نافذ اضافی باید به دقت از روی سطح قطعه به گونه ای برداشته شود که مایع نافذ داخل ناپیوستگی ها پاک نشود. برای برداشتن مایع نافذ اضافه، ابتدا از پارچه سفید، تمیز، جاذب رطوبت و خشک استفاده می شود، و باقیمانده آن، با استفاده از دستمال آغشته به بردارنده شوینده به آرامی پاک می شود.
پرهیز از اعمال مستقیم -2-4-5-6
برای به حداقل رساندن برداشت مایع نافذ از ناپیوستگی ها، باید دقت کرد که از اعمال زیاد بردارنده شوینده و بخصوص اعمال مستقیم آن به سطح قطعه، اکیدا خودداری نمود.
اعمال آشکارساز -5-5-6
زمان اعمال آشکارساز -1-5-5-6
بعد از برداشت مایع نافذ، و از اطمینان از خشک شدن سطح قطعه، باید آشکارساز به سطح قطعه اسپری شود.
آماده سازی آشکارساز -2-5-5-6
قوطی حاوی آشکارساز باید پیش از مصرف، بخوبی تکان داده شود تا از معلق شده ذرات آشکارساز اطمینان حاصل شود.
روش اعمال آشکارساز -3-5-5-6
آشکار ساز باید بصورت یک لایه نازک و یکنواخت اعمال شود.
زمان آشکارسازی -4-5-5-6
زمان آشکارسازی باید حداقل 10 دقیقه در نظر گرفته شود، این زمان از هنگام خشک شدن آشکارساز بر روی سطح قطعه آغاز می شود.
حداکثر زمان آشکارسازی -5-5-5-6
حداکثر زمان مجاز آشکارسازی نباید 60 دقیقه تجاوز نماید.
تفسیر -6-5-6
زمان ارزیابی -1-6-5-6
ارزیابی نهایی یا تفسیر باید پس از خشک شدن آشکار ساز بر روی سطح قطعه آغاز شود.
شدت نور -2-6-5-6
حداقل شدت نور بر روی سطح قطعه تحت آزمون نباید کمتر از 1076 لوکس باشد.
نشانه های قرمز رنگ -3-6-5-6
در صورت وجود هر گونه ناپیوستگی، آشکارساز روی سطح قطعه به مایع نافذ آغشته شده و نشانه های قرمز رنگ بر روی سطح آشکار می شود.
نشانه های صورتی روشن -4-6-5-6
نشانه هایی که به رنگ صورتی روشن هستند، می توانند بیانگر ناپیوستگی های کم عمق باشند.
اندازه نشانه -5-6-5-6
اندازه نشانه اگرچه ممکن است بزرگتر از اندازه ناپیوستگی باشد اما به عنوان اندازه ناپیوستگی محسوب می شود.
رواداری ها و معیارهای پذیرش -7
مرجع معیار پذیرش -1-7
به جدول شماره 1-8 فصل هشت آیین نامه مراجعه شود.
تعمیر عیوب -2-7
برای برطرف کردن عیوب مشاهده شده به دستورالعمل های معتبر تعمیرات مراجعه شود.
ثبت و گزارش -8
ثبت نشانه های عیوب -1-8
تمامی نشانه هایی که بیانگر عیوب هستند باید در گزارش ثبت و ارائه شوند.
اعتبار گزارشات -2-8
تمامی گزارشاتی که دارای خط خوردگی هستند، مخدوش و فاقد اعتبار محسوب می شوند.
فصل نهم- جوشکاری گلمیخ
1-9 گستره
این فصل شامل ضوابط عمومی برای جوشکاری گلمیخ اهوالدی به قطعه فوالدی است و به عالوه در برگیرنده ضوابط تولید اتصال، کنترل کیفیت تولید، خواص مکانیکی و کنترل کیفیت اتصال و ارزیابی فرایند و دستورالعمل جوشکاری و جوشکار می باشد.
2-9 ضوابط عمومی
1-2-9 طراحی گلمیخ
گلمیخ ها باید دارای طرحی مناسب برای جوشکاری قوسی به اعضای فوالدی با استفاده از دستگاه جوش اتوماتیک گلمیخ باشد در نقشه ها، مشخصات فنی خصوصی و یا سایر مدارک طراحی تعریف شود. مشخصات باشند. نوع و اندازه گلمیخ های سریهن در شکل 9-1 آزمایش های مکانیکی و جاسازی نشان داده شده است. سایر انواع شکل سر گلمیخ که مؤید برآورده شدن الزامات طراحی باشد، با تأیید مهندس قابل استفاده است.
1-1-2-9 مشخصات سازنده
مشخصات دائمی سازنده باید روی کلگی گلمیخ های مهار ی سریهن و میله های مهار ی تغییر شکل داده شده، حک شده باشد.
2-2-9 محافظ قوس
هر گلمیخ باید دارای یک حلقه محافظ قوس از جنس سرامیک یا مصالح مناسب دیگر باشد.
2-2-9 روکش
گلمیخ های با قطر 8 میلی متر یا بزرگتر، باید دارای روکش مناسب به منظور پایدارسازی قوس و اکسیدزدایی در حین جوشکاری باشند. گلمیخ های با قطر کمتر از 8 میلی متر می توانند دارای روکش فوق نباشند.
4-2-9 پایه گلمینخ
پایه گلمینخ باید تنها برای انجام جوشکاری استفاده شود. ارزیابی پایه گلمینخ باید برای تأیید پیش از استفاده انجام شود. آزمایشات ارزیابی باید با همان نوع محافظی که در حین جوشکاری به کار می رود استفاده شود. هزینه کنترل کیفیت و ارزیابی گلمینخ بر عهده پیمانکار است. پیمانکار باید گلمینخ را طبق مشخصات استاندارد ارزیابی کند. در موارد خاص، بنا به درخواست مهندس ناظر، پیمانکار باید اطالعات زیر را ارائه دهد:
- شرحی از مشخصات گلمینخ و حلقه محافظ آن
- برگ تأیید کیفیت کارخانه سازنده مبنی بر تأیید کیفیت پایه گلمینخ مطابق مشخصات بند 9-9
- اطالعات آزمایش ارزیابی گلمینخ
5-2-9 پرداخت گلمینخ
تولید و پرداخت گلمینخ می تواند به وسیله عملیات کلغزنی، نورد یا کاری ماشین انجام شود. گلمینخ تولیدشده باید دارای کیفیت یکنواخت و خواص عینی باشد که عاری از هر نوع عیوب نامطلوبی باشد که می تواند تأثیر نامطلوبی بر کیفیت جوش و کارایی مورد نظر برای کاربرد گلمینخ داشته باشد. برخی عیوب شامل پلیسه، لوچه، شکاف، ترک، تابیدگی، خمیدگی، یوناپ ها سیستم یا ناخالصی خارجی است.
ترک های شعاعی در کلگی گلمینخ که با عمیق نابیوسنگی با شکاف صورت به توأم جدایی شعاعی تعریف می شوند، معمولاً با شکاف خودگی در کودک گلمینخ معرفی می شوند. بعضی از این ترک ها به ترتیب اثرات منفی روی مقاومت سازمانی، مقاومت خودگی و دیگر پارامترهای مقاومتی کلگی گلمینخ دارند. صرف نظر از این ترک ها قابل اندازه گیری چشمی هستند و قبول می شوند.
6-2-9 مصالح گلمیخ
گلمیخ ها باید از مصالح میله تولیدشده به روش سرد کشش با روش اکسیژن زدایی آلومینیوم ساخته شده باشند. * سیلیسیوم آرام با نیمه آرام باشد.
* مثال فوالد پیلور ASTM A29 گریدهای 1010 تا 1020
7-2-9 ضخامت فلز پایه
در صورتیکه گلمیخ بطور مستقیم به فلز پایه جوشکاری شود، ضخامت فلز پایه نباید کمتر از 1/3 برابر قطر گلمیخ باشد. برای جوشکاری روی عرشه فوالدی، قطر گلمیخ نباید بزرگتر از 2/5 برابر ضخامت فلز پایه باشد. گلیمخ به هیچ وجه نباید به بیش از دو الیه عرشه فوالدی جوش داده شود.
3-9 ضوابط مکانیکی
1-3-9 ضوابط مکانیکی استاندارد
مشخصات مکانیکی، غیر از مواردیکه در قسمت های بعدی می آید، باید توسط مهندس مشاور مشخص شود. سازنده مخیر است مشخصات مکانیکی گلمیخ ها را بعد از اتمام عملیات سرد و یا پس از تکمیل ساخت و بر اساس قطر تمام شده گلمیخ، تعیین نماید. در هر حالت، گلمیخ باید الزامات جدول 9-1 (بند 1-3-9) را برآورده نماید.
| نوع | نوع1 | نوع2 | نوع3 |
| مقاومت کششی (Fu) | 420 (N/mm2) | 420 (N/mm2) | 552 (N/mm2) |
| مقاومت تسلیم (Fy) | 340 (N/mm2) | 350 (N/mm2) | 485 (N/mm2) |
| ازدیاد طول در 50 میلی متر نسبت به 5 برابر قطر | حداقل %20 | حداقل %17 | حداقل %15 |
| کاهش سطح مقطع | حداقل %50 | حداقل %50 | - |
توجه:
- گلمیخ نوع1 در هر نوع و اندازه ای برای مصارف عمومی به غیر از تأمین عملکرد انتقال برش در طراحی و اجرای تیرهای مرکب مورد استفاده است.
- گلمیخ نوع2 به صورت سرپهن، خم شده یا به شکل های دیگر، در قطرهای 12، 16، 20، 22، 25 میلی متری در طراحی و اجرای تیرهای مرکب و مهاربندی بتن و برای تأمین انتقال برش به کار می رود.
- گلمیخ نوع2 از جنس میله های فوالدی است که مطابق ضوابط استاندارد ASTM A496 شکل داده می شود و دارای قطر معادل قطر استوانه ای است که دارای وزن واحد طول یکسان باشد. طبق ضوابط A496 حداکثر قطر این گلمیخ ها 16 میلی متر است. درصورت استفاده از میله هایی با قطر بزرگتر، باید توجه داشت که خواص فیزیکی آنها پس از تغییر شکل و نورد، مشابه ضوابط مذکور در استاندارد ASTM A496 باشد.
2-3-9 آزمایش
مشخصات مکانیکی گلمیخ ها باید مطابق استانداردهای مربوطه، تعیین شود. یک نمونه از تجهیزات آزمایش کشش در شکل 2-9 نشان داده شده است.
با درخواست مهندس مشاور، پیمانکار موظف به ارائه مدارک زیر است:
- برگه تأیید کیفیت کارخانه سازنده مبنی بر مطابقت مشخصات گلمیخ های تحویلی با ضوابط بندهای 9-2 و 9-3
- تأییدیه گزارش آزمایش کارخانه سازنده، که شامل آخرین اطالعات تکمیلی از آزمایش های مکانیکی کنترل کیفیت گلمیخ ها، مطابق با الزامات ضوابط بند 3-9 برای هر محموله تحویلی به کارگاه می باشد.
- گزارشات آزمایش مصالح (CMTR) از تأمین کننده فوالد که نشان دهنده قطر، خواص شیمیایی و رده مشخصه ذوب برای هر شماره ذوب باشد.
4-3-9 عدم دسترسی به آزمایش های کنترل کیفی
هنگامیکه امکان دسترسی به نتایج آزمایش های کنترل کیفیت کارخانه سازنده نیست، پیمانکار موظف به تهیه و ارائه گزارش های آزمایش مکانیکی مطابق موارد ذکر شده در بند 3-9 برای هر بهر گلمیخ های بدون مشخصه می باشد. گلمیخ های غیرقابل ردیابی نباید استفاده شود.
5-3-9 گامپخ های اضافی
مهندس مشاور می تواند از گامپخ های اضافی برای آزمایش های کنترل کیفی مکانیکی، از هر نوع و اندازه، انتخاب کند. تهیه این گامپخ ها به عهده پیمانکار و هزینه انجام آزمایش بر عهده کارفرما می باشد.
4-9 ضوابط اجرایی
1-4-9 تمیزی
در حین جوشکاری، گامپخ ها باید عاری از هر گونه زنگ، خوردگی، پوسته، روغن، چربی، رطوبت و هر گونه موادی که اثر نامطلوب روی عملیات جوشکاری دارند باشند.
2-4-9 محدودیت پوشش ها
ریگ آمیزی، گالوانیزه کردن، و کادمیم اندود پایه گامپخ از قبل جوشکاری مجاز نیست.
3-4-9 آماده سازی فلز پایه
سطح قطعه ای که گامپخ ها به آن جوش می شوند باید عاری از هر گونه زنگ، پوسته، رطوبت، رنگ، یا هر ماده ای که مانع از انجام یک جوش قابل قبول شود باشد. سطح این قطعه می تواند با برس سطوح، سنبه زنی، رنگ کردن، سنگ زدن تمیز شود.
4-4-9 رطوبت
محافظ قوس یا حلقه سرامیکی باید کاملاً خشک باشد. اگر محافظ به اثر باران مرطوب شده باشد، باید قبل از استفاده به مدت دو ساعت در دمای 120 درجه سلسیوس قرار داده شود تا کاملاً خشک شود.
5-4-9 ضوابط فواصل
فواصل طولی و عرضی برشگیرهای گامپخ (نوع B) از یکدیگر و همچنین فاصله آنها از لبه بال تیر یا شاهدتی نسبت به آنچه در نقشه ها نشان داده شده است می تواند مغایریت داشته باشد. حداکثر فاصله از لبه بال تیر تا گامپخ 25 میلی متر است. حداقل فاصله از لبه پایه گامپخ ترجیحاً نباید کمتر از 40 میلی متر باشد. این فاصله به عالوه به قطر گامپخ مساوی 3 میلی متر می باشد.
6-4-9 برداشتن محافظ قوس
در مورد گلمیخ هایی که در داخل بتن مدفون می شوند، حلقه محافظ باید شکسته و برداشته شود. در مورد سایر گلمیخ ها، شکستن حلقه محافظ اجباری نیست، اما بهتر است انجام شود.
7-4-9 معیار پذیرش
گلمیخ ها پس از اتمام جوشکاری، باید عاری از هر گونه ناپیوستگی یا موادی باشند که مانع از عملکرد مورد انتظار آنها شود. با این حال، عدم ذوب در ناحیه ترشح شده و ترشح و ذوب کامل 0.26* و شکاف های کوچک قابل پذیرش هستند.
5-9 روش جوشکاری گلمیخ
1-5-9 جوشکاری مکانیزه خودکار
گلمیخ ها باید با استفاده از تجهیزات خودکار جوشکاری گلمیخ، که به یک منبع جریان یک سو با قطبیت منفی متصل است، جوش داده شوند. ولتاژ جوشکاری، شدت جریان، زمان و وضعیت تبانه های جوشکاری برای گذاشتن و برداشتن گلمیخ ها باید بر اساس تجربیات قبلی و یا توصیه های سازندگان گلمیخ و تجهیزات مربوطه و یا هر دو، به صورت بهینه قرار گیرد.
2-5-9 جوشکاری همزمان به وسیله چند تپانچه
اگر بیش از دو تپانچه جوشکاری به یک منبع تغذیه متصل باشند، در هر لحظه تنها یک تپانچه باید در جریان عملیات باشد و قبل از آغاز جوشکاری با تپانچه دوم، منبع انرژی باید از نو آماده شود.
3-5-9 حرکت تپانچه جوشکاری
در حین جوشکاری، تپانچه مربوطه باید تا زمان انجماد فلز مذاب جوش، عمود بر فلز پایه و بدون حرکت، در موقعیت اولیه جوشکاری نگاه داشته شود.
4-5-9 دمای محیط و فلز پایه
در حالتی که دمای فلز پایه کمتر از 18- درجه سلسیوس می باشد و یا سطح جوشکاری در اثر نزوالت جوی مرطوب است، باید از انجام جوشکاری پرهیز کرد. هنگامی که در حین جوشکاری دمای فلز پایه زیر صفر درجه سلسیوس است، از هر 100 عدد گلمیخ، یک عدد باید طبق ضوابط مشروع در بندهای 3-1-7-9 و 4-1-7-9 آزمایش شود، با این استثناء که زاویه تقریبی آزمایش باید 15 درجه باشد؛ این آزمایش ها عالوه بر آزمایش دو گلمیخ اولی است که در هنگام شروع مرحله جدید جوشکاری یا تغییر در وضعیت سیستم انجام می شود.
5-5-9 انتخاب جوش گوشه
بنابر انتخاب پیمانکار، جوشکاری گلمیخ ها می تواند بصورت جوش گوشه با استفاده از دستورالعمل جوشکاری ارزیابی شده معالیق با ضوابط فصل 5 و 6، با شرط تأمین ضوابط زیر، انجام شود.
1-5-5-9 کنترل تولید
برای گلمیخ هایی که به روش جوش گوشه جوشکاری می شوند انطباق با بند 7-9 مورد نیاز نیست.
2-5-5-9 مصالح گلمیخ
- گلمیخ هایی که ضوابط بند 6-2-9 را برآورده نمایند مجاز به استفاده در دستورالعمل جوشکاری پیش تایید شده هستند.
- برای انتخاب فلز پرکننده سازگار، مصالح گلمیخ باید به عنوان فلزات گروه 2 در نظر گرفته شود.
3-5-5-9 تمیزی
سطوح فلز باید به اندازه ای تمیز باشد که جوش تولیدی، ضوابط فصول 7 و 8 را برآورده نماید. تمیزی گلمیخ و سطح فلز باید مطابق بند 3-4-9 باشد. فلز پایه به نحوی آماده سازی شود که ضوابط بند 1-4-9 و 7-1-14 را برآورده نماید.
4-5-5-9 آماده سازی گلمیخ
در انجام جوش گوشه، انتهای گلمیخ باید به گونه ای آماده شود که در تماس با فلز پایه قرار گیرد. در صورتیکه تماس کامل بین سطح گلمیخ و فلز پایه میسر نشود، شرایط زیر باید اعمال شود:
- فاصله بین گلمیخ و فلز پایه نباید از 2 میلی متر در هر قسمت تجاوز نماید مگر مواردی که در بند زیر مجاز شده است.
- اگر فاصله بیش از 2 میلی متر باشد، بعد جوش گوشه باید به اندازه فاصله ریشه افزایش یابد و یا اینکه پیمانکار به نحوی نشان دهد که گلویی مؤثر جوش تأمین شده است.
5-5-5-9 خال جوش ها
استفاده از خال جوش به منظور سهولت نصب، مجاز است. خال جوش ها باید مطابق ضوابط 7-17 باشند.
6-5-5-9 حداقل بعد جوش
در صورت استفاده از جوش گوشه، حداقل بعد جوش باید بر اساس بیشترین مقدار خواسته شده مطابق جداول 7-7 یا 2-9 باشد.
7-5-5-9 پیش گرمایش
فلز پایه ای که گلمیخ ها به آن جوش می شوند، باید مطابق دستورالعمل جوشکاری پیش گرمایش شود.
8-5-5-9 جوشکاران
جوشکاران برای اجرای جوش گوشه باید مطابق فصل 6 و 10 تأیید صالحیت شده باشند.
9-5-5-9 تعمیر جوش های گوشه گلمیخ
جوش های گوشه که نیاز به تعمیر دارند باید مطابق بند 7-25 انجام شود.
10-5-5-9 بازرسی چشمی
تمامی جوش های گوشه و تعمیرهای انجام شده باید تحت بازرسی چشمی مطابق بند 8-9 قرار گیرند.
| قطر گامپخ (mm) | حداقل بعد جوش گوشه (mm) |
| 6-11 | 5 |
| 12 | 6 |
| 16-20-22 | 8 |
| 25 | 10 |
6-9 ضوابط ارزیابی گامپخ ها
تمامی دستورالعمل های جوشکاری باید توسط پیمانکار مکتوب شود.
1-6-9 دستورالعمل های پیش تاییدشده
به طور معمول گامپخ های منطبق بر بند 6-2-9 که در کارگاه و یا در محل، در موقعیت تخت و در یک سطح افقی مسطح به فلز پایه گروه 1 و 2 جدول 3-5 جوش می شوند، با اتکا به نتایج آزمایش ارزیابی کارخانه سازنده گامپخ، در صورتی که در محدوده آمپر و زمان پیشنهادی سازنده انجام شود، پیش تایید شده فرض می شوند. وضعیت تخت به عنوان شیب ±15 درجه روی سطحی که گامپخ به آن جوش می شود، تعریف می شود. برای سطوح منحنی رواداری وضعیت تخت در نقطه مماس جایی که گامپخ قرار است جوش شود، اندازه گیری می شود.
2-6-9 دستورالعمل های جوشکاری ارزیابی شده با آزمایش
مواردی که با استفاده از جوشکاری خودکار انجام شده و نیاز به انجام آزمایش های ارزیابی دارند، به شرح زیر می باشند:
- گامپخ های مورد استفاده در سطوح غیرصاف یا سطوح صاف در موقعیت قائم یا سقفی
- گامپخ هایی که از روی عرشه جوش داده می شوند. آزمایش باید با نازکترین مصالح مورد استفاده در اجرا (کمتر از 12 میلی متر از گروه 1 و 2 نباشد)، با همان پوشش و مواد پایه ضخیم ترین ورق عرشه مورد استفاده در اجرا انجام شود.
- گامپخ هایی که به فوالدهای غیر از گروه های 1 و 2 جدول 3-5 جوش می شوند.
3-6-9 مسئول انجام آزمایش
پیمانکار، مسئول انجام آزمایش ها می باشد. انجام آزمایش ممکن است توسط پیمانکار، کارخانه سازنده گامپخ ها و یا یک گروه آزمایشی و به توافق طرفین قرارداد صورت گیرد.
4-6-9 آماده سازی نمونه آزمایشی
1-4-6-9 نمونه های آزمایش
برای ارزیابی حاالتی که مصالح پایه از گروه های 1 و 2 جدول 3-5 می باشند، نمونه می تواند از فوالد S235 (St 37) و یا فوالد های ردیف 1 و 2 جدول 3-5 باشد.
2-4-6-9 اطالعات ثبت شده
در ارزیابی حاالتی که مصالح پایه غیر از گروه های 1 و 2 جدول 3-5 می باشند، مصالح نمونه آزمایشی از نقطه نظر ترکیب شیمیایی و فیزیکی و رده باید به طور دقیق مشابه فوالد مصرفی در اجرا باشد.
5-6-9 تعداد نمونه ها
برای هر قطر، وضعیت و هندسه سطح، باید 10 نمونه آزمایشی به طور متوالی براساس دستورالعمل جوشکاری، جوش داده شود.
6-6-9 آزمایش های مورد نیاز
10 نمونه آزمایشی باید تحت حداقل یکی از آزمایش های خمش، پیچش و یا کشش قرار گیرد.
7-6-9 روش های آزمایش
1-7-6-9 آزمایش خمش
گلمیخ ها باید با خمش متناوب 30 درجه در جهت مخالف، در یک دستگاه آزمایش معمولی مطابق شکل 4-9 آزمایش شوند. همچنین این آزمایش به وسیله خم کردن گلمیخ به میزان 90 درجه نسبت به محور گلمیخ انجام می گیرد. در صورتیکه پس از خم کردن گلمیخ، شکست در ورق یا در تنه گلمیخ اتفاق بیفتد، و هیچگونه شکستی در جوش به وجود نباید، نتایج قابل پذیرش خواهد بود.
2-7-6-9 آزمایش پیچش
تحت آزمایش پیچش قرار می گیرد. در صورتیکه محل شکست قطعه آزمایشی از ناحیه جوش گلمیخ مطابق شکل 3-9 نباشد، نتایج آزمایش قابل پذیرش است.
3-7-6-9 آزمایش کشش
در این آزمایش، گلمیخ با استفاده از دستگاهی که قابلیت اعمال نیروی الزم را داشته باشد، تا مرحله گسیختگی تحت کشش قرار می گیرد. در صورتی که محل شکست قطعه آزمایشی از ناحیه جوش نباشد، نتایج آزمایش قابل پذیرش است.
8-6-9 گزارش آزمایش ارزیابی
گزارش آزمایش ارزیابی باید شامل موارد زیر باشد:
- نقشه ای که نشان دهنده شکل، قطر گامین و حلقه محافظ باشد.
- شرح کامل در مورد مصالح پایه و گامین و حلقه محافظ.
- موقعیت جوشکاری و تنظیمات زمان و نوع جریان جوشکاری.
- ثبت نتایج آزمایش ها به گونه ای که هر لحظه قابل دسترسی باشد.
7-9 کنترل در حین ساخت
1-7-9 آزمایش پیش تولید
1-1-7-9 شروع نوبت
قبل از انجام هر جوشکاری با اندازه و نوع خاصی از گلمیخ و همچنین در آغاز هر نوبت کار روزانه، باید اولین جفت گلمیخ جوش شده را آزمایش نمود. روش جوشکاری باید بر روی مصالحی مشابه با آنچه که در حین تولید و ساخت (از لحاظ ضخامت و خواص) مورد استفاده است، مورد آزمایش قرار گیرد. اگر در حین آزمایش به ضخامت قطعه واقعی دسترسی نیست، تا 25 درصد تغییر نسبت به ضخامت اصلی نیز قابل قبول است. وضعیت جوشکاری گلمیخ ها در حین آزمایش، باید با وضعیت جوشکاری آنها در اجرا (تخت، قائم یا سقفی) یکسان باشد.
2-1-7-9 انتخاب عضو تولیدی
به استثنای حالات و طبق بند 5-1-7-9 که استفاده از ورق آزمایشی جداگانه الزامی است، گلمیخ های آزمایشی را می توان به قطعه اصلی جوش نمود.
3-1-7-9 ضوابط ترشح
نمونه های گلمیخ جوش شده باید تحت بازرسی چشمی قرار گیرند. ناحیه ترشح در پای گلمیخ باید ترشح و ذوب کامل 360 درجه داشته باشد و هیچ بریدگی در بدنه گلمیخ وجود نداشته باشد.
4-1-7-9 آزمایش خمش و پیچش
عالوه بر بازرسی چشمی، آزمایش باید شامل خم کردن گلمیخ به اندازه تقریبی 30 درجه، پس از سرد شدن باشد. آزمایش خم را می توان به کمک یک اهرم و یا ضربات چکش انجام داد. در مورد گلمیخ های رزوه شده، آزمایش پیچش مطابق شکل 3-9 جایگزین آزمایش خمش می شود. در دمای کمتر از 10 درجه سلسیوس، انجام آزمایش باید با بارگذاری آهسته صورت گیرد.
5-1-7-9 وقوع شکست
اگر در بازرسی چشمی نمونه آزمایش گلمیخ، ترشح و ذوب 360 درجه مشاهده نشود و یا در حین آزمایش، گسیختگی در ناحیه جوش اتفاق بیافتد، روش جوشکاری باید اصالح شده و سپس حداقل دو عدد گلمیخ به عضو جداگانه یا عضو سازه جوش شود و مطابق ضوابط بندهای 4-1-7-9 مورد آزمایش قرار گیرد. اگر هر یک از دو گلمیخ آزمایش دوم در حین آزمایش گسیخته شوند، قبل از انجام جوشکاری گلمیخ ها به عضو مورد نظر (به طور مثال بال تیر)، باید جوشکاری آزمایشی بر روی ورق های آزمایشی جداگانه انجام شده تا نتیجه آزمایش مورد اطمینان باشد.
2-7-9 عملیات جوشکاری
با شروع عملیات جوشکاری، در صورت اعمال هر گونه تغییر ی در وضعیت مدار جوشکاری، مطابق موارد تعریف شده در بند 1-7-9 لازم است آزمایش های مشروح در بندهای 4-1-7-9 و 4-1-7-9 انجام گیرد.
3-7-9 تعمیر گلمیخ
اگر در حین تولید، ترشح به صورت 360 درجه کامل نباشد، می توان جوش را با اضافه کردن حداقل جوش گوشه مورد نیاز به ناحیه بدون ترشح، مطابق با بند 5-8-9 تعمیر نمود. جوش اصالحی باید حداقل 10 میلی متر پس از هر ناحیه ناپیوستگی و معیوب، ادامه یابد.
4-7-9 ارزیابی جوشکاری
آزمایش پیش تولید ارائه شده در بند 1-7-9 می تواند برای ارزیابی ابراتور جوشکاری گلمیخ استفاده شود. قبل از انجام هر گونه عملیات ساخت، در صورتیکه جوشکار دارای سوابق ارزیابی در گذشته نباشد، به عنوان ارزیابی، باید یک جفت گلمیخ توسط جوشکار جوش داده شود و مطابق با ضوابط بندهای 4-1-7-9 و 4-1-7-9 مورد آزمایش قرار گیرد. قابل پذیرش بودن این نمونه ها مؤید صالحیت جوشکار بوده و جوشکار می تواند جوش های عملی را آغاز نماید.
5-7-9 تعمیر محدوده گلمیخ برداشته شده
هنگامیکه یک گلمیخ معیوب از سطح عضو تحت تنش کششی برداشته می شود، سطحی که گلمیخ مورد نظر از آن قسمت حدف شده باید سنگ زده شود و صاف و همسطح شود. اگر در هنگام برداشتن گلمیخ از روی سطح فلز پایه، حفره ای ایجاد شود، برای پر کردن آن باید از جوشکاری قوس فلزی با الکترود پوشش دار کم هیدروژن استفاده نمود. سطح جوشکاری نیز پس از اتمام عملیات سنگ زده شده و همسطح می شود. در صورتیکه گلمیخ حذف شده در ناحیه فشاری عضو باشد و گسیختگی در تنه و با ناحیه ذوب جوش باشد، می توان بدون تعمیر محل گلمیخ معیوب، در نزدیکی ناحیه مورد نظر، یک گلمیخ دیگر جوش کرد (به بند 5-4-9 مراجعه شود). اگر در حین کندن گلمیخ معیوب، فاز پایه قلوه کن شود، روش اصالحی مطابق روش مذکور در مورد ناحیه کششی است. در صورتیکه عمق عیب موجود در جوشکاری کمتر از 3 میلی متر یا 7 درصد ضخامت فاز پایه باشد، حفرات و ناپیوستگی های ناحیه جوشکاری را می توان به جای پر کردن با جوش سنگ زد. اصالح و سنگ زدن فاز پایه باید قبل از نصب گلمیخ جایگزین، صورت گیرد. گلمیخ های جایگزین اگر از نوع بدون رزوه باشند باید تحت آزمایش خمیدگی به میزان 15 درجه نسبت به محور مرکزی خود قرار گیرند و اگر رزوه شده باشند، انجام آزمایش پیچش برای آنها الزم است. به طور کلی در مورد سازه هایی که در معرض دید هستند، پس از برداشتن گلمیخ معیوب، باید دقت بیشتری را برای تمیز و صیغلی کردن ناحیه مورد نظر مبذول داشت.
8-9 ضوابط اجرا و بازرسی در حین تولید
1-8-9 بازرسی چشمی
وقتی در بازرسی های چشمی، عدم ترشح و ذوب کامل 360 درجه دیده شود و یا نیاز به اصالح برخی از نواحی جوشکاری باشد، گلمیخ های اصالح شده باید تحت آزمایش خمش به میزان تقریبی 15 درجه نسبت به محور عمودی عضو قرار گیرند. در مورد گلمیخ های رزوه شده می توان از آزمایش پیچش استفاده نمود. روش خم کردن گلمیخ ها مطابق بند 4-1-7-9 در مورد نمونه هایی که جوش دورتادور آنها کمتر از 360 درجه است، باید در خالف سمتی باشد که عیب جوش در آن مشاهده شده است. انجام آزمایش پیچش مطابق شکل 3-9 صورت می گیرد.
2-8-9 آزمایش های اضافی
در صورتیکه شرایط فراهم باشد، مسئول بازرسی و کنترل کیفی می تواند تعداد بیشتری گلمیخ برای انجام آزمایش های مذکور در بند 1-8-9 انتخاب کند.
3-8-9 معیار پذیرش خمش گلمیخ
در صورتیکه هیچگونه شکست و گسیختگی در نمونه های خم شده از نوع برشگیرهای گلمیخ (نوع2) و انکرهای تغییر شکل یافته (نوع3) و یا گلمیخ هایی که در بتن مدفون می شوند (نوع1) مشاهده نشود، استفاده از آنها در ساخت مجاز بوده و می توان آنها را به صورت خم شده باقی گذاشت. تمامی خمکاری ها و صاف کردن گلمیخ ها باید بدون استفاده از حرارت انجام شود، مگر اینکه شرایط دیگری توسط مهندس مشاور مقرر شود.
4-8-9 معیار پذیرش آزمایش پیچش
آزمایش پیچش گلمیخ های رزوهای (نوع1) که نشانه ای از گسیختگی نداشته تا اندازه بار گواه پیچشی مطابق شکل 3-9 باشد، برای استفاده مجاز است.
5-8-9 اقدام اصالحی
اگر در حین عملیات اجرایی، کیفیت گلمیخ های جوش شده بنابر قضاوت مهندس ناظر مطابق ضوابط مشروح در قسمت بازرسی و آزمایش نباشد، پیمانکار موظف به جایگزینی با اصالح می باشد. در این حالت با هزینه پیمانکار، روش های اصالحی به کار گرفته می شود تا کیفیت جوش منطبق بر ضوابط آیین نامه شود.
6-8-9 انتخاب کارفرما
با تقبل هزینه از طرف کارفرما در هر زمان، سازنده موظف به ارائه نمونه ای از گلمیخ های مورد مصرف در پروژه، برای انجام آزمایش های ارزیابی است.
9-9 ضوابط ارزیابی پایه گلمیخ سازندگان
1-9-9 هدف
هدف از ضوابط ارائه شده در این بخش، توصیف آزمایش های لازم برای تأیید صلاحیت جوش پذیری گلمیخ برای سازندگان است.
2-9-9 مسئولیت آزمایش ها
مسئولیت انجام آزمایش ارزیابی بر عهده سازنده گلمیخ است. این آزمایش ها می تواند توسط یک شرکت ثالث با تأیید مهندس ناظر انجام شود. شرکت مذکور باید گزارش تأیید شده ارسالی به سازنده گلمیخ و نتایج همه آزمایش ها شامل اطلاعات مندرج در بند 10-9-9 را ارائه نماید.
3-9-9 محدوده ارزیابی
ارزیابی پایه گلمیخ، شامل ارزیابی گلمیخ های با همان هندسه، روکش، محافظ قوس، همان قطر و قطرهای کوچکتر تا 2 می شود. پایه گلمیخ که با رده فوالد ASTM A29 ارزیابی شده و خواص مکانیکی استاندارد (بند 1-3-9) را برآرده می کند، شامل ارزیابی همه رده های فوالد ASTM A29 می شود، مشروط بر اینکه منطبق بر سایر مقررات این بخش باشد.
4-9-9 دوره ارزیابی
پایه گلمیخ با یک سایز مشخص و محافظ قوس که یکبار ارزیابی شده باشد، تا زمانیکه سازنده تغییری در هندسه گلمیخ، مصالح، روکش یا محافظ قوس که بر خواص جوشکاری اثر می گذارد، نداده باشد، ارزیابی شده تلقی می شود.
5-9-9 آماده سازی نمونه ها
1-5-9-9 مصالح
نمونه های آزمایش باید با جوشکاری گلمیخ های انتخابی به ورقهای مناسب از جنسی S235 (S137) یا هر رده دیگر ی از جدول 3-5-9 آماده شود. آزمایش ارزیابی گلمیخ هایی که روی عرشه فوالدی جوشکاری می شوند، باید بوسیله عرشه فوالدی که در اجرا استفاده می شود، صورت پذیرد. جوشکاری در حالت افقی تخت انجام شود. آزمایش برای گلمیخ های رزوهای باید روی قسمت ای که بدون رزوه هستند، انجام شود.
2-5-9-9 تجهیزات جوشکاری
گلمیخ ها باید با تجهیزات جوشکاری خودکار، تبانیجه جوشکاری و منبع جریان پیشنهاد شده توسط کارخانه سازنده گلمیخ، جوشکاری شوند. ولتاژ جریان و زمان جوشکاری (بند 9-6-9) باید برای هر نمونه، اندازه گیری و ثبت شود. بردن و فرو بردن آنها باید مطابق توصیه سازنده و در حالت بهینه باشد.
6-9-9 تعداد نمونه های آزمایش
1-6-9-9 جریان بالا
برای گلمیخ با قطر 22 میلی متر و کمتر، باید 30 نمونه بطور متوالی با زمان بهینه ثابت، اما با جریان 10 درصد بالاتر از حد بهینه جوش داده شود. برای گلمیخ، قطر بیش از 22 میلی متر، 10 نمونه آزمایش باید بطور متوالی با زمان بهینه ثابت جوش داده شوند. شدت جریان و زمان بهینه، حد وسط محدوده ای است که معموالً توسط سازنده برای جوشکاری توصیه می شود.
2-6-9-9 جریان پایین
برای گلمیخ با قطر 22 میلی متر و کمتر، باید 30 نمونه بطور متوالی با زمان بهینه ثابت، اما با جریان 10 درصد پایین تر از حد بهینه جوش داده شوند. برای گلمیخ با قطر بیش از 22 میلی متر، نمونه بطور متوالی با زمان بهینه ثابت و جریان 5 درصد کمتر از حد بهینه، جوش داده شود.
3-6-9-9 عرشه فوالدی
برای گلمیخ هایی که به عرشه فوالدی جوش می شوند، محدوده قطر پایه باید با جوش دادن 10 گلمیخ در جریان و زمان بهینه توصیه شده سازنده، مطابق موارد زیر تعیین شود:
- حداکثر و حداقل قطرهای جوش داده شده به ضخامت عرشه گیج 16 با پوشش G90
- حداکثر و حداقل قطرهای جوش داده شده با دو الیه عرشه گیج 16 با پوشش G60
- حداکثر و حداقل قطرهای جوش داده شده به ضخامت عرشه گیج 18 با پوشش G60 روی یک الیه به ضخامت عرشه گیج 16 با پوشش G60
- حداکثر و حداقل قطرهای جوش داده شده به دو الیه با ضخامت گیج 13 اما با پوشش G60
محدوده قطرها از حداکثر تا حداقل قطرهای جوش شککده روی دو الیه عرشککه فوالدی گیج 13 با پوشککش گالوانیزه G60، جوشکاری یک یا دو الیه عرشه فوالدی با ضخامت گیج 13 یا کمتر را ارزیابی شده تلقی می کند.
7-9-9 آزمایش ها
1-7-9-9 آزمایش های کشش
ده عدد از نمونه های ساخته شده مطابق بند 9-9-6-1 و ده عدد از نمونه های بند 9-9-6-2، باید در یک نگهدارنده مشابه شکل 9-2، تحت آزمایش کشش قرار گیرند. با این تفاوت که گلمیخ های بدون سر (کلگی) باید از انتهای فاقد جوش خود در فک دستگاه تست کشش گرفته شوند. در صورتیکه تمام نمونه های آزمایشی دارای مقاومت کششی برا بر یا باالتر از حداقل مقادیر ذکر شده در بند 9-3-1 باشند، پایه گلمیخ به عنوان ارزیابی شده تلقی می شود.
2-7-9-9 آزمایش های خمش (گلمیخ های با قطر 22 میلی متر یا کمتر)
بیست نمونه ساخته شده مطابق بند 9-9-6-1 و 9-9-6-2 باید تحت آزمایش خمش 30 درجه از محور اصلی در جهات مخالف تا وقوع شکست قرار گیرد. گلمیخ ها باید تحت آزمایش خمش مطابق شکل 9-4 قرار گیرند، با این تفاوت که گلمیخ های با قطر زیر 12 میلی متر را می توان با دستگاهی مشابه شکل 9-5 آزمایش نمود. در صورتیکه تمام نمونه های آزمایش خمش از محل ورق یا تنه گلمیخ و نه در جوش و ناحیه متأثر از حرارت گسیخته شده باشد، به عنوان ارزیابی شده تلقی می شود. تمام نمونه های گلمیخ با قطر باالی 22 میلی متر تنها باید تحت آزمایش کشش قرار گیرد.
9-9-9 آزمایش های مجدد
اگر شکست در جوش یا ناحیه متأثر از حرارت در هر یک از گروه های نمونه خمش، مطابق بند 2-7-9-9 و یا اینکه مقاومت کششی کمتری در هر یک از نمونه های آزمایش کشش مطابق بند 1-7-9-9 اتفاق بیافتد، یک گروه نمونه جدید (مطابق بند های 2-6-9-9) یا 1-6-9-9 باید آماده سازی و آزمایش شود. اگر شکست در نمونه های جدید تکرار شود، پایه گلمیخ در آزمایش ارزیابی مردود می شود.
10-9-9 پذیرش
برای پذیرش ترکیب پایه گلمیخ و محافظ قوس شرکت سازنده، هر گلمیخ از هر دسته 30 نمونه ای، باید تحت آزمایش با آزمایش مجدد قرار گیرد و الزامات بند 7-9-9 را برآورده نماید. ارزیابی یک گلمیخ، تمامی گلمیخ ها با قطر اسمی مشابه را ارزیابی شده تلقی می کند.
11-9-9 اطالعات آزمایش ارزیابی سازنده
اطالعات آزمایش باید شامل موارد زیر باشد:
- نقشه هایی که شامل شکل ها و ابعاد با رواداری گلمیخ، محافظ قوس و روکش باشد.
- توضیح کامل مصالح مورد استفاده در گلمیخ ها، شامل تعداد و نوع روکش و توضیح محافظ قوس
- نتایج تأیید شده آزمایش ها
فصل دهم: سازه های لوله و قوطی
گستره
1-10
شامل سازه های لوله ای و قوطی می شود. این اتصالات شامل الزامات این فصل تنها مطابق با تعاریف بند 3 و فصل 3-10 با مقاطع لوله ای و قوطی دیگر و یا اتصالات مقاطع لوله ای و قوطی به ورق های تخت مقاطع دیگر می شود. در تمام این فصل مقاطع مستطیلی، شامل مقاطع مربعی نیز می شود مگر اینکه خلاف آن ذکر شود.
دامنه عبارت "اعضای لوله و قوطی"
1-1-10
شامل موارد زیر است:
1. مقاطع توخالی HSS دایره ای
2. مقاطع HSS مستطیلی
3. مقاطع HSS مربعی
4. اعضای ساخته شده از ورق یا نیم رخ که با درزهای طولی جوش شیاری با نفوذ کامل (CJP) ساخته می شوند و به عنوان اعضای طولی مطابق با ضوابط این فصل طراحی شده باشند.
برای مقاصد طراحی، این فصل باید در کنار ضوابط مربوطه از قسمت الف بخش 4 استفاده شود. تمامی ضوابط فصل دهم به هر دوی بارهای استاتیکی یا چرخه ای (سیکلی) اعمال می شود، اما ضوابط خستگی بند 3-2-10 تنها در بارهای چرخه ای (سیکلی) موضوعیت دارند.
قسمت الف: طراحی اتصالات قوطی و لوله
طراحی
2-10
اتصالات لوله و قوطی تحت بارهای استاتیکی
1-2-10
ضوابط طراحی اعضا و اتصالات لوله و قوطی تحت بارهای استاتیکی در مبحث دهم از مقررات ملی ساختمان ارائه شده اند. مطابق با ضوابط این مبحث، اعضا و اتصالات را می توان به روش مقاومت مجاز (ASD) یا روش ضرایب بار و مقاومت (LRFD) طراحی کرد.
تنش های جوش
2-2-10
تنش های موجود در جوش به استثنای موارد اعمالی به مقاطع مستطیلی و مربعی HSS که طبق بند AISC-360 اصالح می گردند، نباید بیش از مقادیر جدول 2-10 باشد.
مبحث دهم: طرح و اجرای ساختمان های فولادی
| سطح مقاومت مورد نیاز | فلز پر کننده (الف) | فلز پر کننده با مقاومت برابر یا کمتر از فلز پر کننده متناسب با فلز پایه قابل استفاده است | فلز پر کننده متناسب با فلز پایه استفاده شود | فلز پر کننده متناسب با فلز پایه با استفاده شود | فلز پر کننده با مقاومت برابر یا کمتر از فلز متناسب با فلز پایه قابل استفاده است | فلز پر کننده با مقاومت برابر یا کمتر از فلز متناسب با فلز پایه قابل استفاده است |
| طرحی به روش بار و مقاومت (LRFD) | مقاومت اسمی | 0.6Fy | 0.6Fy | 0.6FEXX | Fy | 0.6Fy |
| 0.6FEXX | Fy | مشابه با فلز پایه یا مقداری که با هندسه اتصال محدود می شود | Fy | 0.6FEXX | ||
| ضریب مقاومت φ | 0.9 | 0.9 | 0.8 | 0.9 | 0.9 | |
| فلز پایه 0.8 فلز جوش 0.9 | 0.9 | 0.75 | 0.75 | |||
| طراحی به روش تنش مجاز (ASD) | تنش مجاز | مشابه فلز پایه (ب) | 0.40Fy فلز پایه | 0.3FEXX فلز پر کننده | مشابه فلز پایه | مشابه با فلز پایه یا مقداری که با هندسه اتصال محدود می شود |
| مشابه فلز پایه | 0.3FEXX | (ث) | 0.3FEXX | مقداری که با هندسه اتصال محدود می شود |
نوع تنش:
- کشش یا فشار موازی با محور جوش (ب)
- برش یا برش ناشی از کشش ی فشار عمود بر مساحت مؤثر (ب)
- برش در مساحت مؤثر
- کشش عمود بر مساحت مؤثر
- کشش، فشار یا برش روی فلز پایه در مجاورت جوش مطابق شکل های 7-17 و 9-17 تا 11-17 (جوش های مقاطع قوطی و لوله که تنها از سمت خارج و بدون ورق پشت بند انجام شده باشد)
- کشش، فشار یا برش روی مساحت مؤثر جوش شیاری که از دو سمت یا با ورق پشت بند انجام شده باشد
- کشش یا فشار موازی با محور جوش
- برش روی مساحت مؤثر
- برش روی گلویی مؤثر فارغ از راستای بار (بند 5-17)
نوع درز در اتصال لوله و قوطی:
- جوش های لب به لب طولی (درز جوش طولی)
- درز جوش لب به لب محیطی
- درز جوش اتصالات سازه ای T, Y و K در سازه هایی که برای بارگذاری بحرانی، مانند خستگی طراحی شده باشند که معمولاً مستلزم جوش های CJP باشد.
- درزهای طولی در اعضای قوطی شکل ساخته شده از ورق
- درزهای جوش در اتصالات سازه ای T, Y و K در اتصالات دایره ای رویهم و درزهای جوش قطعات الحاقی به مقاطع قوطی
نوع جوش:
- جوش شیاری با نفوذ کامل
- جوش گوشه
اتصالات قوطی و لوله ای تحت بارهای چرخه ای (سیکلی)
3-2-10
اتصالات لوله ای و قوطی تحت تنش های تکرار شونده باید علاوه بر ضوابط عمومی قسمت ب فصل 4، با ضوابط این بند طراحی شوند. در مواردی که دامنه تنش و تعداد چرخه نظیر، کمتر از مقادیر منحنی K2 مطابق شکل 1-10 می باشد، تحلیل خستگی ضرورتی ندارد. موارد دیگری که شامل طراحی خستگی نمی شوند، باید با نظر مهندس طراح، تأیید شود. دامنه تنش اعمالی، دامنه تنش اسمی محاسبه شده با استفاده از روش های متعارف تحلیل اعضای تحت بار و لنگر اعمالی روی مقطع ناخالص و دامنه تنش های محوری، برشی و خمشی می باشد. پارامترهای طراحی تنش خستگی و منحنی های S-N (های تنش- تعداد چرخه های بار) برای دسته های مختلف تنش در بند 3-3-2-10 ارائه شده اند.
دامنه تنش و نوع عضو
1-3-2-10
در طراحی اعضا و اتصالات تحت تغییرات تکرار شونده، مقدار تنش بار زنده، تعداد چرخه های تنش، دامنه مورد انتظار تنش و نوع و موقعیت عضو یا جزئیات باید مد نظر قرار گیرد.
طبقه بندی تنش خستگی
2-3-2-10
نوع و موقعیت مصالح باید مطابق جداول 1-10 و 3-10 دسته بندی شود.
| حرش | یدنهمتسه شتنا | Cr تیاث | هئاتسا شتنا Fm (MPa) | هلقط یلامتحا عورش | یرووصت لاغم |
| شن تاعسار رب دومع شوچ یاهرزرد -1 شنپ | |||||
| با لخاد هدننک رب رافا و هیاپ رافا -1-1 شوچ اب باب هب باب یاهه لصفو رواجم لمحم رد دنیمش قور هک CIP یرابش لحم رد دنیمش قور هک .دنامی یاقب دوخ رایش لخاد شوچ لخاد زا یاه لماع اف اب و اریش زا حراخ شوچ لخاد دنیمش 12mm زا رتمک هک هیاپ هب اب | D | 22×108 | 48 | هجنپ زا شوچ اب یرابش هجنپ شوچ لاصتا دنیمش | |
| E | 11×108 | 31 |
محدودیت پایه ای تنش مجاز
3-3-2-10
هنگامیکه ملزم به در نظر گرفتن خستگی در مشخصات طراحی باشیم، حداکثر تنش نباید از تنش مجاز پایه ای ارائه شده در ضوابط دیگر و دامنه تنش در تعداد چرخه معلوم نباید از مقادیر ارائه شده در شکل 1-10 تجاوز کند.
| (الف) شت نوم | وضعیت | دسته بندی تنش |
| TCBR | لوله ساده جوش نشده | A |
| TCBR | لوله با درز طولی | B |
| TCBR | وسله آب به آب، جوش شیاری با نفوذ کامل سنگ خورده و مسطح شده و بازرسی شده با آزمایش فراصورت | B |
| TCBR | اعضا با سخت کننده های طولی پیوسته جوش شده | C1 |
| TCBR | وسله های آب به آب، جوش شیاری با نفوذ کامل بدون عملیات دیگر | C2 |
| TCBR | اعضایی با سخت کننده های عرضی (حلقاهای) | D |
| TCBR | اعضا با قطعات الحاقی متفرقه مانند براکت، گیره و غیره | D |
| TCBR | اتصالات صلیبی و سپری با جوش شیاری نفوذ کامل CIP (به استثنای اتصالات لوله ای) | D |
| TCBR | اتصالاتی که به عنوان اتصالات ساده با جوش T, Y, K طراحی شده باشند (شامل اتصالات پوششی که عضو اصلی در هر تقاطع، الزامات برش متناوب رایج) را برآورده می کنند). ملاحظه شود (ب). | DT |
| F | اتصالات سپری و صلیبی متعادل با جوش PIP با جوش گوشه (چرخ در اتصالات لوله ای و قوطی) | E |
| F | اعضایی که با روش پوشش مشاعله، روش پوشش، سخت کننده های طولی، روش گاست و غیره، خاتمه پیدا می کند (به استثنای اتصالات لوله ای و قوطی) | E |
| F | ساده با جوش PIP با جوش گوشه به علاوه اتصالات لوله ای و قوطی پیچیده که در آن ها ظرفیت برش متناوب رایج عضو اصلی نمی تواند کل بار را حمل کند و انتقال بار با همپوشانی (برون محوری منفی) ورق گاست، سخت کننده های حلقوی و غیره انجام شود (مورد ب ملاحظه شود). | ET |
| F | جوش انتهایی ورق پوشش، روش پوشش مشاعله، جوش های ورق گاست، سخت کننده ها و غیره | F |
| F | اتصالات سپری و صلیبی تحت کشش یا خمش، با جوش های گوشه با PIP (چرخ در اتصالات لوله ای و قوطی) | F |
| F | تحت کشش یا خمش، با جوش های گوشه PIP | FT |
| X2 | اعضای متقاطع در اتصالات ساده T, Y, K هر اتصالی که کفایت آن با آزمایش روی مدل دقیق مقیاس شده با تحلیل تئوریک (مثلاً به روش اجزای محدود) بررسی شده باشد. | X2 |
| X1 | مشابه حالت یک اما با نیمتر بهبود یافته بر اساس بندهای 6-3-2-1 و 7-3-2-1 | X1 |
| X1 | تقاطع مخروطی - استوانه ای تقویت نشده | X1 |
| X2 | اتصالات ساده T, Y, K در آن ها نسبت کدام R/L در عضو اصلی بیشتر از 24 نباشد | X2 |
| X1 | اما با نیمتر بهبود یافته بر اساس بندهای 6-3-2-1 و 7-3-2-1 | X1 |
الف) های دامنه تنش (به عبارتی کل رفت و برگشتی، کشش C، فشار B، خمش R) و خمشی محوری است. اگر بر اساس هندسه اتصال ضرایب تمرکز تنش با نقاط واقعی تنش بحرانی مشخص شده تر باشند، استفاده از نمودارهای تجربی شکل 1-10 (ب) با منحنی های Xi یا Xi ارجح است.
ب) نمودارهای تجربی شکل 1-10 بر اساس آزمایش های با گاما برای R/tc بین 18 تا24 با اعضای اصلی بسیار سنگین R/tc 0 هستند که در حاشیه اطمینان دارند. برای اعضای اصلی با R/tc بزرگتر از24 (به نسبت R/tc) باید تنش مجاز را کاهش داد: تنش از منحنی K
در صورت مشخص بودن ضرایب تمرکز تنش واقعی با نقاط بحرانی کرنش، استفاده از منحنی های با Xi ارجح است.
ضریب تمرکز تنش [1] SCF = 1 + 1.17 tan ∇ √Yb
cos ∇
که در رابطه فوق:
∇: زاویه در محدوده تغییر انتقالی
Yb: نسبت شعاع به ضخامت مقطع در ناحیه انتقالی
ت) دامنه چرخه ای برش مشکده بر اساس رابطه زیر محاسبه می شود:
Vp = τ sinθ α fa + √(0.67 fby2 + (1.5 fbz)2)
که در رابطه فوق:
θ و τ طبق شکل 2-10 تعریف شده اند.
fa: دامنه چرخه ای (سیکلی) تنش اسمی برای نیروی محوری عضو فرعی
fby: دامنه چرخه ای (سیکلی) تنش خمشی درون صفحه
fbw: دامنه چرخه ای (سیکلی) تنش خمش خارج از صفحه
α مطابق زیر تعریف می شود:
| ک کی رد اضصا همه که K تلااصا رد یروحم راب یا رب یا هدننام هعضم و یضنس یضرف یاتسار رد یاهراب و دننام هعضم (چ) دننام اب نامزقت ییلمع | α = 1.0 + 0.7g / db 1 ≤ α < 1.7 |
| Y و T تلااصا رد یروحم راب یا رب یا هدننام | α = 1.7 Qq |
| عطاقتم تلااصا رد یروحم راب یا رب یا هدننام | α = 2.4 |
| (چ) هعضم نوورد شخا یارب | α = 0.67 |
| (چ) هعضم زا جراخ شخا یارب | α = 1.5 |
ج) فاصله θ در شکل 2-10 (ج)، (ث)، (ج) تعریف شده است. قطر عضو نوعی، dh است.
و) برای ترکیب خمش درون صفحه و برون صفحه از مقادیر α و Ω استفاده شود.
1 - Reversal
آسیب تجمعی
4-2-3-10
زمانی که عامل خستگی شامل دامنه های تنش با بزرگای متغیر و تعداد چرخه های متفاوت باشد، نسبت آسیب خستگی تجمعی D که مجموع آثار تمام بارهای مختلف است، نباید فراتر از یک شود. D به صورت زیر تعریف می شود:
D = Σ (n / N)
که در رابطه فوق:
n: تعداد چرخه های تکرار اعمالی در یک دامنه تنش مشخص
N: تعداد چرخه هایی که برای یک دامنه تنش مشخص مطابق شکل 1-17 مجاز است.
اعضای بحرانی
2-2-3-10
برای اعضای بحرانی که شکست آن ها به تنهایی باعث خسارت عمده شود، مقدار D باید حداکثر به 0.5 محدود شود.
بهبود رفتار خستگی
6-2-3-10
به منظور بهبود رفتار خستگی و در جایی که در اسناد پیمان ذکر گردیده باشد، به شرح زیر می توان برای جوش های قوطی و لوله ای در اتصالات T, Y و K بهبودهایی در نیمرخ جوش اعمال کرد:
(1) می توان الیه جوش اضافه ای اجرا کرد که سطح جوش به آرامی با فلز پایه مجاور امتزاج یافته و مشابه نیمرخ نشان داده شده در شکل 11-17 گردد. نسبت به دایره ای که قطری برابر یا بزرگتر از ضخامت عضو فرعی متصل شونده دارد، نباید زخمی با عمق بیش از 1 میلی متر در نیمرخ جوش وجود داشته باشد.
(2) سطح جوش را می توان تا رسیدن به نیمرخ نشان داده شده در شکل 11-10 سنگ زد. رد باقی مانده از سنگ زنی باید عمود بر محور جوش باشد.
(3) می توان با ابزار سنگین پنجه جوش را تقدونی کرد تا به شکل موضعی تغییر شکل های پلاستیک ایجاد شود که شکل انتقال بین جوش و فلز پایه را به حالتی نرم درآورد. این کار باعث ایجاد تنش پسماند فشاری می شود.
عملیات تقدونی همواره باید پس از بازرسی چشمی انجام شود و پس از اتمام آن آزمایش ذرات مغناطیسی (MT) به شرح زیر انجام شود. ملاحظات لازم در خصوص احتمال کاهش موضعی طاقت شیاری، به علت تقدونی، در جوش های مورد نظر (تمام جوش هایی که تحت تقدونی قرار گرفته اند) باید برای ناپیوستگی های سطحی و نزدیک به سطح تحت آزمایش ذرات مغناطیسی قرار گیرند. هر مورد ناپیوستگی رویت شده که با سنگ زنی سبک قابل رفع نباشد باید مطابق با بند 7-25-4-1 تعمیر شود.
آثار بعد و نیمرخ جوش
7-3-2-10
قابل استفاده بودن جوش ها به منظور خستگی، به حداکثر بعد جوش یا ضخامت فلز پایه به شرح زیر محدود می شود:
- C₁: 50 میلی متر ضخامت عضو نازک تر در ناحیه تبدیل
- C₂: 25 میلی متر الحاقی
- D: 25 میلی متر الحاقی
- E: 25 میلی متر الحاقی
- ET: 28 میلی متر عضو فرعی
- F: 18 میلی متر بعد جوش
- FT: 25 میلی متر بعد جوش
در مواردی که از ابعاد فوق فراتر رفته شود، باید ملاحظاتی برای کاهش تنش های مجاز یا بهبود نیمرخ جوش در نظر گرفته شود. برای اتصالات T, Y, K دو سطح عملکرد خستگی در جدول 4-10 ارائه شده است. در صورت نامشخص بودن سطح عملکرد، طراح باید سطح یک را منظور کند و در شرایطی که خستگی مطرح نیست، سطح دو، کمینه استاندارد قابل قبول است.
| جدول 4-10 | ||
| حطس ۱ | حطس ۲ | |
| شوج خرس نیمرچ | یارب یعرف ریغتم تاعاضض تیودودحم (mm) DT و X₂, X₁ هورگ (mm) K₂, X₂ هورگ | |
| 9-10 لکش درادناتسا تخن شوج نیمرچ | 10 | 16 |
| 10-10 هجیتو هشوت شوج ای اه یمریچ | 16 | 38 تیودودحم یکیاتسا راشفر ای راب یارب درادن و دوجو تماخش |
| نومزآ اب 11-10 لکش رغم هدش شوج نیمرچ (۱) 6-3-2-10 دعب قبط کیسد | 25 | دودحم نام |
| گنس اماتک، 11-10 لکش مرغم شوج نیمرچ (۲) 6-3-2-10 دعب قبط هدش هدز | دودحم نام | — |
1 - Locally degraded notch toughness
نام گذاری و اجزای اتصالات لوله ای و قوطی
3-10
اعضای سازه های لوله ای و قوطی باید مطابق شکل 2-10 نام گذاری شوند.
علامت و اختصارات
4-10
علامت و اختصارات مورد استفاده در این بخش در پیوست یک معرفی شده اند.
(الف) مقاطع لوله ای
(ب) مقاطع قوطی
(د) اتصالات (ب) اتصالات سپری (T)
(الف) فاصله مربوطه بین مهارهایی است که بارهای آن عمدتاً متعادل باشند. نوع (۲) را گاهی اتصال N هم می نامند.
شکل 2-10 اجزای اتصالات لوله ای و قوطی
(ج) اتصال متقاطع
فاصله
برون محوری
همپوشانی
عضو متقاطع
ب) اتصالات دارای برون محوری نسبت به اتصالات هم محور
دنبالاتم داخلی
کاست
حلقه سخت کننده خارجی
بار له کننده
(د) نمونه هایی از اتصالات پیچیده تقویت شده
(ج) اتصال ساده لوله ای و قوطی
تبدیل
تبدیل
(د) اتصالات ماسوره ای و تبدیل ها
شکل 2-10 (ادامه) – اجزای اتصالات لوله ای و قوطی
طراحی جوش
2-10
طول مؤثر جوش
1-2-10
در طراحی جوش برای عناصر فرعی عمود بر راستای عضو طولی (شامل ورق ها) یا عمود بر محور اعضای فرعی در اتصالات پوششی، باید طول مؤثر جوش (نسبتی از طول کل جوش) را در نظر گرفت.
طول مؤثر جوش برای اعضای لوله ای، قوطی مربعی و قوطی مستطیلی باید بر اساس بندهای 5-5-17 و 6-5-17 لحاظ گردد.
جوش گوشه
2-2-10
مساحت مؤثر
1-2-2-10
مساحت مؤثر جوش باید طبق بند 2-4-4-17 تعیین شود. طول کلی، برابر با محیط عضو فرعی در محل تقاطع با عضو طولی می باشد. برای قوطی های مستطیلی، طول کلی جوش باید برابر با محیط عضو فرعی در محل تقاطع با عضو طولی یا با فرض مقطع قوطی به عنوان مستطیل کامل (و صرف نظر از گردی گوشه) محاسبه شود. اگر جوش گوشه برای مقاومت نظیر تسلیم برای متصل شونده عضو فرعی طراحی شود، می توان از محاسبه طول مؤثر جوش صرف نظر کرد.
محدودیت β برای جزئیات پیش تأیید شده
5-2-3-10
جزئیات جوش گوشه پیش تأیید شده در اتصالات T, Y, K در شکل 5-10 شرح داده شده اند. این جزئیات باید برای β ≤ 0.8 محدود شوند. و برای اتصال قوطی با عضو طولی قوطی شکل به 0.8 و 0.8 این جزئیات مشمول محدودیت بند 1-8-10 هستند. برای اعضای طولی قوطی شکل با شعاع گردی گوشه زیاد ممکن است به مقادیر کوچک تر β نیاز باشد که عضو فرعی و جوش های آن روی یک وجه تخت قرار گیرند.
اتصالات پوششی
5-2-3-10
اتصالات پوششی اعضای لوله ای یا قوطی تلسکویی می توانند متشکل از جوش گوشه تک عبوره یا چند عبوره به صورت سازگار با شکل 3-10 باشند.
| جدول 4-1-1: مطابق الزامات | ||||
| 25mm |
| جدول 5-1-2: اتصال وصله پوششی با جوش گوشه لوله ای یا قوطی) | ||||
| 25mm |
جوش شیاری
6-1-3
مساحت مؤثر باید مطابق بر ضوابط بند 4-1-5 باشد. طول کلی جوش برابر با محیط عضو فرعی در محل تقاطع با عضو اصلی می باشد.
جزئیات جوش شیاری با نفوذ نسبی PJP پیش تأیید شده
7-1-4
جوش های شیاری با نفوذ نسبی در اتصالات لوله ای و قوطی T, Y باید مطابق با شکل 6-10 باشند. طراح باید از این شکل در کنار جدول 5-10 برای محاسبه حداقل بعد جوش استفاده کند. برای تعیین حداقل بعد جوش، افت بعد Z باید بر اساس فاصله بین ریشه و سطح جوش حاصل شود.
| کاهش بعد Z (mm) | یراکشج دنیارف | هبزا | یراکشج دنیارف | Z (mm) |
| 60° ≤ φ | SMAW | 0 | SMAW | 0 |
| FCAW-S | 0 | FCAW-S | 0 | |
| FCAW-G | 0 | FCAW-G | 0 | |
| GMAW | درادن تیعضو | GMAW | 0 | |
| GMAW-S (لف) | 0 | GMAW-S (اف) | 0 | |
| 45° ≤ φ < 60° | SMAW | 3 | SMAW | 3 |
| FCAW-S | 3 | FCAW-S | 0 | |
| GMAW-G | 3 | GMAW-G | 0 | |
| GMAW | درادن تیعضو | GMAW | 0 | |
| GMAW-S (لف) | 3 | GMAW-S (اف) | 3 | |
| 30° ≤ φ < 45° | SMAW | 6 | SMAW | 6 |
| FCAW-S | 6 | FCAW-S | 3 | |
| FCAW-G | 10 | FCAW-G | 6 | |
| GMAW | درادن تیعضو | GMAW | 6 | |
| GMAW-S (لف) | 10 | GMAW-S (لف) | 6 |
الف) برای الزامات ارزیابی جوشکاری اتصالات T, Y, K با جوشکاری GMAW-S پیش تأیید شده بند 9-10-201 مالحظه شود.
جزئیات جوش شیاری یک طرفه پیش تأیید شده با نفوذ کامل (CJP) و بدون پشت بند در اتصالات T, Y, K
2-3-5-10
برای گزینه های مختلف، جزئیات بند 10-10-2 مالحظه شود. اگر بهبود رفتار خستگی مورد نیاز باشد، جزئیات انتخابی باید بر اساس الزامات نیمرخ جوش بند 6-3-2-10 و 4-10 تعیین شود. اگر تمامی شرایط زیر برقرار باشد، محاسبه جوش برای جوش CJP ضرورتی ندارد.
1. مشخصات فلز پایه منطبق بر الزامات آیین نامه طراحی باشد.
2. فلز پر کننده جوش طبق آیین نامه طراحی در رده هم تراز فلز پایه یا یک رده بالاتر باشد.
3. اعضای متصل شونده بر اساس آیین نامه طراحی مربوطه، کفایت داشته باشند.
ها در جوش های گوشه و تنش
4-5-10
حداکثر تنش در هیچ نقطه ای از جوش نباید از تنش مجاز جدول 2-10 با تنش موضعی عضو فرعی محاسبه شده با استفاده از رابطه زیر فراتر رود:
fweld = Qz (tb / tw) [ ( fa ka + fb kb ) ]
tb: ضخامت عضو فرعی
tw: گلویی مؤثر جوش
fa و fb: تنش های اسمی محوری و خمشی در عضو فرعی
Qz: با ضرایب مطابق بند 5-5-10
طول مؤثر جوش در اتصالات لوله به لوله
5-5-10
زمانی که جوش گوشه یا جوش PJP برای تحمل بار یا نیروهای موجود (و نه ظرفیت عضو متصل شونده) استفاده شود، حداقل گلویی مؤثر جوش به شرح زیر محاسبه می شود:
tw = ( fb ka + fb kb ) Qz
tw: گلویی مؤثر جوش
b: ضخامت عضو فرعی
fweld: تنش موجود جوش مطابق جدول 4-3 برای حالت مقاومت مجاز (ASD) یا برای حالت ضرایب بار و مقاومت (LRFD) از جدول 3-9-2-10 از مبحث دهم مقررات ملی ساختمان (ویرایش 1401)
fa و fb: تنش های محوری و خمشی مورد نیاز در عضو فرعی به صورت LRFD یا ASD
ka = (1 + 1) / 2 sinθ1 برای بار محوری عضو فرعی
kb = ( kbip + kbop2 )
kbip = (3 + 1) / 4 Sinθ1 برای خمش درون صفحه عضو فرعی
kbop = (1 + 3) / 4 Sinθ2 برای خمش برون صفحه عضو فرعی
sinθ2
θ1: زاویه تند (حاده) درون صفحه بین محورهای عضو فرعی و عضو طولی
θ2: زاویه تند خارج از صفحه بین محورهای عضو فرعی و عضو طولی
Qz: ضرایب تشدید بار به علت نایکنواختی توزیع بار (یا به بیان دیگر ضریب طول مؤثر جوش) به شرح زیر:
الکترود: E70xx و E60xx (حداقل مقاومت مشخصه کششی 420-490 مگاپاسکال (60 تا 70 Ksi))
ASD: 1.35
LRFD: 1.5
مقاومت های بالاتر: 1.6 تا 1.8
طول مؤثر جوش در اتصالات K و X مقاطع قوطی
6-5-10
طول مؤثر جوش و مشخصات مؤثر مقطع برای اتصالات K و Y, T مقاطع قوطی باید منطبق بر مبحث دهم از مقررات ملی ساختمان باشد.
تبدیل ضخامت
6-10
اتصالات لب به لب کششی در اعضای اصلی هم محور شده تحت بار چرخه ای (سیکلی) با ضخامت یا بعد مصالح متفاوت، باید به نحوی انجام شود که شیب ناحیه تبدیلی از 1.5 به 2.5 فراتر نرود. تغییر ضخامت باید با پخ زدن عضو ضخیم تر، جوش با شیب، یا ترکیبی از این دو روش اجرا شود. (شکل 4-10)
یاداشت:
1. شیار جوش می تواند از هر نوع و جزئیات مجاز یا ارزیابی شده باشد.
2. شیب های تبدیل نمایش داده شده، حداکثر مقدار مجاز است.
3. در موارد (ب)، (ت) و (ث) شیار جوش می تواند از هر نوع و جزئیات مجاز یا ارزیابی شده باشد.
شکل 10-4 تغییر ضخامت در درزهای لب به لب برای قطعات با ضخامت های نامساوی
محدودیت های مصالح
7-10
محدودیت های مصالح برای اتصالات قوطی و لوله T, K
1-7-10
با توجه به تمرکز تنش های موضعی که می تواند منجر به تسلیم موضعی و کرنش های پلاستیک تحت بار شود، مصالح اتصال لوله ای و قوطی باید انتخاب شود. به صورت مشابه، مصالح اتصالات لوله ای و قوطی تحت بارهای چرخه ای (سیکلی) باید با لحاظ کردن نیاز به شکل پذیری اضافی به علت ناپیوستگی های جوش و ترک های خستگی احتمالی، انتخاب شود.
طاقت شیاری فلز پایه مقاطع لوله ای و قوطی
2-7-10
الزامات آزمایش ضربه شارپی
1-2-7-10
اعضای لوله ای و قوطی جوش شده تحت کشش، برای فلز پایه با ضخامت 50 میلی متر یا بیشتر با حداقل تنش تسلیم مشخصه 280 مگاپاسکال یا بیشتر، باید در آزمایش ضربه حداقل انرژی جذب شده 27 ژول در دمای 21°C داشته باشند. آزمایش ضربه باید مطابق ASTM A673 Heat lot, H رتواتر انجام شود. برای این زیربند، عضو کششی به عنوان عضوی تعریف می شود که با بارهای طراحی بدون ضریب، تنش کششی بزرگتر یا مساوی 70 مگاپاسکال داشته باشد.
الزامات حداقل دمای مورد انتظار بهره برداری
2-2-7-10
اعضای لوله ای و قوطی که خستگی در طراحی آن ها حاکم است و به عنوان عضو اصلی با قطعه اتصال عضو اصلی با جدار ضخیم در اتصالات T, Y, K به کار رفته اند، در شرایط زیر باید در حداقل دمای مورد انتظار بهره برداری در آزمایش ضربه جذب انرژی 27 ژول را نشان دهند.
1. ضخامت فلز پایه 50 میلی متر یا بیشتر
2. ضخامت فلز پایه 25 میلی متر یا بیشتر با تنش تسلیم مشخصه 345 مگاپاسکال و یا بیشتر
در صورتی که حداقل دمای مورد انتظار بهره برداری مشخص نباشد یا در طراحی سازه، بارهای چرخه ای (سیکلی) با خستگی حاکم نباشد، آزمایش ضربه باید در دمای حداکثر 4°C انجام شود. آزمایش ضربه باید نمایانگر وضعیت واقعی مقاطع لوله ای و قوطی باشد و مطابق با ASTM A673 Heat Lot و H رتواتر انجام شود.
1 - LAST (Lowest Anticipated service Temperature)
قسمت ب: دستورالعمل پیش تاییدشده جوشکاری (WPS)
الزامات جوش گوشه
8-10
جزئیات
1-8-10
به منظور پیش تاییدشدن اتصالات لوله ای و قوطی با جوش گوشه، این اتصالات باید مطابق ضوابط زیر باشند:
1. دستورالعمل پیش تاییدشده جوشکاری اتصالات لوله ای و قوطی با جوش گوشه که با فرایندهای SMAW, GMAW یا FCAW انجام شده باشند و امکان استفاده از آن ها بدون انجام آزمایش های ارزیابی WPS وجود داشته باشد، در شکل 5-10 جزئیات را با رعایت محدودیت های بند 2-2-5-10 نمایش داده شده است. هم به کار برد. که مطابق با بند 14-4-3- GMAW-S می توان برای جوش های
2. جزئیات اتصالات پوششی در شکل 3-10 نمایش داده شده است.
باداشت:
1. فلسفه: برای فلز پایه با Fy=250 MPa و Fu=480 MPa ملاحظه شد. و ممکن است برای ترکیبی جز نیاز به افزایش بعد جوش باشد.
2. حداقل بعد L (بند 1-3-10)
3. فاصله ریشه از 0 تا 5 میلی متر (بند 7-21)
4. برای Z افت بند 6-6 و 10 حصول اعمال می شود. جدول 10 برای پیش بینی تأیید شده نیست. برای الزامات وضعیت ارزیابی جوشکار مالحظه 12-10 شود.
5. برای محدودیت β=/ های با بند 5-4-3-10 مالحظه شود.
الزامات جوش شیاری با نفوذ نسبی (PJP)
9-10
جزئیات
1-9-10
جزئیات جوش شیاری با نفوذ نسبی پیش تأیید شده، باید مطابق ضوابط زیر باشد:
1. جوش های لوله و قوطی PJP به جز اتصالات T, Y, K که تمامی محدودیت های ابعادی شکل 1-5 را رعایت کنند، می توانند بدون انجام آزمون های ارزیابی WPS به کار روند.
2. اتصالات T, Y, K با جوش PJP که تنها با فرایندهای SMAW, GMAW جوش شده باشند، در صورت رعایت همه محدودیت های ابعادی شکل 6-10 می توانند بدون انجام آزمون WPS های ارزیابی استفاده شود. این جزئیات را برای جوش GMAW-S که مطابق با بند 14-4-3-10 ارزیابی شده باشند نیز می توان به کار برد.
اتصالات قوطی هم پهنا
1-1-9-10
در این اتصالات، جزئیات جوش شیاری PJP ابعاد گوشه و شعاع قوطی اصلی در شکل 6-10 نمایش داده شده است. در نواحی پاشنه و پنجه می توان از جوش گوشه استفاده کرد (شکل 5-10 مالحظه شود). اگر بعد گوشه یا شعاع قوطی اصلی یا هر دو کمتر از مقدار نشان داده شده در شکل 6-10 باشد، به منظور تأیید بعد جوش اجرا شده، نمونه ای از اتصال کناره باید ساخته شده و برش بخورد و بررسی صورت پذیرد. جوش های آزمایشی باید در وضعیت افقی انجام شود. اگر همانند آن چه در شکل 7-10 برای جوش شیاری با نفوذ کامل نشان داده شده، عضو فرعی یخ زده شود، می توان از این ضابطه صرف نظر کرد.
الزامات جوش شیاری با نفوذ کامل (CJP)
10-10
اتصالات لب به لب
1-10-10
برای جوش شیاری با وضعیت پیش تأیید شده در مقاطع قوطی و لوله ای، شرایط زیر باید اعمال شود:
1. پیش تأیید شده: در جایی که جوشکاری از دو سمت یا جوشکاری از یک سمت همراه با ورق پشت بند از سمت دیگر مقدور باشد، هر WPS و جزئیات شیار که مطابق با فصل 5 باشد را می توان استفاده کرد، به استثنای جوش SAW که تنها برای قطرهای 600 میلی متر و بزرگتر پیش تأیید شده است. جزئیات اتصال جوش شده باید مطابق فصل 5 باشد.
2. جزئیات اتصال غیر از پیش تأیید شده: هیچ جزئیات پیش تأیید شده ای برای جوش CJP در اتصال لب به لب جوش از یک سمت و بدون ورق پشت بند وجود ندارد (بند 10-14-2 مالحظه شود).
اتصالات لوله ای و قوطی T, Y, K
2-10-10
جزئیات جوش های شیاری با نفوذ کامل (CJP) از یک سمت و بدون ورق پشت بند در اتصال لوله های کار متقاطع لوله ای موضوع این بند است. دامنه کاربرد جزئیات الف، ب، پ و ت در شکل های 7-10 و 8-10 شرح داده شده اند و دامنه زوایای دو وجهی نظیر این جزئیات در جدول 6-10 ارائه شده است.
ابعاد درز جوش شامل زوایای شیار در جدول 7-10 شرح داده شده است. در هنگام انتخاب نیم رخ جوش باید در راهنمایی های بند 7-3-2-10 (مطابق با دسته بندی خستگی مورد استفاده در طراحی) به عنوان تابعی از ضخامت، نظر گرفته شود. نیم رخ های جوش که ممکن است برای مقاطع ضخیم تر نیاز باشد، در شکل 10-10 شرح داده شده اند. در غیاب الزامات ویژه خستگی، این نیم رخ ها باید در خصوص عضو فرعی با ضخامت های فراتر از 16 میلی متر اعمال شود.
نیم رخ های جوش بهبود یافته، مطابق الزامات 6-3-2-10 و 7-3-2-10 در شکل 11-10 شرح داده شده اند. در غیاب الزامات ویژه خستگی، این نیم رخ ها باید برای ضخامت های عضو فرعی فراتر از 38 میلی متر اعمال شود (برای بارگذاری استاتیکی فشاری لزومی به رعایت این مورد نیست). جزئیات پیش تأیید شده برای جوش CJP در اتصالات T, Y, K با مقطع قوطی در شکل 7-10 شرح داده شده اند. جزئیات فوق مشمول محدودیت های بند 1-10 هستند.
ابعاد درز جوش و زاویه پخ نباید خارج از دامنه معرفی شده در جدول 7-10 و شکل های 7-10 تا 11-10 باشد. فاصله ریشه درزها باید صفر باشد مگر آن که خلاف آن تصریح شده باشد. ممکن است این فاصله غیر صفر یا مقداری مشخص تعیین شده باشد اما در هر صورت نمی تواند بیشتر از 2 میلی متر باشد. این فاصله را نمی توان کمتر از مقدار مشخص شده نیز در نظر گرفت.
| جدول 6-10 | |
| لامعا لبق )//( یهجور دوب هیزو هدودحم | تیاینزج |
| 1350 ات 1800 | فلا |
| 50 ات 1500 | ب |
| 30 ات 750 | ب |
| .تسین هدش دییأت شیپ 30 زا رتمک هیزاو اب یاهرایش یارب - 150 ات 40° | ت |
باداشت:
جزئیات قابل اعمال درز (الف، ب، پ، ت) برای هر بخش مشخصی از اتصال باید بر اساس زاویه دو وجهی آن بخش که با پیشروی در محیط عضو فرعی تغییر می کند تعیین شود.
دامنه زاویه و ابعاد ارائه شده برای جزئیات (الف، ب، پ، ت) شامل حداکثر روان اری مجاز می شود.
برای تعریف زاویه دو وجهی فصل 3 مالحظه شود.
جزئیات اتصال
1-2-10-10
جزئیات جوش شیاری با نفوذ کامل (CJP) در اتصالات T, Y, K در بند 10-10-2 شرح داده شده است. این جزئیات برای جوشکاری SMAW, FCAW پیش تأیید شده می باشد. این جزئیات برای جوشکاری GMAW-S که مطابق با بند 14-4-3-10 ارزیابی شده باشند، قابل استفاده است.
| جدول 10-7 ابعاد درز و زاویه شیار پیش تأیید شده برای جوش شیاری با نفوذ کامل در اتصالات لوله ای و قوطی، با استفاده از فرآیندهای T, Y و K ساخته شده با SMAW, GMAW-S و FCAW | ||||
| جزئیات ت (الف) ψ = 15-40° | ||||
| جزئیات پ (الف) ψ = 30-75° | ||||
| جزئیات ب ψ = 50-150° | ||||
| جزئیات الف ψ = 135-180° | ||||
| پانویس ب (ب) 90° |
یادداشت:
1. برای جوشکاری GMAW بند 3-14-4-17 مالحظه شود. این جزئیات برای جوشکاری GMAW به کار نمی رود.
2. شکل 9-17 برای حداقل نیمرخ استاندارد مالحظه شود (ضخامت محدود شده).
3. شکل 17-17 برای نیمرخ جوش گوشه-پنجه جایگزین مالحظه شود.
4. شکل 11-17 برای نیمرخ بهبود یافته مالحظه شود (بندهای 6-3-2-17 و 7-3-2-17).
یادداشت:
1. جزئیات الف، ب، پ و ت مطابق شکل 9-17 هستند و همه یادداشت های جدول 7-17 این جا اعمال می شود.
2. آماده سازی درز برای تبدیل گوشه باید انتقالی نرم از یک جزئیات به جزئیات دیگر ایجاد کند. در پیرامون گوشه ها، جوشکاری باید به صورت پیوسته انجام شود. گوشه ها باید کاملاً سرهم بندی شده باشند و جوش در وجوه تخت آغاز شده و به پایان برسد.
3. ارجاعات به شکل 9-17 شامل شکل های 17-17 و 11-17 برای جزئیات مناسب هر ضخامت (بند 7-3-2-17 مالحظه شود).
شکل 10-7 جزئیات درز پیش تأیید شده برای اتصالات لوله ای و قوطی T, Y و K با جوش CJP
شکل 8-10 جزئیات انتخابی برای اتصالات لوله ای و قوطی Y, T و K با جوش CJP (جدول 8-10 مالحظه شود) ساخته شده بر اساس الزام به حفظ بما
جزئیات الف
جوش پشتیبان F = t₀/2 γ = 75°–30° جزئیات ب
جوش پشتیبان F = t₀/2 γ = 45°–30° انتقال از ب به ت
جزئیات ب
جوش پشتیبان F = t₀/2 γ = 40°–15° جزئیات ن
بعد استاندارد برای -K و Y, T، نیمرخ های تخت استاندارد برای -1- شکل 9-10 جزئیات درز جوش شیاری CJP پیش تأیید شده در اتصالات لوله ای و قوطی ضخامت های محدود
یادداشت:
1. ترسیمات، نمایش دهنده نیمرخ های استاندارد جایگزین با پخ پنجه هستند.
2. برای دامنه قابل اعمال bt، بند 7-3-2-17 مالحظه شود.
3. حداقل بعد جوش گوشه F = 2bt هم مشمول محدودیت جدول 7-7 می شود.
4. برای ابعاد wt, L, R, W, ω و φ جدول 7-17 مالحظه شود.
5. تحدب و هم پوشانی بر اساس محدودیت های 23-7 باشد.
6. نیمرخ های دارای تقعر نمایش داده شده با خط چین نیز قابل قبول هستند.
شکل 10-10 جزئیات درز جوش شیاری CJP پیش تأیید شده در اتصالات لوله ای و قوطی T, Y و K – نیمرخ های با پخ پنجه برای ضخامت های متوسط
ساخته شده بر اساس الزام به حفظ با
4F1
10-6/05/01
حداقل شعاع
- w = 180° - 135°
- w = 150° - 90°
- w = 90° - 50°
جزئیات الف
حداقل شعاع
- w = 75° - 90°
- w = 45° - 30°
- w = 40° - 15°
انتقال از جزئیات ب به ت
پادداشت:
1. ترسیمات نیمترخ های جوش بهبود یافته برای بند (1) 6-3-2-11 به صورت فلز تمام جوش و بند (2) 6-3-2-11 برای حالت کاملاً سنگ خورده (3) برای مقاطع سنگین یا موارد خستگی بحرانی مطابق آن چه در بند (4-3-2-11 ذکر شده است.
2. برای ابعاد بند W، R، L، φ و φ جدول (5-1) مالحظه شود.
شکل 11-1: جزئیات درز جوش شیاری CJP پیش تأیید شده در اتصالات لوله ای و قوطی K و Y, T نیمترخ های مقعر بهبود یافته برای مقاطع سنگین یا خستگی
قسمت پ: ارزیابی دستورالعمل جوشکاری
الزامات عمومی برای ارزیابی عملکرد جوشکاران و دستورالعمل جوشکاری
11-10
وضعیت جوش ها
1-11-10
همه جوش ها مطابق تعریف شکل های 1-6 و 2-6 باید به عنوان تخت (F)، افقی (H)، عمودی (V) و سقفی (OH) تقسیم شوند.
ارزیابی وضعیت جوش ساخت مقطع لوله ای و قوطی
12-10
ارزیابی جوش ساخت مقطع لوله ای و قوطی که با آزمون قوطی یا لوله انجام شود باید منطبق بر الزامات جدول 3-17 باشد. ارزیابی وضعیت جوش ساخت مقطع لوله ای و قوطی که با آزمون ورق انجام می شود باید مطابق الزامات فصل 6 و جدول 1-6 باشد.
1- Production weld
وضعیت های لوله یا قوطی آزمون برای جوش های شیار
12-10
لوله افقی و مدور جوش، تخت (15° ناغ) رسوب فلز پر کننده در بالا یا نزدیک آن
الف) وضعیت 1G چرخانده شده آزمون جوشکاری تخت
لوله یا قوطی عمودی و بدون چرخش در زمان جوشکاری جوش عمودی (15° ناغ)
ب) وضعیت 2G آزمون جوشکاری
لوله و قوطی افقی ثابت شده (15±6°) و بدون دوران در زمان جوشکاری جوشکاری تخت قائم و سقفی
پ) وضعیت 5G آزمون جوشکاری چندگانه
حلقه محدود کننده
جوش آزمایشی
45° ± 5°
شب لوله ثابت (45±4°) و بدون دوران در زمان جوشکاری
(ث) وضعیت 6GR با حلقه محدود کننده، آزمون جوشکاری چندگانه
(K و Y, T) اتصالات
شکل 12-10 وضعیت های لوله یا قوطی آزمون برای جوش های شیار
1 - Restriction ring
وضعیت های لوله یا قوطی آزمون برای جوش های گوشه
13-10
45°
45°
الف) آزمون جوشکاری تخت وضعیت 1F (با چرخش لوله)
ب) آزمون جوشکاری عمودی وضعیت 2F (ثابت)
(پ) آزمون جوشکاری قائم وضعیت 3F (ثابت)
(ت) آزمون جوشکاری سقفی وضعیت 4F (ثابت)
(ث) آزمون جوشکاری چندگانه وضعیت 5F (ثابت)
شکل 13-10 وضعیت های لوله یا قوطی آزمون برای جوش های گوشه
| جدول 10-8 ارزیابی جوشکار و اپراتور جوش– وضعیت های جوش های ساخت ارزیابی شده با آزمون های ورق، لوله و قوطی | ||||||
| نوع جوش | آزمون ارزیابی | وضعیت آزمون | جوش ساخت ورق ارزیابی شده | جوش ساخت لوله ارزیابی شده | جوش ساخت قوطی ارزیابی شده | |
| گوشه | 1F دوران یافته | F | F | F | (الف) | |
| 2F | F,H | F,H | F,H | |||
| 2F دوران یافته | F,H | F,H | F,H | |||
| 4F | F,H,OH | F,H,OH | F,H,OH | |||
| 5F | همه | همه | همه | |||
| 6GR | F,V,OH | F,V,OH | F,V,OH | |||
| شیاری | 1G دوران یافته | F | F | F | ||
| 2G | F,H | F,H | F,H | |||
| 5G | F,H,OH | F,H,OH | F,H,OH | |||
| 6G | همه | همه | همه | |||
| (2G+5G) | همه | همه | همه |
انواع آزمون های ارزیابی، روش های آزمون و معیارهای پذیرش ارزیابی WPS
13-10
نوع و تعداد آزمون های ارزیابی لازم برای پذیرش WPS در یک ضخامت یا قطر مفروض یا هر دو، برای جوش های شیاری با نفوذ نسبی باید مطابق جدول 9-10 برای جوش های شیاری با نفوذ کامل باید مطابق جدول 10-10 و برای جوش های گوشه باید مطابق جدول 11-10 باشد. جزئیات در خصوص آزمون های مکانیکی و ضوابط آزمایش های غیرمخرب (NDT) در جدول 5-6 ارائه شده است.
| جدول 10-9 ارزیابی WPS – جوش شیاری CJP: تعداد و نوع نمونه های آزمایشی و دامنه ضخامت و قطر ارزیابی شده | ||||||
| آزمون روی لوله و قوطی (الف و ب) | ||||||
| ضخامت اسمی ورق یا دیواره لوله یا قوطی ارزیابی شده (mm) | قطر اسمی لوله (ث) یا بعد قوطی ارزیابی شده (mm) | تعداد نمونه ها | ضخامت اسمی (جدار T) (mm) | قطر و بعد اسمی لوله (mm) | ||
| حداکثر | حداقل | خمش جانبی (شکل 9-6 مالحظه شود) | خمش رویه (شکل 3-6 مالحظه شود) | خمش ریشه (شکل 3-6 مالحظه شود) | کشش مقطع کاهش یافته (شکل 17-6 مالحظه شود) | |
| 2T | 3 | قطر نمونه آزمایشی و بیشتر پانویس ج | 2 | 2 | 2 | 3 |
| 10 ≥ T ≥ 3 | < 600 | لوله های آزمایش با ابعاد غیراستاندارد | 2T | T/2 | قطر نمونه آزمایشی و بیشتر | 4 |
یادداشت: در صورت درج آزمایش ضربه در اسناد پیمان یا آیین نامه طراحی، ممکن است به لوله ها یا قوطی های آزمایشی مضاعف یا لوله های با ابعاد غیر از اندازه استاندارد بزرگتر نیاز باشد.
شکل 10-14 محل نمونه های آزمایشی روی لوله های آزمایشی جوش شده– ارزیابی WPS
جوش شیاری با نفوذ کامل در اتصالات لوله ای و قوطی
14-10
جوش های شیاری با نفوذ کامل به صورت زیر طبقه بندی می شوند:
1. جوش CJP آب به آب با ورق پشت بند یا سنگ زنی و جوش مجدد از پشت (بند 1-14-10)
2. جوش CJP آب به آب بدون ورق پشت بند که تنها از یک سمت جوش شده باشد (بند 2-14-10)
3. جوش T, Y, K با ورق پشت بند یا سنگ زنی و جوش مجدد از پشت (بند 3-14-10)
4. جوش T, Y, K بدون ورق پشت بند که تنها از یک سمت جوش شده باشد (بند 4-14-10)
جوش شیاری آب به آب با ورق پشت بند یا سنگ زنی و جوش مجدد از پشت
1-14-10
دستورالعمل WPS با ورق پشت بند یا سنگ زنی و جوش مجدد از پشت باید بر اساس جزئیات نمایش داده شده در شکل 10-18 الف (با سنگ زنی و جوش مجدد از پشت) یا شکل 10-18 ب (با پشت بند) ارزیابی شود.
جوش شیاری بدون ورق پشت بند که تنها از یک سمت جوش شده باشد
2-14-10
دستورالعمل WPS بدون ورق پشت بند که جوشکاری تنها از یک سمت انجام شده باشد باید بر اساس جزئیات اتصال نشان داده شده در شکل 10-18 الف ارزیابی شود.
اتصالات T, Y, K با ورق پشت بند یا سنگ زنی و جوش مجدد از پشت
3-14-10
دستورالعمل WPS اتصالات لوله و قوطی T, Y, K با ورق پشت بند یا سنگ زنی و جوش مجدد از پشت باید بر اساس موارد زیر باشد:
1. قطر اسمی لوله (OD) مناسب انتخاب شده از جدول 9-10
2. جزئیات درز اتصال شکل 10-18 ب
3. برای قطر اسمی لوله (OD) بزرگتر یا مساوی 600 mm، آزمایش ارزیابی ورق مطابق با بند 10-6، با استفاده از جزئیات درز اتصال شکل 10-18 ب
اتصالات T, Y, K بدون ورق پشت بند که تنها از یک سمت جوش شده باشند
4-14-10
در صورتی که WPS اتصالات T, Y, K بدون ورق پشت بند که تنها از یک سمت جوش شده، نیازمند ارزیابی باشد؛ موارد زیر الزامی است:
WPS های بدون وضعیت پیش تأیید شده
1-4-14-10
برای WPS که متغیرهای اصلی آن خارج از دامنه پیش تأیید شده باشد، ارزیابی جوش شیاری لوله و قوطی با نفوذ کامل لازم به رعایت موارد زیر است:
1. برای لوله با قطر خارجی بزرگتر یا مساوی 100 میلی متر، ارزیابی مطابق شکل 10-20 و برای مقاطع قوطی، مطابق شکل 10-22 انجام شود. برای لوله با قطر خارجی کمتر از 100 میلی متر ارزیابی مطابق شکل 10-21 برای مقاطع قوطی، مطابق شکل 10-22 انجام شود.
2. یک درز جوش نمونه یا نمونه لوله یا قوطی: برای درز جوش نمونه یا نمونه لوله یا قوطی در هر یک از شرایط زیر باید حداقل یک آزمون حککاری ماکرو مقطع انجام شود:
الف) شیار با ترکیب بیشترین عمق شیار و کمترین زاویه پخ یا ترکیب شیارهای مورد استفاده دیگر: آزمایش در وضعیت جوش قائم
ب) کمترین فاصله ریشه همراه با زاویه پخ 37.5: یک آزمایش جوش در وضعیت تخت و یک آزمایش جوش در وضعیت سقفی
پ) بیشترین فاصله ریشه همراه با زوایه پخ 37.5: یک آزمایش جوش در وضعیت تخت و یک آزمایش جوش در وضعیت سقفی
ت) فقط برای اتصالات قوطی سرهم شده، ترکیب کمترین زوایه شیار، ابعاد و شعاع گوشه: یک آزمایش در وضعیت افقی
3. نمونه های حک کاری ماکرو لازم در بندهای 1 و 2 فوق باید برای وجود ناپیوستگی ها بررسی شده و واجد شرایط زیر باشند:
الف) عدم وجود ترک
ب) ذوب کامل بین الیه های فلز جوش و بین فلز جوش و فلز پایه
پ) جزئیات جوش منطبق بر جزئیات مشخص شده اما بدون تغییرات منع شده در بند 7-23
ت) عدم وجود بریدگی لبه های جوش فراتر از مقادیر مجاز بند 3-9
ث) برای تخلخل به اندازه 1 میلی متر یا بزرگتر، مجموع تخلخل ها نباید بیش از 6 میلی متر شود.
ج) بدون وجود سرباره تجمیع شده که مجموع بزرگترین ابعاد سرباره جوش باقی مانده نباید بیش از 6 میلی متر باشد.
نمونه های نامنطبق بر موارد الف تا ج باید غیر قابل قبول تلقی شوند. موارد ب تا ج شامل جوش های پشتیبان نمی شود.
شکل 10-20 درز آزمایشی برای اتصالات T, Y و K بدون ورق پشت بند در مقاطع لوله ای یا قوطی (با قطر خارجی بزرگتر یا مساوی 100mm)
1 - Slag
2 - Back Up Weld
ارزیابی جوشکار و WPS (15-mm)
10-21
150mm حلقه محدود کننده
150mm قطر خارجی اسمی لوله آزمایشی کمتر از 100mm بدون محدودیت برای مقاطع قوطی
2mm 0.5mm حداقل
37.5 حداقل
3mm حداقل
12mm حداکثر
شکل 10-21 درز آزمایشی برای اتصالات K و Y, T بدون ورق پشت بند در مقاطع لوله ای و قوطی با قطر خارجی کمتر از 100mm - ارزیابی جوشکار و WPS
درز آزمایش حک کاری ماکرو گوشه برای اتصالات K و Y, T بدون ورق پشت بند در مقاطع قوطی با جوش شیاری CJP
10-22
75mm حداقل
37.5 حداقل
150mm حداقل
10mm حداکثر
2mm صفر تا
3mm حداقل
شکل 10-22 درز آزمایش حک کاری ماکرو گوشه برای اتصالات K و Y, T بدون ورق پشت بند در مقاطع قوطی با جوش شیاری CJP - ارزیابی جوشکار و WPS
WPS در جوش CJP اتصالات T, Y, K با زاویه دو وجهی کمتر از 3.0
2-4-14-10
نمونه ها باید مطابق بند 1-4-14-10 مورد2 الف آماده شوند. سه مقطع آزمایش حک کاری ماکرو باید از نمونه آزمایشی بریده شوند. مقاطع باید مطابق الزامات بند 1-4-14-10 مورد3 باشند و باید نشان دهنده جوش فرضی مورد نیاز باشند.
نشان داده شده تا11-10 های9-10(به استثنای تخفیف حضور جوش پشتیبان، همان طور که در جزئیات ب و ت شکل مالحظه شود 19- برای جزئیات درز آزمایش شکل10)است.
WPS در جوش CJP اتصالات T, Y, K با جوشکاری به روش GMAW
2-4-14-10
برای اتصالات T, Y, K که از جوشکاری GMAW-S استفاده شده باشد، ارزیابی باید پیش از اجرای جوش درز استاندارد که به تفصیل در بند10-2-10 شرح داده شده است، مطابق فصل6 انجام شود. درز مورد آزمایش باید به صورت تک پخ با زاویه 37.5° و دارای فاصله ریشه و حلقه محدود کننده مطابق شکل10-20 باشد.
قطعات جوشکاری دارای الزامات طاقت شیاری آزمایش ضربه
4-4-14-10
WPS اتصالات لوله که ملزم به آزمایش ضربه مطابق با بند10-2-7-2 می باشند، باید در دمایی برابر با کمترین مقدار حداقل دمای مورد انتظار بهره برداری یا 18°C-، جذب انرژی 27J در آزمایش ضربه فلز جوش داشته باشند. اگر مشخصات آیین نامه ای مربوط به مصالح جوش مورد استفاده شامل این الزامات نمی شود، با جوش های ساخت، خارج از دامنه آزمایش های فوق باشد (به عنوان مثال: آزمایش های مشخصات آیین نامه ای فلز پر کننده)، آن گاه آزمایش های ضربه فلز جوش باید طبق بخش ت فصل 6 در زمان ارزیابی WPS تعیین شود.
1 - Acute Angel Heel test
2 - Joint Can
جوش شیاری با نفوذ نسبی (PJP) و جوش گوشه در اتصالات لوله ای و قوطی
15-10
اتصالات لب به لب
در صورت استفاده از جوش PJP در اتصالات T, Y, K و اتصال لب به لب، ارزیابی باید مطابق جدول10-10 باشد. در صورت استفاده از جوش گوشه در اتصالات T, Y, K، ارزیابی باید مطابق با بند 13-6، جدول 11-10، شکل 16-10 و جدول 13-10 انجام شود.
آزمون سلامت جوش گوشه لوله - ارزیابی WPS
16-10
شکل-16-10 آزمون سلامت جوش گوشه لوله - ارزیابی WPS
قسمت ت: ارزیابی جوشکاری
وضعیت های جوش ساخت، ضخامت ها و قطرهای ارزیابی شده
16-10
جوشکاران و اپراتورهای جوش
1-16-10
وضعیت های جوش ساخت ارزیابی شده با آزمون مقاطع لوله ای و قوطی برای جوشکاران و اپراتورهای جوش، باید مطابق با جدول 12-10 باشند. وضعیت های جوش ساخت ارزیابی شده با آزمون ورق برای جوشکاران و اپراتورهای جوش، باید مطابق با فصل 6 و جدول 10-6 باشد.
مبنای آزمون روی مقاطع لوله ای و قوطی، تعداد و نوع نمونه های آزمایشی و دامنه ضخامت جوش های ساخت مقاطع و قطرهایی که برای آن ها جوشکار یا اپراتور جوش ارزیابی شده باشند، جدول 13-10 می باشد. نمونه های آزمایش مکانیکی باید با برش مقاطع لوله ای یا قوطی مطابق شکل 23-10 و بر اساس بند 21-17-6 تهیه شوند. اگر آزمایش ها با استفاده از ورق انجام شوند، محدودیت های ارزیابی باید مطابق با جدول 11-6 باشد.
| جدول 10-12 ارزیابی جوشکار و اپراتور جوش– وضعیت های جوش های ساخت ارزیابی شده با آزمون های ورق، لوله و قوطی | |||||||
| نوع جوش | لوله و قوطی CJP: شیاری با نفوذ کامل | لوله یا قوطی (ث) | آزمون ارزیابی | وضعیت جوش (الف) | جوش ساخت ورق ارزیابی شده | جوش ساخت لوله ارزیابی شده | جوش ساخت قوطی ارزیابی شده |
| شیاری | CJP | لوله و قوطی | 1G دوران یافته | F | F | F | (ب) گوشه |
| 2G | F,H | F,H | F,H | ||||
| 5G | F,H,OH | F,H,OH | F,H,OH | ||||
| 6G | همه | همه | همه | ||||
| (2G+5G) | همه | همه | همه | ||||
| PJP: شیاری با نفوذ نسبی | 6GR | F,V,OH | F,V,OH | F,V,OH | |||
| گوشه لوله | 6GR (شکل های 27-17 و 22-17) | همه | همه | همه |
یادداشت:
الف) شکل های10-12 و10-13 مالحظه شود.
ب) بند10-14 در خصوص محدودیت زاویه دو وجهی در اتصالات قوطی T, Y, K مالحظه شود.
پ) ارزیابی با مقاطع قوطی جعبهای (شکل10-2) جوشکاری مقاطع لوله با قطر 600 میلی متر و بزرگتر را نیز ارزیابی می کند.
ت) برای جوش های دارای زاویه شیار کمتر از 30° ارزیابی نشده است (بند10-14-4).
ث) جوش های کام و انگشتانه نیز با ارزیابی جوش شیاری با وضعیت مشابه، ارزیابی می شوند.
ج) برای ارزیابی درزهای جوش ساخت دارای ورق پشت بند یا سنگ زنی از پشت، استفاده از جزئیات درز شکل10-22 الف ضروری است. برای ارزیابی درزهای جوش ساخت دارای ورق پشت بند یا سنگ زنی از پشت، هر یک از جزئیات درز شکل های10-22 ج قابل استفاده است.
چ) برای درز جوش های یک طرفه بدون ورق پشت بند یا جوش از دو سمت بدون سنگ زنی ریشه، ارزیابی نشده است.
ح) برای ارزیابی وضعیت 6GR مقاطع لوله با قوطی ضروری است. اگر مطابق شکل10-20 از مقاطع قوطی استفاده شود، می توان آزمون حک کاری ماکرو را روی گوشه های نمونه آزمایشی انجام داد (مشابه با شکل10-23).
خال جوشکار
2-16-10
خال جوشکارها باید برای مقاطع لوله ای و قوطی با ضخامت 3 میلی متر و بیشتر و برای تمامی قطرها ارزیابی شوند. این ارزیابی شامل جوش های لب به لب شیاری با نفوذ کامل و جوش های یک طرفه در اتصالات T, Y, K نمی شود. جوش های موارد خاص باید توسط جوشکاری که برای فرایند و وضعیت جوشکاری مورد نظر به صورت کامل ارزیابی شده باشد، انجام گیرد.
انواع جوش برای ارزیابی عملکرد جوشکار و اپراتور جوشکاری
17-10
به منظور ارزیابی جوشکار و اپراتور جوشکاری، انواع جوش باید به صورت زیر دسته بندی شوند:
1. جوش شیاری با نفوذ کامل برای اتصالات لوله و قوطی (بند18-10)
2. جوش شیاری با نفوذ نسبی برای اتصالات لوله و قوطی (بند19-10)
3. جوش گوشه برای اتصالات لوله و قوطی (بند20-10)
جوش ورق های موازی با محور طولی عضو لوله ای یا قوطی و جوش های طولی مطابق با ضوابط جوش مقاطع لوله ای و قوطی لزومی به ارزیابی مطابق با ضوابط ارزیابی فصل 6 ندارند. و ضوابط ارزیابی فصل 6 می تواند برای آن ها اعمال شود.
1 - Long Seam Weld
جوش شیاری با نفوذ کامل برای اتصالات لوله ای و قوطی
18-10
آزمون های ارزیابی جوشکار یا اپراتور جوش باید طبق ضوابط زیر باشند:
1. جوش های شیاری با نفوذ کامل در درزهای لب به لب با ورق پشت بند یا با سنگ زنی از پشت و جوش مجدد در لوله ها، مطابق با شکل 10-17 ب.
2. جوش های شیاری با نفوذ کامل در درزهای لب به لب بدون ورق پشت بند یا سنگ زنی از پشت و جوش مجدد، مطابق با شکل 10-17 الف.
3. جوش های شیاری بند در مقاطع قوطی جوش های شیاری با نفوذ کامل در درزهای لب به لب یا اتصالات T, Y, K و مقاطع لوله ای با هر قطر و ورق ها، مطابق شکل 10-17 ب.
4. جوش های شیاری با نفوذ کامل در جوش های یک طرفه در اتصالات T, Y, K با ورق پشت بند در لوله ها مطابق شکل 10-17 ب بر اساس قطر لوله.
5. جوش های شیاری با نفوذ کامل در جوش های یک طرفه در اتصالات T, Y, K بدون ورق پشت بند مطابق شکل 10-20 برای لوله های با قطر اسمی بزرگتر یا مساوی 150 میلی متر و شکل 10-21 برای لوله های با قطر اسمی کوچکتر یا مساوی 100 میلی متر.
6. جوش های شیاری با نفوذ کامل در جوش های یک طرفه در اتصالات T, Y, K بدون ورق پشت بند یا سنگ زنی از پشت و جوش مجدد در مقاطع قوطی، مطابق یکی از موارد زیر:
الف) شکل 10-20 برای لوله ها با هر قطری یا مقاطع قوطی و شکل 10-22 برای مقاطع قوطی
ب) شکل 10-20 برای مقاطع قوطی با نمونه های حک کاری ماکرو برداشته شده از نواحی نشان داده شده در شکل 10-22
برای دامنه قطرها و ضخامت های تولیدی قابل ارزیابی بر اساس قطرها و ضخامت های نمونه های آزمایشی، جدول 13-10 مالحظه شود.
جزئیات درز و WPS های دیگر
1-18-10
برای جزئیات درز، WPS ها یا عمق مفروض جوش های سالمی که پیچیده تر از موارد فوق باشد، آزمون شرح داده شده در بند 2-4-14-10 باید علاوه بر آزمون های 6GR انجام گیرد. آزمون باید در وضعیت قائم انجام شود. مالحظه شود (شکل 10-21 و 10-22 ب) توسط هر جوشکار انجام گیرد.
جوش شیاری با نفوذ نسبی در اتصالات لوله ای و قوطی
19-10
ارزیابی همه جوش های شیاری با نفوذ نسبی مشابه با جوش های شیاری با نفوذ کامل است.
جوش گوشه در اتصالات لوله ای و قوطی
20-10
برای الزامات ارزیابی جوش گوشه جدول 12-10 مالحظه شود.
روش های آزمون و معیارهای پذیرش برای ارزیابی جوشکار و اپراتور جوشکاری
21-10
آزمایش حک کاری ماکرو برای اتصالات T, Y, K در مقاطع قوطی
1-21-10
آزمایش حک کاری ماکرو برای اتصالات T, Y, K در مقاطع قوطی مطابق شکل10-22 نمونه آزمایش باید شامل4 حک کاری ماکرو باشد که از گوشه های جوش در موقعیت های نشان داده شده در شکل10-22 بریده شده باشند. یک وجه از هر نمونه گوشه باید پرداخت شود تا روی آن حک کاری ماکرو انجام گیرد. اگر آزمون جوشکار روی یک نمونه از مقطع قوطی انجام شده باشد، چهار نمونه حک کاری ماکرو گوشه را می توان به طریق مشابه شکل10-22 از همان نمونه تهیه کرد. یک وجه از هر نمونه حک کاری ماکرو باید صاف باشد تا روی آن قانونی انجام شود.
معیار پذیرش آزمایش حک کاری ماکرو
1-11-11-10
برای ارزیابی قابل قبول، نمونه آزمایشی در حین بازرسی چشمی باید با ضوابط فصل6 و الزامات زیر مطابقت داشته باشد:
1. جوش های گوشه و آزمایش حک کاری ماکرو گوشه برای اتصالات T, Y, K در مقاطع قوطی مطابق شکل10-22 و الزامات زیر
الف) عدم وجود ترک
ب) ذوب کامل بین الیه های جوش و بین فلز جوش و فلز پایه
پ) نیم رخ جوش مطابق با جزئیات مورد نظر، بدون تغییرات ممنوع شده در بند 7-22
ت) عدم تجاوز بریدگی لبه جوش از 1 میلی متر
ث) برای تخلخل های 1 میلی متر و بزرگتر، تخلخل تجمعی از 6 میلی متر تجاوز نکند.
ج) عدم وجود هیچ سرباره جوش تجمعی باقی مانده، که مجموع اندازه بزرگترین بعد آن ها از 4 میلی متر تجاوز نکند.
آزمون پرتونگاری
2-21-10
نمونه های مقطع لوله ای یا قوطی با قطر 100 میلی متر یا بیشتر باید حداقل برای یک دوم محیط جوش و تمام وضعیت های جوشکاری مورد استفاده، آزمایش شوند. به عنوان مثال، یک نمونه لوله یا قوطی جوش شده در وضعیت 5G, 6G یا 6GR باید از خط مرکزی بالا تا خط مرکزی پایین در هر سمت پرتونگاری شود. نمونه های آزمایش لوله یا قوطی با قطر کمتر از 100 میلی متر باید 100% پرتونگاری شوند.
قسمت ت: ضوابط اجرایی
پشت بند
22-10
ورق پشت بند تمام طول
1-22-10
جز در موارد استثنا شده در زیر، ورق پشت بند باید در تمام طول جوش به صورت پیوسته باشد. تمامی درزها در حضور ورق پشت بند باید به صورت جوش شیاری با نفوذ کامل و با رعایت تمامی الزامات فصل 7 آیین نامه باشند. برای اعضای تحت بارهای استاتیکی، در جوش های انتهایی مقاطع بسته از قبیل مقاطع سازه ای توخالی (HSS)، در صورت رعایت همه موارد زیر می توان ورق پشت بند را از یک یا دو تکه با ناپیوستگی های وصله نشده ساخت:
1. ضخامت اسمی جداره مقطع بسته از 16 میلی متر تجاوز نکند.
2. محیط بیرونی مقطع بسته از 1625 میلی متر تجاوز نکند.
3. ورق پشت بند عمود بر محور طولی مقطع بسته باشد.
4. ناپیوستگی ورق پشت بند کوچکتر یا مساوی 6 میلی متر باشد.
5. فاصله جوش دارای ورق پشت بند ناپیوسته تا دیگر اتصالات، کمتر از قطر مقطع HSS با بعد بزرگتر آن نباشد.
6. ناپیوستگی در ورق پشت بند در گوشه ها نباشد.
برای ستون های دارای مقطع جعبه ای که تحت بارهای استاتیکی باشند، ناپیوستگی در ورق پشت بند گوشه های دارای جوش نفوذ کامل در محل وصله های کارگاهی و محل اتصال، مجاز است. ناپیوستگی در ورق پشت بند دیگر مقاطع بسته در صورت تأیید مهندس طراح مجاز است.
پادداشت: ورق های پشت بند آماده تجاری برای مقاطع لوله و قوطی قابل پذیرش است، مشروط بر آن که هیچ نشانه ای از ذوب شدگی در سطح آزاد داخلی آن مشاهده نشود.
رواداری ابعاد درز
23-10
تراز کردن جوش حلقوی مقاطع لوله ای
1-23-10
قطعات مجاور که مقرر است با جوش حلقوی متصل شوند باید به دقت تراز شده باشند. هیچ دو جوش حلقوی نباید در فاصله کمتر از کوچکترین دو مقدار قطر لوله یا یک متر، از همدیگر، واقع شده باشد. در هر فاصله 3 متری از طول لوله تنها یک جوش حلقوی تعبیه شود، مگر این که توسط کارفرما و پیمانکار مورد توافق قرار گیرد. نابجایی شعاعی نباید بیش از 2 میلی متر تجاوز کند. همه نابجایی های بیش از 1/24 ضخامت عضو نازکتر است و/ لبه های مجاور درز جوش نباید از 6 میلی متر باید از هر دو سمت، جوش شوند. با تأیید طراح در جوش حلقوی می توان یک نابجایی موضعی تا 3 میلی متر داشت به شرط آن که طول این ناحیه موضعی کمتر از 10 حداکثر 0.84 میلی متر باشد. در این ناحیه باید فلز پر کننده اضافه شود تا یک ناحیه انتقالی با شیب 4 به 1 شکل گیرد. می توان فلز پر کننده را هم زمان با اجرای جوش اضافه کرد. نابجایی با هم بیش از این مقدار باید مطابق بند 3-21-7 اصالح شود. درز جوش طولی دو مقطع متصل شونده باید حداقل 90° رازوید داشته باشند، مگر آن که زاویه ای کمتر از این، مورد توافق کارفرما و پیمانکار قرار گیرد.
1 - Girth Weld
ابعاد درز جوش
2-23-10
رواداری ها مقطع در مقاطع لوله ای و قوطی
1-1-23-10
رواداری ابعادی درزهای جوش شیاری در مقطع نسبت به آن چه در نقشه ها نمایش داده شده است، باید مطابق بند 1-4-21-7 با استثنائات زیر باشد:
1. رواداری های اتصالات T, Y, K که در محدوده ارائه شده در بند10-2-10 هستند.
2. رواداری های نشان داده شده در جدول 10-14 برای جوش لپ به لپ نفوذ کامل مقاطع قوطی و لوله ای و تنها از یک سمت و بدون ورق پشت بند اجرا شده باشد.
| جدول 10-14 | |||
| هلصاف یراداو هشرب عاطق هیضرف فیلکت رد هشرب هلصاف درز ی قور پشچ نب دنچ | |||
| فرآیند جوشکاری | فاصله ریشه (mm) | زاویه پخ (درجه) | فاصله لبه (mm) |
| SMAW | ±2 | ±5 | ±2 |
| GMAW | ±1 | ±5 | ±2 |
| FCAW | +2 | ±5 | ±2 |
یادداشت: فواصل ریشه عریض تر از محدوده رواداری های مجاز بالا (برزگتر از ضخامت عضو نازکتر نباشد) را می توان با جوش کردن به ابعاد مورد قبول رساند.
قسمت ج: بازرسی
بازرسی جوش
23-10
همه جوش ها باید بازرسی چشمی شوند و در صورت تطابق با معیارهای جدول 15-10 قابل قبول ارزیابی می شوند.
| جدول 15-10 معیارهای پذیرش برای بازرسی چشمی | |
| عیب | معیار پذیرش |
| ترک | غیر قابل قبول. هیچ ترکی مجاز نیست. |
| بریدگی | حداکثر عمق 1 میلی متر، در طول کل جوش بیش از 25 میلی متر در هر 300 میلی متر از جوش مجاز نیست. |
| تخلخل | قطر حداکثر 2 میلی متر و فاصله بین تخلخل ها حداقل 4 برابر قطر بزرگترین تخلخل مجاز است. |
| سرباره باقی مانده | غیر قابل قبول. باید کاملاً تمیز شود. |
| ناترازی | حداکثر 2 میلی متر یا 10% ضخامت ورق، هر کدام کمتر باشد. |
بازرسی غیرمخرب (NDT)
25-10
دامنه
1-25-10
معیارهای پذیرش بازرسی اتصالات لوله ای و قوطی در قسمت ب و بخش ج این فصل ارائه شده اند. معیارهای پذیرش باید در اسناد پیمان، قرار گیرد.
الزامات اتصالات لوله ای و قوطی
2-25-10
برای جوش لب به لب شیاری با نفوذ کامل که از یک سمت و بدون ورق پشت بند انجام شده باشد، کل طول جوش ساخت مقاطع لوله ای و قوطی باید با آزمون فراصوت (UT) یا آزمون پرتونگاری (RT) بازرسی شوند. معیار پذیرش برای آزمون پرتونگاری باید مطابق بند 1-12-8 (شکل 108) و برای آزمون فراصوت مطابق با بند 1-26-10 باشد.
آزمون فراصوت (UT)
26-10
معیار پذیرش برای اتصالات لوله ای و قوطی
1-26-10
معیارهای پذیرش برای آزمون فراصوت باید مطابق اسناد پیمان باشد. کالس R و کالس X هر دو می توانند به عنوان مبدأ انتخاب شوند. معیار پذیرش مبتنی بر دامنه می تواند طبق بند 1-13-8 برای جوش شیاری در اتصالات لب به لب در لوله های با قطر 600 میلی متر و بیشتر استفاده شود، مشروط بر آن که تمامی ضوابط مرتبط در بخش ج فصل 8 رعایت شود. هر چند این ضوابط پذیرش مبتنی بر دامنه، قابل اعمال به اتصالات T, Y, K نیست.
کلاس R (مناسب شرایطی که از UT به جای RT استفاده شده باشد)
1-1-26-10
همه نشانه های با دامنه نیم (6db) یا کمتر نسبت به سطح حساسیت استاندارد (با لحاظ بند 6-29-10) باید کنار گذاشته شوند. نشانه های فراتر از سطح چشم پوشی شده باید به صورت زیر برآورده شوند:
1. انعکاس دهنده های کروی منفرد تصادفی، با حداقل فاصله جدایی 25 میلی متر تا سطح حساسیت استاندارد باید پذیرفته شوند. انعکاس دهنده های بزرگتر باید به عنوان انعکاس دهنده خطی ارزیابی شوند.
2. انعکاس دهنده های کروی هم راستا باید به عنوان انعکاس دهنده خطی ارزیابی شوند.
3. انعکاس دهنده های کروی خوشه ای با چگالی بیشتر از یک مورد در 650 میلی متر مربع با نشانه بیشتر از سطح قابل چشم پوشی (سطح تصویر شده عمود بر راستای تنش اعمالی، متوسط گیری شده در 150 میلی متر از طول جوش) باید مردود اعالم شوند.
4. انعکاس دهنده های خطی با صرف های که طول امتداد آن ها از محدودیت های شکل 24-10 فراتر روند، باید مردود اعالم شوند. به علاوه، انعکاس دهنده های ریشه نباید از کلاس X فراتر روند.
آزمون پرتونگاری (RT)
27-10
روش
1-27-10
انتخاب IQI علاوه بر الزامات بند 17-8 باید مطابق با جدول 16-10 و 17-10 و شکل های 4-8 باشد.
| جدول 16-10 الزامات IQI نوع روزنه ای | ||
| ضخامت اسمی عضو (mm) | قطر سیم | قطر روزنه اساسی |
| تا 6 | 4T | 7 |
| 6 تا 10 | 4T | 10 |
| 10 تا 12 | 4T | 12 |
| 12 تا 16 | 4T | 12 |
| 16 تا 20 | 4T | 15 |
| 20 تا 22 | 4T | 17 |
| 22 تا 25 | 4T | 17 |
| 25 تا 28 | 2T | 20 |
| 28 تا 50 | 2T | 25 |
| 50 تا 65 | 2T | 30 |
| 65 تا 75 | 2T | 35 |
| 75 تا 100 | 2T | 40 |
| 100 تا 150 | 2T | 45 |
| 150 تا 200 | 2T | 50 |
1 - Hole - Type
2 - Designation
3 - Essential Hole
4 - Wird
جانمایی و انتخاب IQI
2-27-10
IQI ها باید در ناحیه مورد نظر انتخاب شده برای پرتونگاری و روی عضو جوش شده قرار گیرند. مطابق جدول10-18، زمانی که با یک بار پرتودهی، کل جوش محیطی لوله توسط یک منبع پرتو در مرکز انحنا پرتودهی شود، حداقل باید از سه IQI در فواصل مساوی استفاده شود. در انتخاب IQI نباید ورق پشت بند به عنوان بخشی از جوش یا جوش تقویتی در نظر گرفته شود.
الزامات تکمیلی آزمون پرتونگاری برای اتصالات لوله ای و قوطی
28-10
جوش های شیاری محیطی در درزهای لب به لب
1-28-10
روش مورد استفاده در پرتونگاری درزهای لب به لب محیطی باید قابلیت پوشش دادن کل محیط را داشته باشد. روش ترجیحاً باید به صورت پرتودهی تک دیواره-مشاهده تک دیواره باشد. در جایی که دسترسی یا اندازه لوله مانع از این امر باشد، می توان از روش های پرتودهی دو دیواره-مشاهده تک دیواره یا پرتودهی دو دیواره-مشاهده دو دیواره استفاده کرد.
پرتودهی تک دیواره- مشاهده تک دیواره
1-28-10
چشمه پرتودهی باید داخل لوله و فیلم باید بیرون لوله قرار گیرد (شکل 26-10). اگر الزامات چشمه به شکل فراهم باشد می توان از پرتودهی سراسر نما استفاده کرد، اگر نه باید از حداقل 3 پرتودهی بهره برد. انتخاب و جانمایی IQI می تواند در سمت چشمه در لوله باشد. اگر این امکان فراهم نبود می توان آن را در سمت فیلم لوله قرار داد.
شکل 26-10 پرتودهی تک دیواره - مشاهده تک دیواره
1 - Panoramic
پرتودهی دو دیواره- مشاهده تک دیواره
2-18-10
در جایی که امکان دسترسی یا وضعیت هندسی مانع از پرتودهی تک دیواره شود، می توان چشمه را در بیرون لوله و فیلم را در دیواره مخالف لوله قرار داد (شکل 27-10). حداقل 3 پرتودهی برای پوشش کل محیط لوله لازم است. می توان انتخاب و جانمایی IQI را در سمت فیلم لوله انجام داد.
شکل 10-27 پرتودهی دو دیواره– مشاهده تک دیواره
پرتودهی دو دیواره– مشاهده دو دیواره
3-1-28-10
وقتی قطر بیرونی لوله 97 میلی متر یا کمتر باشد، می توان هر دو سمت چشمه و فیلم لوله را روی فیلم تصویربرداری کرد و هر دو دیواره را برای پذیرش مشاهده نمود. چشمه پرتودهی باید به اندازه حداقل هفت برابر قطر خارجی لوله از آن فاصله داده شود. امتداد پرتودهی باید از صفحه میان تار جوش، با زاویه کافی، فاصله داده شود تا تصویر هر دو سمت پرتودهی و فیلم جداره لوله از هم جدا شوند. هیچ یک از نواحی روی هم افتاده این دو قسمت نباید تفسیر شود. حداقل دو پرتودهی در زاویه 90 نسبت به هم نیاز است (شکل17-23). می توان جوش را با برهم نهی دو جوش متقابل هم پرتونگاری کرد. در این صورت به حداقل 3 پرتودهی در زوایای 60 از هم نیاز است (شکل17-29). در هر یک از این دو روش IQI باید در سمت چشمه لوله قرار گیرد.
آزمون فراصوت (UT) اتصالات T, Y, K
29-10
دستورالعمل
1-29-10
همه آزمایش های فراصوت باید مطابق روش مکتوب شده ای انجام شوند که توسط فرد دارای گواهینامه سطح III SNT-TC-1A و دارای تجربه آزمایش های فراصوت در مقاطع لوله ای و قوطی، تهیه و تأیید شده باشد. روش انجام باید بر اساس الزامات این فصل و بخش ج فصل 8 باشد. روش انجام باید حداقل شامل اطلاعات زیر در خصوص روش و جزئیات آزمایش فراصوت باشد:
1. نوع پیکربندی درز جوش مورد بررسی (مثالً دامنه قطر، ضخامت و زاویه دووجهی). روش های معمول به لوله 325 میلی متر و بزرگتر، ضخامت های 12 میلی متر و بزرگتر و زاویه صفحه 30° و بزرگتر محدود می شوند. روش های ویژه برای اندازه های کوچکتر قابل استفاده است به شرط آن که با استفاده از اداوات کوچکتر ارزیابی شده باشند.
2. معیار پذیرش برای هر نوع و هر اندازه جوش
3. انواع تجهیزات آزمایش فراصوت (برند و مدل)
4. فرکانس ترنسدیوسر، اندازه و شکل ناحیه فعال، زاویه پرتو و نوع گوه روی شناساگر زاویه پرتو. روش های انجام با استفاده از ترنسدیوسرهای تا فرکانس 6 مگاهرتز، اندازه های کوچک تا 6 میلی متر و شکل های متفاوت از موارد ذکر شده، قابل استفاده هستند به شرط آن که مطابق این بخش ارزیابی شده باشند.
5. آماده سازی سطح و سیال واسطه (در صورت استفاده)
6. نوع واحد کالیبراسیون و انعکاس دهنده مبنا
7. روش کالیبراسیون و دقت مورد نیاز برای فاصله (رفت و برگشت)، خطی بودن عمودی، بخش پرتو، زاویه، حساسیت و تفکیک پذیری
8. دوره های کالیبراسیون مجدد برای هر یک از موارد بند۷
9. روش تعیین پیوستگی اکوستیکی فلز پایه (بند۴-۲۹-۱۰) و روش سازماندهی هندسه به عنوان تابعی از زاویه دو وجهی و ضخامت
10. الگوی اسکن و حساسیت (بند۵-۲۹-۱۰)
11. ضریب اصالح انتقال برای انحنا و زبری سطح (در جایی که از روش های دامنه استفاده شده باشد، بند۳-۲۹-۱۰)
12. روش های تعیین زاویه مؤثر پرتو (در مصالح انحنا داده شده)، نمایه سازی ناحیه ریشه و محل ناپیوستگی ها
13. روش تعیین طول و ارتفاع ناپیوستگی ها
14. روش صحت سنجی ناپیوستگی در زمان کندن و تعمیر
1 - Couplant
2 - Sweep
3 - Mock up (مدل)
نیروی انسانی
۲-۲۹-۱۰
در زمان بررسی اتصالات T, Y, K علاوه بر الزامات نیروی انسانی موضوع بند ۸-۱۴-۶، الزم است اپراتور توانایی اجرای فنون خاص مورد نیاز برای انجام چنین بررسی هایی را نشان دهد. به این منظور باید آزمون های عملی بر روی جوش های نمونه انجام شود. این جوش های نمونه باید نماینده ای از نوع جوش های مورد بازرسی، شامل زوایای دو وجهی و اندازه های مختلف باشد که دامنه جوش های واقعی زمان ساخت را پوشش دهد. آزمون ها باید با استفاده از دستورالعمل های تأیید شده که مطابق با موضوعی که ارزیابی و تأیید شده اند، انجام شود. هر نمونه آزمون باید حاوی ناپیوستگی طبیعی یا مصنوعی باشد که به حصول نشانه های فرا صوت (UT) باالتر و پایین تر از معیار مردودی مشخص شده در دستورالعمل تأیید شده، منجر شود. عملکرد اپراتور باید بر اساس توانایی وی در تعیین اندازه و دسته بندی هر یک از ناپیوستگی ها بر اساس سطح دقت مورد نیاز برای پذیرش با رد هر جوش و موقعیت یابی دقیق ناپیوستگی های غیرقابل قبول در طول خط جوش و نیز در مقطع جوش، مورد قضاوت قرار گیرد. حداقل ۷۰% ناپیوستگی های غیرقابل قبول باید به درستی غیرقابل قبول تشخیص داده شوند. همه ناپیوستگی هایی که بیش از دو برابر بزرگتر از حداکثر بعد قابل پذیرش باشند یا دامنه ای بیش از ۶db داشته باشند باید به درستی جانمایی و گزارش شوند.
کالیبراسیون
۳-۲۹-۱۰
روش های ارزیابی و کالیبراسیون تجهیزات آزمایش فراصوت باید منطبق بر الزامات روش های تأیید شده و قسمت ج فصل ۸ به استثنای موارد زیر باشند.
دامنه
1-3-29-10
دامنه (فاصله) کالیبراسیون باید، شامل حداقل فاصله مسیر صوت مورد استفاده در یک بازرسی مشخص باشد. این فاصله را می توان طوری تنظیم کرد که نمایانگر هر یک از، مسافت طی شده صوت، فاصله سطح و یا عمق معادل زیر سطح تماس باشد که در امتداد مقیاس افقی ابزار نمایش داده می شود، همانطور که در دستورالعمل، تأیید شده است.
کالیبراسیون حساسیت
2-3-29-10
حساسیت استاندارد برای بازرسی جوش های ساخت با استفاده از روش های مبتنی بر دامنه باید برابر مقدار زیر باشد: حساسیت پایه + اصالح دامنه فاصله + اصالح انتقال
کالیبراسیون، برای هر درز جوش مورد بازرسی، باید حداقل یک بار انجام شود. به استثنای این که برای آزمون های تکراری روی مرزهای با اندازه و پیکربندی یکسان، تواتر کالیبراسیون بند 3-24-8 می تواند مورد استفاده قرار گیرد.
1. حسا سبب پایه: ارتفاع سطح مبنای صفحه به دست آمده از حداکثر انعکاس ناشی از سوراخ به قطر 1.5 میلی متر در بلوک نوع IJW (یا هر نوع بلوک دیگر که حسا سبب کالیبراسیون پایه مشابهی را نتیجه بدهد) به روش شرح داده شده در بند 24-8 (یا بند 27-8)
2. اصالح دامنه فاصله: سطح حساسیت باید به نحوی تنظیم شود که افت میرایی ناشی از محدوده مسیر حرکت صوت را جبران کند. این کار می تواند به واسطه استفاده از منحنی های اصالح دامنه فاصله، ابزارهایی الکترونیکی یا به روش بند 4-6-25-8 انجام شود. در صورت استفاده از ترنسدیوسرهای با فرکانس باال، الزم است اثر کاهندگی بیشتری لحاظ شود. می توان از اصالح انتقال برای جبران اثر عبور امواج فراصوت از الیه های سفت رنگ با ضخامت کمتر از 0.25 میلی متر استفاده کرد.
بررسی فلز پایه
۴-29-10
کل ناحیه ای که باید تحت رویش آزمایش فراصوت قرار گیرد الزم است تا با روش موج های طولی مورد بررسی قرار گیرد تا انعکاس دهنده های خطی که ممکن است در انتشار امواج جهت دار مورد نظر تداخل ایجاد کند، شناسایی شوند. همه نواحی حاوی انعکاس دهنده های خطی به منظور شناسایی، باید پیش از بازرسی جوش علامت گذاری شوند و تبعات آن در انتخاب زاویه واحد شناساگر و روش رویش برای بازرسی نواحی جوش، مد نظر قرار گیرد.
1 - Scanning
2- Laminar reflector
رویش جوش
5-29-10
رویش جوش در اتصالات T, Y, K باید از سمت سطح عضو فرعی انجام شود (شکل20-10). همه بررسی ها در صورت امکان باید در ساق و برای رویش اولیه، حسا سبب باید به میزان 12db بیش از مقدار تعیین شده در بند 3-۲۹-۱۰ برای بیشینه مسیر صوت، افزایش یابد. برآورد نشانه ها باید با مینا قرار دادن حساسیت استاندارد انجام شود.
(الف) راستای پژوه حفظ صوت عمود بر جوش
عضو اصلی با طولی
عضو ذوبی
از تک ساق و چند ساق و زوایای مختلف مورد نیاز برای پوشش کامل جوش شامل ناحیه ریشه استفاده شود. (ب) مسیر-7 روش های رویش - شکل20-10
زاویه بهینه
6-29-10
نشانه هایی که در ناحیه ریشه جوش های شیاری در درزهای لیپ به لب و در امتداد صفحه ذوب جوش ها یافت شوند، باید با زاویه 70، 60، 45 یا زاویه نزدیکترین مقدار به امتداد عمود بر صفحه ذوب مورد انتظار بازرسی شوند.
برآورد ناپیوستگی
7-29-10
ناپیوستگی ها باید با استفاده از ترکیبی از روش های مبتنی بر دامنه و پرتو مرزی برآورد شوند. ابعاد ناپیوستگی باید حسب مورد بر اساس طول و ارتفاع (بعد عمق) یا دامنه ارائه شوند. دامنه باید نسبت به کالیبراسیون استاندارد باشد. ناپیوستگی ها باید به عنوان خطی یا صفحه ای طبقه بندی شوند. این کار با توجه به تغییرات دامنه در حین حرکت دادن ترنسدیوسر روی کمانی به مرکز انعکاس دهنده صورت می گیرد. موقعیت ناپیوستگی ها در مقطع جوش و همین طور نسبت به یک نقطه مبنای معین در محور جوش باید مشخص شود.
گزارش ها
8-29-10
فرم ها
1-8-29-10
فرم گزارش که به صورت واضح، کار و ناحیه بازرسی را مشخص می کند باید در زمان بازرسی توسط اپراتور آزمایش فراصوت تکمیل شود. گزارش با جزئیات و کروکی نشان دهنده موقعیت هر ناپیوستگی در طول محور جوش، موقعیت در مقطع جوش، اندازه (یا درجه عیب)، وسعت، راستا و طبقه بندی آن باید برای هر جوشی که در آن علائم قابل توجه رویت شده، تکمیل شود.
ناپیوستگی های گزارش شده
2-8-29-10
ناپیوستگی هایی که به اندازه غیرقابل قبول نزدیک می شوند، به ویژه آن هایی که در ارزیابی شان تردیدهایی وجود دارد باید گزارش شوند.
بازرسی ناقص
3-8-29-10
نواحی که بازرسی کامل آن ها عملی نبوده است باید ذکر شوند. علت ناقص بودن بازرسی نیز باید گزارش شود.
نشانه گذاری مرجع
4-8-29-10
نقطه مرجع و موقعیت و گستردگی ناپیوستگی های غیر قابل قبول باید به صورت فیزیکی روی قطعه نشانه گذاری شوند مگر این که خلاف آن مشخص شود.
فصل یازدهم- مقاوم سازی و تعمیر سازه های موجود
محدوده 1-11
مقاوم سازی و تعمیر سازه موجود باید شامل اصالحاتی باشد که الزامات طراحی مدنظر مهندس طراح برآورده شود. این فصل شامل الزامات مربوط به طرح جامع انجام کار شامل طراحی، روش اجرا، بازرسی و مستندسازی است. استفاده از روش های افزایش عمر خستگی نیز شرح داده شده است.
عمومی 2-11
مهندس باید طرحی جامع برای انجام کار تهیه نماید. این طرح باید شامل، اما نه محدود به، طراحی، روش اجرا، بازرسی و مستندسازی باشد. به جز مواردی که در این فصل اصالح شده است، تمامی ضوابط این آیین نامه برای مقاوم سازی و تعمیرات سازه های موجود ازجمله اصالح حرارتی اعضای کج شده، باید اعمال شود.
فلز پایه 3-11
تحقیق و بررسی 1-3-11
قبل از تهیه نقشه ها و مشخصات فنی برای مقاوم سازی یا تعمیر سازه های موجود، نوع فلز پایه مورد استفاده در سازه اصلی باید از نقشه ها، مشخصات فنی با از طریق آزمایشات تعیین رده فلز پایه تعیین شود.
مناسب جوشکاری بودن 2-3-11
مناسب بودن فلز پایه برای جوشکاری باید مشخص شود.*
سایر فلزات پایه 3-3-11
در مواردی که فلز پایه ای غیر از فلزات معرفی شده در جدول 3-5 استفاده شود، مهندس ناظر باید ملاحظات ویژه ای در انتخاب فلز پرکننده و دستورالعمل های جوشکاری در نظر بگیرد.
برای راهنمایی به پیوست C آیین نامه AWS D1.1 (2020). جدول C-11. مراجعه شود.
طراحی برای مقاوم سازی و تعمیر 4-11
فرایند طراحی 1-4-11
فرایند طراحی باید مقررات و آیین نامه های حاکم و سایر بخش های مشخصات فنی عمومی را دربرگیرد. مهندس طراح باید نوع و گستره بررسی های الزم را برای شناسایی شرایط موجودی که نیازمند تقویت یا تعمیر می باشد، مشخص نماید.
تحلیل تنش 2-4-11
تحلیل تنش ها در محدوده ای که به سبب مقاوم سازی یا تعمیر تحت تاثیر قرار می گیرد، باید انجام شود. سطح تنش باید برای همه حالت های بار مرده و بار زنده درجا تعیین شود. خسارت تجمعی که ممکن است اعضا در سرویس قبلی متحمل شده باشد باید در نظر گرفته شود.
تاریخچه خستگی 3-4-11
اعضای تحت بارگذاری چرخه ای (سیکلی) باید مطابق با ضوابط تنش های خستگی طراحی شوند. تاریخچه بارگذاری قبلی باید در طراحی در نظر گرفته شود. در صورتی که تاریخچه بارگذاری قبل در دسترسی نباشد باید تخمین زده شود. از روش های عملی مانند کاهش دامنه تنش، استفاده از هندسه اتصال با تمایل کمتر به شکست خستگی و روش های دیگر می توان برای افزایش عمر خستگی استفاده کرد، ذکر شده در بند 5-11.
ترمیم یا جایگزینی 4-4-11
باید تعیین شود که تعمیرات شامل ترمیم قطعات خورده شده یا آسیب دیده یا تعویض کل اعضا باشد.
بارگذاری حین عملیات 5-4-11
مهندس باید میزان بازی را که یک عضو مجاز است در حین انجام عملیات حرارتی، جوشکاری یا برش حرارتی تحمل کند، تعیین نماید. در صورت لزوم بارها باید کاهش یابد. پایداری موضعی و عمومی عضو باید با در نظر گرفتن تاثیر دمای باال که در قسمت هایی از سطح مقطع گسترش می یابد، بررسی شود.
اتصالات موجود 6-4-11
اصاالت موجود در سازه هایی که نیاز به مقاوم سازی یا تعمیر دارد باید از نظر کفایت طراحی ارزیابی شود و در صورت نیاز تقویت شود.
استفاده از وسایل اتصال موجود 7-4-11
هنگامی که محاسبات طراحی نشان دهد که پرچ ها یا پنج ها در اثر بار کلی جدید تحت تنش بیش از حد آقرار گرفته است، فقط بار مرده موجود باید به آنها اختصاص داده شود. اگر پنج ها یا پرچ ها با بار مرده به تنهایی تحت تنش بیش از حد قرار گیرند یا در معرض بارگذاری چرخه ای (سیکلی) قرار داشته باشند، باید فلز پایه و جوش کافی برای تحمل بار کل اضافه شود.
افزایش عمر خستگی 5-11
روش ها 1-5-11
در صورتی که دستورالعمل مکتوب به تایید مهندس طراح رسیده باشد، روش های زیر برای بازسازی جزئیات جوش بحرانی می تواند مورد استفاده قرار گیرد.
1) بهبود نمای جوش:
تغییرشکل سطح جوش به روش سنگ زنی انگشتی برای بدست آوردن نمای جوش مقعر با تبدیل ملايم از فلز پایه به فلز جوش.
2) سنگ زنی پنجه جوش:
تغییرشکل پنجه جوش به تنهایی با روش سنگ زنی انگشتی، سنگ زنی پنجه جوش باید در امتداد خط مرکزی پنجه برای هر دوی اتصالات لوله ای و غیر لوله ای انجام شود. سنگ زنی باید تا عمق 0 تا 1 میلی متر از سطح و با 0.8 تا 0.6 میلی متر زیر عمیق ترین بریدگی تا حداکثر عمق 2 میلی متر با 0.8 درصد از ضخامت روز، هرکدام بزرگتر بود، انجام پذیرد. زاویه ابزار نسبت به جهت حرکت باید 45 درجه باشد تا علائم سنگ زنی روی سطح، عمود بر خط پنجه جوش ایجاد شود. انتهای جوشی که تحت تنش طولی قرار می گیرد، نیازمند مراقبت ویژه است. مرحله پرداخت برای دستیابی به سطح مناسب باید سبک باشد. بعد از سنگ زنی باید به صورت چشمی به همراه آزمایش مغناطیسی یا نفوذ مایعات برای بررسی هرگونه بریدگی باقی مانده بررسی شود.
3) تقه کاری:
تقه کاری با ساجعه روی سطح جوش یا تقه کاری با چکش روی پنجه جوش، تقه کاری برای فولاده ای با مقاومت تسلیم تا 800 مگاپاسکال و ضخامت مساوی یا بزرگتر از 10 میلی متر، انجام می شود. سر متغ چکش باید دارای توک های تقریباً تیم کرهای با قطر بین 12 تا 6 میلی متر باشد. فرورفتگی باید متمرکز بر پنجه جوش باشد تا فلز پایه و فلز جوش تغییرشکل دهند و در نتیجه آن، سطحی صاف بدست آید. چکش باید تحت زاویه 45 درجه نسبت به صفحه اصلی و تقریباً عمود بر جهت حرکت نگهداشته شود. فرورفتگی در فولاده زن را مقاومت تسلیم تا 250 مگاپاسکال) باید به طور تقریبی 50 میلی متر؛ در فولاده مقاومت متوسط (مقاومت تسلیم از 250 تسلیم تا 200).
تا10 مگاپاسکال ، تا800 (مقاومت تسلیم از450 ملی میتر؛ و در فوالد با مقاومت باال ، تا205 مگاپاسکال450 میلی متر باشد. این اعماق تقریبا معادل چهار مرحله تقدونی می باشد. جوش باید به صورت چشمی همراه با آزمون مغناطیسی یا نفوذ مایعات، قبل از تقدونی بازرسی شود. مزیت تقدونی به تنش های پسماند فشاری مربوط می شود، پس PWHT بنابراین اطمینان از اینکه هیچ گونه عملیات تنش زدایی مانند عملیات حرارتی پس از جوشکاری از این عملیات صورت نپذیرد، بسیار حائز اهمیت است. همچنین هنگامی که اتصال در محل بار مرده قرار دارد باید از تقدونی استفاده کرد.
4) اصالح TIG تغییرشکل پنجه جوش به روش ذوب مجدد فلز جوش موجود با استفاده از حرارت قوس:
شامل ذوب مجدد فلز جوش تا عمق تقریبی2 TIG بدون فلز پرکننده، اصالح متر در امتداد پنجه جوش میلی بدون فلز پرکننده اضافی می باشد. سطح جوش باید عاری از هرگونه زنگزدگی، سرباره یا پوسته باشد. نوک الکترود باید تمیز و تیز نگهداشته شود. سر ابزار باید با فاصله افقی متر از پنجه جوش قرار گیرد میلی 1.5 تا0.5 . در جایی که چقرمگی ناحیه متأثر از حرارت ممکن است دردسرساز شود، می توان از عبور حرارتی دوم استفاده کرد.
5) سنگ رزنی پنجه به عالوه تقدکاری چکشی، وقتی با یکدیگر استفاده شوند، مزایای آنها تجمعی خواهد بود.
استفاده از این دو مورد با یکدیگر از شروع ترک ناشی از خستگی و سرعت انتشار ترک جلوگیری می کند. در اتصاالت بحرانی ترکیب این دو مورد مقاومت باالیی در برابر شکست خستگی ایجاد می کند. سطح جوش قبل از تقدونی باید تحت بازرسی چشمی به همراه آزمایش مغناطیسی قرار گیرد تا عاری از هرگونه ناپیوستگی باشد و در هر مرحله تقدونی باید به صورت چشمی بازرسی شود.
افزایش دامنه تنش 2-5-11
*مهندس باید دامنه تنش مجاز را به صورت مناسب افزایش دهد.
ملاحظه شود. دامنه تنش جوش مساوی تنش حداکثر منهای تنش حداقل با منظور کردن AWS D1.1 (2020) C-11 توان به برای اطالعات بیشتر می -5 علامت مثبت برای تنش کششی و علامت منفی برای تنش فشاری است.
اجرا و روش 6-11
شرایط فلز پایه 1-6-11
فلز پایه ای که باید تعمیر شود و سطوح فلز پایه موجود که با فلز پایه جدید در تماس خواهد بود باید از وجود آلودگی (تمیزکاری یا ابزار دستی)، SSPC SP2 زنگ و سایر مواد خارجی به غیر از الیه رنگ چسبیده مطابق درجه تمیزکاری تمیزکاری شوند. بخش هایی از سطوح که جوشکاری می شوند باید به طور کامل از تمام مواد خارجی از جمله رنگ، به میلی متر از ریشه جوش تمیز شوند.50 فاصله حداقل
معایب عضوه ا 2-6-11
با نظر مهندس ناظر، معایب غیرقابل قبول اعضایی که تعمیر یا مقاوم سازی می شوند، باید قبل از اصالح حرارتی یا جوشکاری اصالح شود.
تعمیر جوش 3-6-11
انجام شود.25-7 اگر تعمیر جوش موردنیاز باشد، باید مطابق با بخش
فلز پایه با ضخامت ناکافی 4-6-11
خوردگی یا سایش باعث کاهش مقطع و ضخامت فلز پایه می شود و ممکن است ضخامت الزم برای تأمین اندازه جوش مناسب را برآورده نکند. فلز پایه ای که ضخامت آن برای دستیابی به بعد جوش مورد نیاز و یا ظرفیت مورد نیاز کافی نباشد باید به تشخیص مهندس ناظر به یکی از روش های زیر ضخامت الزم را بدست آورد:
1) با فلز جوش به ضخامت موردنیاز برسد.
2) برش داده شود تا ضخامت کافی در دسترس باشد.
3) با فلز پایه اضافی تقویت شود.
4) بریده شده و با فلز پایه با ضخامت یا مقاومت کافی جایگزین شود.
صافکاری یا اصالح حرارتی 5-6-11
در صورتی که از روش های صافکاری حرارتی استفاده می شود، حداکثر دمای نواحی گرم شده که با استفاده از گچ حرارتی درجه برای650 درجه سلسیوس برای فوالد آبدیده و بازبخت شده و از600 پا سایر ابزارها اندازه گیری می شود، نباید از درجه ممنوع است.315 سایر فوالدها بیشتر باشد. سردکردن سریع فوالد در دمای باالتر از
توالي جوشکاري 6-6-11
برای مقاوم سازی یا تعمیر اعضا که با اضافه کردن فلز پایه با فلز جوش یا هر دو انجام می شود، جوشکاری و توالي جوش باید به گونه ای باشد که حرارت ورودی حول تار خنثی متعادل شده و تا حد امکان اعوجاج و تغییرشکل ها و تنش های باقی مانده را به حداقل برساند.
کیفیت 7-11
بازرسی چشمی 1-7-11
تمامی اعضا و جوش هایی که به وسیله انجام کار تحت تاثیر قرار گرفته اند باید مطابق برنامه جامع ناظر مورد بازرسی چشمی قرار گیرند.
های غیرمخرب آزمایش-2-7-11
روش، میزان و حد پذیرش آزمایش های غیرمخرب باید در اسناد پیمان مشخص شود.
فصل دوازدهم- فرایندهای جوشکاری
جوش قوسی فلزی با الکترود پوشش دار (SMAW) 1-12
اصول 1-1-12
هایی است که برایترین روشترین و شاید کارآمدترین، سادهترین دار یکی از متداولجوش قوسی فلزی با الکترود پوشش .خوانده می شود )(با الکترود این روش به نام جوش دستی .در محاورات فنی،رود جوشکاری فوالد ساختمانی به کار می شکل در جوشکاری مدار .شود ایجاد می پایه دار و فلزپوشش یک الکترود بین تومن الکتریکی حرارت با برقرار نمو .است شده داده نمایش ،الف -1-12 برکننده ماده به تبدیل الکترود فلز مصرف می.شود دار پوشش الکترود و فلز پایه، فلز ذوب با جوشکاری جریان در مانند گل محلوطی پوشش، .شود می تبدیل جوش سرباره به آن دیگر قسمت و محافظ به گاز پوشش از قسمتی و شودمی مخلوط، این .است سلولز و فلزی آلیاژهای ،اکسیدها ،کرینات،ها فلووایدها مانند کردن مواد و کننده های سختسیلبکات از .بناورد وجود به را متراکم و خشک و سخت پوششی تا شده فشرده و پخته :دارد عهده به را زیر وظایف ،است کننده حفاظت ماده همانند که الکترود پوشش .کند می تنبیت را قوس ساخته، جدا را هوا ،سیرگازی ایجاد با )1( .بخشد می بهبود را آن ساختمانی بافت و کرده جوش فلز وارد را ها کننده احیاء مانند دیگری مواد )2( هوا نیتروژن و اکس ین مقابل در را آنها ،شده سخت جوش و مداب حوضچه روی جوش سرباره از روکشی ایجاد با )3( .شود می جوش سربه شدن مانع ضمن در ،کرده محافظت
الکترود مصرفی 2-1-12
از یک هسته تیم جامد با پوششی از مواد به نام فلاکس، تشکیل شده است. مواد پوشش از نظر ترکیب SMAW الکترودهای متفاوت هستند، اما هدف همه پوشش ها محافظت از فلز جوش مداب در برابر اتمسفر است. پس از انجام این وظیفه، پوشش مداب بصورت سرباره روی جوش را می.پوشاند که پس از جوشکاری حذف می شود
جوشکاری قوسی زیرپودری (SAW) 2-12
اصول 1-2-12
در جوشکاری به روش زیرپودری، ماده محافظ، به صورت یک نوار پودری روی درز ریخته می شود. سپس قوس الکتریکی (شکلشود. در حین جوشکاری، قوس زیرپودر برقرار شده و دیده نمی یوسیله الکترود لخت در زیر این پودر برقرار می .)2-12 به مصرف پر کردن درز می رسد. انتهای الکترود به الکترود فلزی لخت، که در این نوع جوشکاری از آن استفاده می ،شود ای قرار دارد، حفاظتطور دائم به وسیله پودر ذوب شده ای که روی آن الیه دیگری از پودر ذوب نشده به صورت دانه می.شود ،پودر که عامل مشخصه این روش جوشکاری است، روکشی ایجاد می کند که اجازه می دهد عمل جوشکاری بدون پراکندگی که در حالای به طور خودکار روی خط جوش و در پیشاپیش الکترود، چرقه زدن با ایجاد دود انجام پذیرد. پودر دانه باشد، قرار می گیرد. این ماده حوضچه مداب را در مقابل گازهای هوا محافظت نموده به تمیزی فلز جوشحرکت به جلو می کمک می کند، در ضمن ترکیب شیمیایی فلز جوش را نیز بهبود می.بخشد
| پودر |
| جهت حرکت |
| افز پایه |
| الکترود مصرفی |
| پودر ذوب نشده |
| سوپاره جوش |
| حوضچه مداب جوش |
| پودر مداب |
شوند به طور معمول یکدست بوده، از کیفیت باالیی برخوردارندهایی که به روش قوسی زیرپودری ایجاد می جوش ،گذارند، در مقابل ضربه مقاومت زیادی دارند، متراکم اند و در مقابل عوامل خورندهشکل پذیری خوبی از خود به نمایش می هایی عموماً به خوبی همان فلز پایه می باشد.به خوبی مقاومت می کنند. مشخصات مکانیکی چنین جوش کار موردخود جوشکاری به روش قوسی زیرپودری اغلب برای جوش فوالد در کارخانه و برای کار با وسایل خودکار و نیمه گیرد.استفاده قرار می
ضوابط 2-2-12
سطوحی که جوش زیرپودری در روی آنها رسوب می کند 1-2-2-12
باید تمیز و عاری از رطوبت باشند.
نمونه آزمایشی 2-2-2-12
در صورتی که نفوذ کامل ریشه مدنظر باشد و امکان شیارزنی و جوش پشت نباشد، سازنده باید طبق روش پیشنهادی خود نمونه آزمایشی تهیه کرده و سپس با مقطع زدن نشان دهد که روش پیشنهادی وی نفوذ کامل را به وجود می آورد. در صورت عدم امکان تهیه مقطع، با تایید مهندس مشاور می توان از آزمایش برتونگاری (رادیوگرافی) استفاده نمود. در هر حال، تایید کیفیت به عهده مهندس مشاور خواهد بود.
ریشه جوش 3-2-2-12
به منظور حصول ریشه سالم، ریشه جوش ،های شیاری یا گوشه را می توان با استفاده از پشت بند نوار مسی بودر آهنی، پودر جوشکاری و یا نوار شیشه ای مهر نمود. مهر کردن ریشه می تواند با استفاده از عبور ریشه با الکترود کم .هیدروژن نیز انجام پذیرد
ابعاد عبور جوش 4-2-2-12
)(شکل3-12 عمق و حداکثر عرض مقطع هر عبور جوش نباید از عرض رویه در سطح جوش بزرگتر باشد اگر به کمک آزمایش بتوان نشان داد که جوش موردنظر عاری از هرگونه ترک است، می توان از این شرط .صرف نظر کرد
| عرض رویه جوش |
| عمق |
| عرض |
عمق و عرض هر عبور جوش نباید از عرض رویه جوش بزرگتر باشد.
جوش خال 5-2-2-12
هایی متر یا در ریشه جوش میلی10 از کوتچکتر و یا مساوی ساقی اندازه با گوشه شکل جوش (به ها جوش خال باعث یا و آورند وجود به جوش سطح ظاهر در توجهی قابل تغییر نباید دارند) در ریشه خاص نفوذ به نیاز که برداشته باید اصلی جوش از قبل ،آورد وجود به را شرایط این نتواند جوش خال اگر شوند. جوش نفوذ کاهش ضخامت با فوالدی بند پشت یا درزهایی در ریشه موجود هایجوش خال .شود داده کاهش اندازهاش یا و شده ،کمپیدروژن کمپرداز پوشش با الکترود فلزی قوسی جوشکاری کمک به و شده برداشته باید متر میلی8 از کمتر درآیند. پیوسته صورت به طول تمام در
آزمایش ضربه 6-2-2-12
ارزیابی برنامه در باید ضربه آزمایش نمایند، قرارداد ايجاب مدارک یا خصوصی فنی مشخصات که صورتی در گیرد. می صورت استاندارد روش های مطابق ضربه آزمایش ،گیرد قرار
دستورالعمل جوشکاری قوسی زیرپودری با الکترود تک 3-2-12
الکترود تک 1-3-2-12
است. متصل یک مولد یک که الکترود یک یعنی فقط الکترود
وضعیت جوشکاری 2-3-2-12
گوشه جوش .کردند اجرا تخت وضعیت در باید ،گوشه جوش استثنای به ،زیرپودری قوسی های جوش تمام گوشه جوش در جوش عبور یک ساق اندازه حداکثر که محدودیت این با ،نمود اجرا افقی و تخت وضعیت در توان می را است. متر میلی8 افقی وضعیت
ضخامت الیه جوش 3-3-2-12
که وقتی باشد. بزرگتر میلی6 از نباید سطحی، الیه و ریشه الیه استثنای به ،جوش از الیه هر ضخامت در مضاعف الیه روش .نمود استفاده مضاعف الیه روش از باید ،است بیشتر یا و متر میلی13 ریشه دهانه گیرد. قرار استفاده مورد باید کند،می تجاوز متر میلی16 الیه عرض که نیز مواقعی
پارامترهای جوشکاری 4-3-2-12
عبور، هر که شود انتخاب طوری باید الکترود حرکت سرعت و )ولتاژ پتانسیل اختالف ،(آمپر جریان شدت نباید. وجود به جوش پای پریدگی یا لوچه هیچ گونه و باشد داشته اطراف جوش و پایه فلز با کامل ذوب الیه است. آمپر 600باشد، می امتزاج دارای وجه دو از که جوشی عبور برای )آمپر جریان شدت حداکثر در گوشه جوش انجام برای جریان شدت حداکثر داد. انجام بیشتری جریان شدت با توان می را سطحی است. آمپر1000 تخت، وضعیت
دستورالعمل جوشکاری قوسی زیرپودری با الکترودهای موازی 4-2-12
الکترودهای موازی 1-4-2-12
الکترودهای موازی به معنای دو الکترود می باشد که به طور موازی به یک مولد متصل شده اند. هر دو الکترود محموالً به وسیله یک دستگاه تغذیه الکترود، تغذیه می شوند. در این حالت، شدت جریان، مجموع شدت جریان دو الکترود می .باشد
وضعیت جوشکاری 2-4-2-12
به استثنای جوش های گوشه، جوش های زیرپودری انجام شده به وسیله الکترودهای موازی، باید در وضعیت تخت انجام شوند جوش توان در وضعیت تخت و یا افقی انجام داد، مشروط بر اینکه اندازههای گوشه را می. میلی متر تجاوز8ساق جوش گوشه یک عبوره انجام شده با الکترودهای موازی در وضعیت افقی نباید از .نماید
ضخامت الیه جوش 3-4-2-12
شماره 3- ضخامت الیه جوش محدود نشده است. در عبور ریشه جوش شیاری، می توان از الکترود تک یا موازی استفاده نمود. ضخامت پشت بند یا ضخامت ریشه (ضخامت پیشانی) باید برای جلوگیری از ذوب و سوختن، کافی .باشد میلی متر تجاوز نماید، الکترودهای موازی باید به طور در صورتی که عرض الیه سطحی جوش شیاری از13 .جانبی حرکت داده شوند و یا از روش الیه مضاعف استفاده شود تا از ذوب کامل لبه ها اطمینان حاصل شود استفاده میلیمتر تجاوز کند، باید از روش الیه مضاعف با الکترود مضاعف که عرض الیه قبلی از16وقتی .نمود
پارامترهای جوشکاری 4-4-2-12
شدت جریان جوشکاری، اختالف پتانسیل (ولتاژ) قوس، سرعت حرکت و محل نسبی الکترودها باید طوری در نوار جوش باشد که هر عبور امتزاج خوبی با فلز پایه مجاور عبورهای قبلی داشته و هیچگونه گودافتادگی با برندگی پای جوش به وجود نباید. به منظور جلوگیری از بروز ترک در ریشه درز، باید مراقب بود که .عبورهای اولیه نقهر بیش از اندازه نداشته باشند
حداکثر شدت جریان در جوش شیاری 5-4-2-12
:حداکثر شدت جریان در جوش شیاری برابر است با الف آمپر برای الکترودهای موازی در انجام عبور ریشه در شیاری با فاصله ریشه صفر به طوری که عبور شیار را 700 )1( .به طور کامل پر نکند
با تسعه فاصله بندآمپر برای الکترودهای موازی در انجام عبور ریشه در شیاری که دارای تسعه پشت 900 )2( .باشد دهنده
.آمپر برای الکترودهای موازی برای تمام عبورها به استثنای عبور ریشه و عبور الیه نهایی 1200 )3( .در عبور الیه نهایی هیچگونه محدودیتی برای شدت جریان نیست )4( .باشد آمپر می 1200 حداکثر شدت جریان برای انجام گوشه با الکترودهای موازی، ب
ادامه جوشکاری با فرایندهای دیگر 6-4-2-12
در جوش های شیاری یا گوشه، در صورتی که عبور ریشه آیا فرایند جوشکاری قوسی فلزی تحت حفاظت گاز توان عبورهای بعدی را با فرایند جوشکاری قوسی زیرپودری با الکترود موازی ادامه دادانجام شود، می مشروط براینکه جوشکاری تحت حفاظت گاز منطبق بر ضوابط قسمت ت از این فصل انجام شود و فاصله میلی .متر تجاوز نکند بین قوس جوش تحت حفاظت گاز و قوس جوش زیرپودری از380
پیش گرمایش و دمای عبورهای مبانی 7-4-2-12
گرمایش و دمای عبورهای مبانی برای جوشکاری قوسی زیرپودری با الکترودهای موازی باید مطابق پیش .انتخاب شود جدول8-5 .مجاز نیست 8-5 میلی متر، هیچگونه کاهشی در اعداد جدول 10برای جوش های گوشه با اندازه ساق کوچکتر یا مساوی
دستورالعمل جوشکاری قوسی زیرپودری با الکترودهای چندگانه 5-2-12
الکترودهای چندگانه 1-5-2-12
با چند الکترود تک یا موازی می باشد. هر یک از مؤلفه های سیستم متطور از الکترود چندگانه، ترکیبی از2 دارای مواد نیروی مستقل و تغذیه کننده الکترود مربوط به خود می.باشد
وضعیت جوشکاری 2-5-2-12
به استثنای جوش های گوشه، جوشکاری قوسی زیرپودری با الکترودهای چندگانه باید در وضعیت تخت انجام شود. جوش های گوشه را می توان در وضعیت تخت یا افقی انجام داد، مشروط براینکه اندازه جوش گوشه که میلی .متر تجاوز نکند در وضعیت تخت انجام می شود از13
ضخامت الیه جوش 3-5-2-12
توان از الکترود تک یا چندگانه های شیاری، می- ضخامت الیه جوش محدود نشده است. در عبور ریشه جوش استفاده نمود. ضخامت پشت بند با ضخامت ریشه (پیشانی) باید برای جلوگیری از سوختن کافی باشد. در که 13 میلیمتر باشد، باید از روش الیه مضاعف استفاده کرد. وقتی که صورتی که عرض الیه سطحی بزرگتر از میلیمتر تجاوز نماید، و فقط از دو الکترود استفاده شود، باید از الیه مضاعف با الکترود 25 عرض الیه قبلی از مضاعف استفاده شود.
پارامترهای جوشکاری 4-5-2-12
شفت جریان جوشکاری، اختلاف پتانسیل (ولتاژ) قوس، سرعت حرکت و محل نسبی الکترودها باید طوری باشد که هر عبور، ذوب و همپوشانی خوبی با فاز پایه و عبورهای قبلی داشته و هیچگونه گودافتادگی یا بریدگی پای جوش به وجود نباید. به منظور جلوگیری از بروز ترک در ریشه درز، باید مراقب بود که عبورهای اولیه تقعر بیش از حد نداشته باشند.
حداکثر شدت جریان در جوش های شیاری 5-5-2-12
حداکثر شدت جریان در جوش های شیاری باید به صورت زیر باشد: الف-
1) آمپر برای الکترود تک یا برای الکترودهای موازی در انجام عبور ریشه در شیاری که فاصله ریشه آن صفر 700 است و عبور به طور کامل شیار را پر نمی کند.
2) آمپر برای الکترود تک در انجام عبور ریشه یا 900 آمپر برای الکترودهای موازی در انجام عبور ریشه در 750 شیاری که دارای تسعه پشت بند یا تسعه فاصله دهنده باشد.
3) آمپر برای الکترود تک یا 1200 آمپر برای الکترودهای موازی برای تمام عبورها به استثنای عبور نهایی، 1000 4) برای الیه نهایی هیچگونه محدودیتی برای شدت جریان وجود ندارد.
حداکثر شدت جریان برای انجام جوش گوشه مساوی 1000 آمپر برای الکترود تک و 1200 آمپر برای الکترودهای ب- موازی است.
ادامه جوشکاری با فرایندهای دیگر 6-5-2-12
در جوش شیاری با گوشه می توان جوش ریشه ای که با فرایند جوشکاری قوسی فلزی تحت حفاظت گاز انجام شده را با عبورهای جوشکاری قوسی زیرپودری با الکترود چندگانه ادامه داد، مشروط براینکه جوش تحت حفاظت گاز منطبق بر ضوابط قسمت ت، از این فصل انجام شده و فاصله بین قوس جوشکاری تحت میلی.متر تجاوز نکن د 380حفاظت گاز و جوشکاری قوسی زیرپودری از
پیش گرمایش و دمای عبورهای میانی 7-5-2-12
پیش گرمایش و دمای عبورهای میانی برای جوشکاری قوسی زیرپودری با الکترودهای چندگانه باید مطابق انتخاب شود.8- جدول5 مجاز نیست.3- میلی متر، هیچگونه کاهشی در اعداد جدول4 برای جوش های گوشه با اندازه کوچکتر یا مساوی10
جوشکاری قوسی فلزی تحت حفاظت گاز (GMAW) 3-12
اصول 1-3-12
در این روش الکترود یک مقتول لخت پیوسته است که از میان گیره الکترود گذشته و با یک ق رقره تغذیه می شود (شکل .)4-12 حفاظت در این روش به طور اصولی با سپری از گاز غیرفعال صورت می گیرد. گازهای مرکب به طور معمول به تنهایی برای به تنهایی و یا مخلوط CO2 (دی)کسید کربن) در این مورد استفاده است. استفاده ازCO2 این منظور به کار نمی روند. فقط با دیگر گازهای غیرفعال به طور وسیعی در جوشکاری فوالد رواج پیدا کرده است.
| تغذیه از قرمز الکترود |
| گاز محافظ |
| سیم الکترود |
| جهت حرکت |
| مجرای گاز |
| گاز محافظ |
| جوش |
| فلز بابه |
| حوضچه مداب جوش |
گاز محافظ 2-3-12
گاز با مخلوطی از گازها که برای محافظت جوشکاری تحت حفاظت گاز یا سیم توپودری به کار می رود، باید دارای نقطه درجه سلسیوس یا کوچکتر باشد. در صورت درخواست مهندس مشاور، سازنده موظف به ارائه برگ تایید کیفیت - شبنم40 و شناسایی کارخانه تولیدکننده گاز که نشان دهنده مناسب بودن گاز برای جوشکاری است، می باشد.
ضوابط 3-3-12
جوش پشت 1-3-3-12
،قبل از انجام هرگونه جوش پشت ،بند در جوش های شیاری با نفوذ کامل در صورت عدم استفاده از پشت .شود ریشه جوش باید شیلزنی
شرایط جوشکاری 2-3-3-12
انجام جوش های تحت حفاظت گاز در صورت وزش باد مجاز نیست، مگر اینکه عملیات جوشکاری بوسیله .کیلومتر بر ساعت است چادر محافظت شود. حداکثر سرعت مجاز وزش باد در مجاورت جوش8
مواد پشتیبان 3-3-3-12
،نوارشیشه ،مسی بودری ،رشه می توان از پشت ،شیلزی برای جلوگیری از سوختن ،های در جوش با ی فلز ی قوس ی جوشکاری یک عبور با توان یم با استفاده از یپدرآهن و یا مصالح مشابه استفاده نمود. همچنین .را مهر نمود ی دار ی هیدروژن، ریشه جوشالکترود پوشش
آزمایش ضربه 4-3-3-12
کیفیت تایید ای د در برنامه ی ضربه آزمایش ،خصوصی فنی مشخصات با مناقصه اسناد در صورت درج در .باشد استاندارد روش های بر منطبق باید ،ضربه آزمایش ،گیرد روش انجام .جوش قرار
جوشکاری قوسی با سیم توپودری (FCAW) 4-12
این روش جوشکاری شبیه جوشکاری به روش تحت حفاظت گاز است، با این تفاوت که الکترود پیوسته فلزی آن لوله ای شکل بوده، مواد حفاظتی را در داخل خود دارا می باشد. این ماده همان نقشی را به عهده دارد که پوشش در روش جوشکاری قوسی فلزی با الکترود پوشش ،دار و یا پودر در روش جوشکاری قوسی زیرپودری به عهده دارد. در مورد مغنول های قرقرمپیخ انجام می .گیرد CO2 حفظ پوشش برروی سیم امکان ندارد. بدین منظور سیر گازی به وسیله گاز
| تغذیه از قرقرء الکترود |
| الکترود سیمی لوله ای |
| مغزه |
| جهت حرکت |
| گاز محافظ (اختیاری) |
| سرباره |
| جوش |
| فلز پایه |
| خوشچه مداب جوش |
جوشکاری الکتریکی گازی و الکتریکی سرباره ای 5-12
جوشکاری الکتریکی گازی (EGW) 1-5-12
جوشکاری الکتریکی گازی ، یک روش ماشینی خودکار برای جوشکاری درزها در وضعیت قائم است. در این روش هم از سیم معتد لخت و هم از سیم توپودری می توان استفاده نمود. این روش قادر به پرکردن درز جوش ورق های ضخیم با یک بار عبور می .باشد. شیار جوش از دو طرف بوسیله دو کشفک که با جریان آب خنک نگهداشته می شود، احاطه می شود کشفک همراه با پیشرفت جوشکاری، به سمت باال حرکت می کند. در نتیجه حوضچه مداب از دو طرف به طور کامل محصور شده و از ریزش آن جلوگیری می .شود جوش را می توان با دمیدن گاز و یا استفاده از سیم توپودری محافظت نمود
جوشکاری الکتریکی سرباره ای (ESW) 2-5-12
مشابه جوشکاری الکتریکی گازی است با این تفاوت که جوشکاری به کمک )6-جوشکاری الکتریکی سرباره( ای شکل12 .گیرد حرارت حاصل از مقاومت سرباره جوش در مقابل جریان الکتریکی صورت می
| سرباره مذاب |
| حوضچه مذاب جوش |
| فلز جوش |
| اوله راهنما |
| سیستم |
| کفشک |
| جوش کامل شده |
| روق پایه |
های ورق می شود. سرباره در حالت جامدسرباره مذاب باعث محافظت جوش شده و از طرف دیگر باعث ذوب مغتول و لبه هادی الکتر بسته نیست، در نتیجه برای شروع جوشکاری به حرارت قوس الکتریکی برای ذوب سرباره نیاز است. اما با توجه به اینکه عملیات اصلی جوشکاری به واسطه حرارت حاصل از مقاومت سرباره در مقابل جریان الکتریکی صورت توانند به صورت مصرف شدنی های هادی جوش میگیرد، این جوش در حقیقت جوش قوس الکتریکی نیست. کشکمی با مصرف نشدنی باشند. با این روش می توان درز با هر ضخامتی را با یک بار عبور جوش نمود. به طور اصولی جوشکاری الکتریکی گازی و الکتریکی سرباره ای برای درزها با ضخامت زیاد توجیه اقتصادی دارند. به واسطه سرعت کم پیشروی .آن کم خواهد بود جوشکاری، نوار جوش حاصل دارای یافت درشتی خواهد بود و در نتیجه طاقت شیاری
ارزیابی روش، دستورالعمل جوشکاری و جزئیات درز 3-5-12
دستورالعمل جوشکاری 1-3-5-12
قبل از شروع عملیات جوشکاری، سازنده باید دستورالعمل جوشکاری 2 را تهیه و طبق مفاد فصل ششم.-1-3-5-12 روش های جوشکاری را به تایید برساند. دستورالعمل جوشکاری باید شامل جزئیات و هندسه درز، قطر و نوع الکترود، آمپر، ولتاژ (نوع و قطبیت)، سرعت حرکت طولی، نوسان عرضی، نوع محافظت (نقطه شبنم گاز و یا نوع پودر جوشکاری)، دمای پیش گرمایش و سایر اطالعات الزم باشد.
محدودیت های استفاده 2-3-5-12
در اعضایی که تحت بارهای دینامیکی کششی یا تنش های معکوس 3 قرار دارند و همچنین در فوالدهای پر مقاومت آیدیده و بازبخت شده .4 استفاده از جوشکاری الکتریکی گازی و الکتریکی سربارهای مجاز نیست
آزمایش ضربه 3-3-5-12
در صورت ایجاب اسناد مناقصه یا مشخصات فنی خصوصی، آزمایش ضربه باید در برنامه تایید کیفیت جوش قرار گیرد. روش انجام آزمایش ضربه، باید منطبق بر روش های استاندارد باشد.
استناد به اسناد قبلی 4-3-5-12
تمام اسناد مربوط به ارزیابی.های قبلی پیمانکار، می توانند در برنامه ارزیابی جدید مورد استناد قرار گیرند
مقررات آزمایش کششی فلز جوش 4-5-12
قبل از شروع عملیات جوشکاری، با استفاده از روش های مندرج در قسمت ب فصل ششم، سازنده باید نشان دهد که مشخصات مکانیکی فلز جوش تولیدشده بوسیله الکترود و پوشش مورد استفاده در پروژه، منطبق بر مشخصات مکانیکی .مذکور در استانداردهای ملی و یا معتبر بین المللی است
شرایط الکترودها و لوله های هادی 5-5-12
الکترودها و لوله های هادی باید خشک، تمیز و در شرایط مناسب برای کار باشند.
گاز محافظ 6-5-12
.درجه سلسیوس باشد -40 گاز یا مخلوط گازی مناسب جوشکاری باید استفاده شده و نقطه شبنم آن کوچکتر یا مساوی با درخواست مهندس مشاور، سازنده باید برگ شناسایی کارخانه تولیدکننده گاز را به منظور انطباق مشخصات آن با .مشخصات الزم ارائه دهد
شرایط پودر 7-5-12
پودر مصرفی برای جوش الکتریکی سربارهای باید خشک و عاری از هرگونه آلودگی، پوسته و یا سایر مصالح خارجی .باشد پودر باید در بسته ،بندی های مناسبی که بتوان آنها را در شرایط عادی به مدت شش ماه، بدون هرگونه تغییر مشخصات انبار نمود، در صورت آسیب رسیدن به بسته بندی، قبل از مصرف پودر باید به مدت یک ساعت در دمای .درجه سلسیوس خشک شود. پودرهای مرطوب را نباید مورد استفاده قرار داد 120
دستورالعمل جوشکاری الکتریکی گازی و الکتریکی سربارهای 8-5-12
گاز محافظ 1-8-5-12
گاز محافظ باید برای جوشکاری مناسب بوده و منطبق بر مشخصات دستورالعمل جوشکاری باشد. در کارگاه .جوشکاری باید وسایل مناسب برای اختالط گازها با نسبت مشخص وجود داشته باشد
شرایط جوشکاری 2-8-5-12
:کیلو متر بر ساعت باشد، انجام شود 8 جوشکاری الکتریکی گازی نباید در محلی که سرعت وزش یاد بیش از مگر اینکه با چادر مناسب محافظت شود. هندسه و جنس این چادر باید برای کاهش سرعت یاد به کمتر از .کیلو متر بر ساعت، مناسب باشد 8
الکترود مصرفی 3-8-5-12
.قطر و جنس الکترود مصرفی باید منطبق بر مشخصات دستورالعمل جوشکاری باشد
جوشکاری گامیخ 6-12
نام دارد. این روش مشابه جوشکاری قوسی با ترین روش برای جوش گامیخ به فلز پایه، جوشکاری قوسی گامیخمتداول الکترود می باشد که در آن گامیخ نقش الکترود را بازی کرده و در نتیجه قوس الکتریکی بین پای گامیخ و فلز پایه به وجود می آید. حرارت حاصل باعث ذوب پای گامیخ و سطح فلز پایه می شود. برای کنترل عملیات و حرارت حاصل، گامیخ درون یک وسیله تیانچه شکل قرار می گیرد و برای محافظت حوضچه مداب، حلقه سرامیکی در پای گامیخ قرار داده می شود. امتداد تبانیه عمود بر فلز قرار گرفته و به آن نزدیک می شود تا قوس الکتریکی بین سر گامیخ و فلز پایه برقرار شود. حوضچه مذاب در داخل حلقه سرامیکی تشکیل می شود. بعد از لحظه ای کوتاه، تبانیه گامیخ را بر حوضچه مذاب فرو می کند و مقداری از فلز مذاب به صورت ماهیچه ای در پیرامون تنه گامیخ بیرون می زند که به آن ترشح می گویند. در مدت زمان کمتر از یک ثانیه، جوش نفوذی کامل بین سطح مقطع گامیخ و فلز پایه به وجود می آید.
| (ب) |
| جوشکاری گامیخ |
فصل سیزدهم- مکمل لرزه ای
کلیات 1-13
گستره 1-1-13
،در طراحی تا12 های1ای ارائه شده است، باید عالوه بر الزامات عمومی فصل الزامات این فصل که تحت عنوان مکمل لرزه ساختمان.ها رعایت شوند کنترل کیفیت و تضمین کیفیت اتصاالت جوشی اعضای سیستم باربر جانبی لرزه ای
مسئولیت ها 2-1-13
مسئولیت های مهندس مشاور 1-2-1-13
:عالوه بر موارد مشخص شده در الزامات عمومی، مهندس مشاور باید اطالعات زیر را در اسناد قرارداد ارائه نماید
( شکل اتصال، مشخصات مصالح و ابعاد مورد نیاز اجرا برای تأمین عملکرد لرزه ای مورد نظر1)
شناسایی اعضای سیستم باربر جانبی که مشمول ضوابط این فصل می.شوند (2)
موقعیت ناحیه حفاظت شده در اعضای سیستم باربر جانبی لرزه ای (3)
.تعیین جوش های بحرانی لرزه ای که مشمول ضوابط این فصل می شوند (4)
هایی که برداشتن پشت بند ضروری است.موقعیت (5)
هایی که در صورت مجاز بودن باقی ماندن پشت بند، جوش گوشه باید اجرا شود.موقعیت (6)
هایی که برداشتن ناوذان انتهای جوش (روق گوشواره)ای ضروری است.موقعیت (7)
هایی که جوش گوشه برای تقویت جوش شیاری و یا بهبود هندسه اتصال مورد نیاز باشد.موقعیت (8)
های دسترسی و هندسه مورد نیاز آنموقعیت سوراخ (9)
هایی که معموالً در معرض دمای10 سازه فوالدی برای سازه (LAST) بپردازی مورد انتظار کمترین دمای (10) درجه سلسیوس یا بیشتر نخواهند بود.
های لببه لب تحت کشش در جایی که نیاز به تبدیل تدریجی (باریک شدن عرض یا ضخامت) است.جوش (11)
ها نیاز به ترتیب مونتاز خاص، نوع جوشکاری، روش خاص جوشکاری یا سایر اقدامات ویژهدرزهایی که در آن (12) باشد.
برای پروژه (QAP) طرح تضمین کیفیت (13)
نامه نمی شود.هر گونه الزامات اضافی اعمال شده بر روی پروژه خاصی که مشمول این آیین (14)
مسئولیت های پیمانکار 3-1-13
در صورتی که این آیین نامه یا طرح تضمین کیفیت، پیمانکار را ملزم به حفظ مدارک و مستندات پروژه نماید، مدارک باید تا حداقل یک سال بعد از تحویل قطعی حفظ شوند. مدارک باید در دسترس مهندس، بازرس یا هر دو در صورت نیاز قرار گیرد. هر گاه طبق طرح تضمین کیفیت تحویل مدارک مورد نیاز باشد، باید به مهندس تحویل داده شده و رونوشت ها توسط پیمانکار نگهداری شوند.
(1) گواهی مشخصات مصالح: گواهی انطباق الکترودها، بودرها و گازهای محافظ باید الزامات آیین نامه های ملی یا مراجع معتبر بین المللی را برآورده نمایند.
(2) گواهی آزمایش پوش حرارت ورودی : گواهی رعایت الزامات آزمایش پوش حرارت ورودی در الکترودهای مورد استفاده در جوش های بحرانی لرزه ای باید توسط سازنده مصالح الکترود ارائه شود. در صورت عدم ارائه این گواهی توسط تولیدکننده، پیمانکار باید آزمایش های لازم را انجام داده و نتایج را گزارش کند.
(3) برگه های اطالعات فنی : محصول: برگه های اطالعات فنی محصوالت یا کاتالوگ آن که به همراه دستورالعمل های (WPS) ارائه می شوند، باید ترکیب پیشنهادی با نمونه پارامترهای جوشکاری را برای جوش های نشان دهند. هم چنین باید SMAW و FCAW با الکترودهای مرکب (مغزدار) و تمام الکترودهای GMAW توصیه های سازنده در خصوص ابزار کردن، قرار گرفتن در معرض هوا و پخت (در صورت کاربرد) ارائه شوند.
(4) مقدار هیدروژن قابل انتشار: پیمانکار در صورت لزوم باید اسناد مربوط به رعایت الزامات هیدروژن مصالح الکترود را حفظ نماید.
(5) قابلیت قرار گرفتن طوالنی مدت در معرض هوا برای الکترودهای FCAW در صورتی که زمان قرار گرفتن مصالح الکترود در معرض هوا افزایش یابد، اسناد آزمایشات مربوطه باید توسط پیمانکار حفظ شود.
(6) دستورالعمل جوشکاری (WPS): مسئولیت تمامی دستورالعمل های جوشکاری با پیمانکار است.
(7) اسناد آزمون تکمیلی تشخیص صلاحیت جوشکار: پیمانکار باید اسناد قبولی در آزمون تکمیلی تشخیص صلاحیت جوشکار برای جوشکاری تا دسترسی محدود را برای جوشکارانی که جوش های بحرانی لرزه ای شیاری با نفوذ کامل بال پایین تیر به ستون را انجام می دهند، حفظ کند.
محدودیت ها 4-1-13
ضوابط این بخش برای موارد زیر در نظر گرفته شده است:
(1) سازه های فوالدی که در آن ها تنش تسلیم مشخصه فوالد 480 مگاپاسکال یا کمتر باشد.
(2) سازه های فوالدی که در آن ها تنش تسلیم فوالد برای تیرها و مهاربندهایی که انتظار می رود رفتار غیر الاستیک داشته باشند. 280 مگاپاسکال یا کمتر باشد.
جزئیات اتصال جوشی 2-13
های پیوستگی و سخت کننده برش گوشه ورق 1-2-13
:ها باید مطابق موارد زیر برش داده شوندگوشه ورق های پیوستگی و سخت کننده
در امتداد جان 1-1-2-13
.مقطع نورد شده باشد )میلی متر بعد از آن به اضافه حداقل38 K (بعدK برش گوشه در امتداد جان باید خارج از ناحیه
در امتداد بال 2-1-2-13
.میلی متر از نقطه شروع گردی ریشه اتصال بال به جان فاصله داشته باشد برش گوشه در امتداد بال نباید بیش از12
ایجاد انتهای جوش مناسب 3-1-2-13
.برش گوشه باید به نحوی باشد که ایجاد انتهای جوش مناسب در جوش بال و جان را تسهیل نماید
برش گوشه منحنی 4-1-2-13
.میلی متر باشد در صورت استفاده از برش های گوشه منحنی، حداقل شعاع باید12
| برش گوشه ورق های پیوستگی و سخت کننده |
تبدیل در عرض و ضخامت 2-2-13
در درز جوش های لب به باب تحت بار کششی که نیاز به تبدیل در عرض یا ضخامت دارند، شیب ناحیه تبدیل نباید بیش از باشد. نحوه تبدیل باید از طریق یخ زدن قطعه ضخیم تر، باریک کردن قطعه عریض تر و شیب دار کردن جوش یا 2/5 به 1 .ها انجام شودترکیبی از آن
| 1 |
| 2.5 |
| 2.5 |
| الف) تبدیل با شیب دادن به سطح جوش |
| حذف بعد از جوشکاری |
| حذف بعد از جوشکاری |
| 2.5 |
| 2.5 |
| حذف بعد از جوشکاری |
| ب) تبدیل با شیب دادن به سطح جوش و بخ زدن |
| ب) تبدیل با بخزنی قطعه ضخیم تر |
| ب) تبدیل با بخزنی قبل از جوشکاری |
| 2.5 |
| 2.5 |
| ب) تبدیل با بخزنی قطعه ضخیم تر |
عرض عضو بازکتر
| 1 |
| 2.5 |
| 1 |
| 2.5 |
| انصال آب به آب |
| 2 |
| 2.5 |
جزئیات اتصال ورق مضاعف جان 3-2-13
برای جزئیات اتصال ورق مضاعف جان به مقاطع نورد شده باید از شکل 4-12 و جدول 1-13 در دستورالعمل جوشکاری استفاده شود. در صورت کاهش در زاویه شیار (α) یا کاهش شکاف ریشه باید آزمون حک کاری ماکرو روی نمونه آزمایشی در سه نقطه که به فاصله حداقل 150 میلی متر از هم قرار دارند انجام شود. بازرسی به صورت چشمی انجام می شود و در صورت عدم وجود ترک و ذوب کامل بین الیه های فلز جوش و فلز پایه، قابل قبول است.
| بال |
| t |
| R |
| وزق مضاعف جان |
| T₁ |
| T₃ |
| جان |
| فرمایند جوشکاری | مشخصة اتصال | T₃ | T₂ | T₁ | در طراحی | در موردتاژ |
| U | U | U | +1.5 mm, -0 | F | ||
| U | U | U | +10°, -5° | F | ||
| U | U | U | +1.5 mm, -0 | F | ||
| U | U | U | +10°, -5° | F | ||
| U | U | U | +1.5 mm, -0 | F | ||
| U | U | U | +10°, -5° | F |
| وضعیت های مجاز جوشکاری | آماده سازی درز | قاصله ریشه شعاع نورد زاویة شیار | T₃ | T₂ | T₁ | در موردتاژ |
| F | +6mm | +1.5 mm, -0 | (الف) R=0 | مطابق نورد مقطع α =3° | F | |
| +10°, -5° | +10°, -0° | (الف) R=0 | مطابق نورد مقطع α =3° | F | ||
| F | +6mm | +1.5 mm, -0 | (الف) R=0 | مطابق نورد مقطع α =3° | F | |
| +10°, -5° | +10°, -0° | (الف) R=0 | مطابق نورد مقطع α =3° | F | ||
| F | +6mm | +1.5 mm, -0 | (الف) R=0 | مطابق نورد مقطع α =3° | F | |
| +10°, -5° | +10°, -0° | (الف) R=0 | مطابق نورد مقطع α =3° | F |
الف) R فاصله از نقطه مماس بر امتحا تا نزدیک ترین نقطه ورق مضاعف جان می باشد.
ارزیابی صلاحیت جوشکار 3-13
آزمون تکمیلی ارزیابی صلاحیت جوشکار 1-3-13
آزمون های مورد نیاز 1-1-3-13
علاوه بر الزامات فصل ششم، در صورتی که جوشکار ملزم به اجرای جوش هایی تحت شرایط زیر باشد، باید گواهی قبولی ارزیابی تکمیلی جوشکار برای جوشکاری با دسترسی محدود را داشته باشد:
الف) جوش بحرانی لرزه ای شیاری با نفوذ کامل
ب) جوش اتصال بال پایین تیر به بال ستون
پ) جوش داخل شیار که باید از طریق سوراخ دسترسی جان تیر اجرا شود.
شرایط آزمون 2-1-3-13
آزمون ارزیابی تکمیلی جوشکار برای جوشکاری با دسترسی محدود، باید در حالت جوشکاری تخت و با استفاده از همان روش جوشکاری که در کار استفاده خواهد شد، انجام شود. آزمون باید با نرخ رسوب دهی برابر یا بیشتر از زمان ساخت اجرا شود.
پشت بند 3-1-3-13
در آزمون ارزیابی تکمیلی جوشکار برای جوشکاری با دسترسی محدود باید از همان نوع پشت بندی که در ساخت مورد استفاده قرار می گیرد، استفاده شود. با این استناد که آزمون های انجام شده بدون پشت بند، جوشکار را برای استفاده از پشت بند فوالدی در ساخت تأیید صلاحیت می کند، اما عکس این موضوع مجاز نیست.
اگر از پشت بند استفاده شود یا از پشت بند غیر فوالدی استفاده شود، صلاحیت جوشکار باید با استفاده از حداکثر فاصله ریشه جوشی که در ساخت مجاز خواهد بود، تأیید صلاحیت شود. اگر در پروژه از هیچ پشت بندی استفاده نشده باشد، در آزمون ارزیابی نیز نباید از پشت بند استفاده شود.
خال جوشکاران 4-1-3-13
خال جوشکاران ملزم به انجام آزمون ارزیابی تکمیلی جوشکار برای جوشکاری با دسترسی محدود نیستند.
دوره اعتبار صلاحیت جوشکار 2-3-13
صلاحیت جوشکارانی که ارزیابی تکمیلی جوشکار برای جوشکاری با دسترسی محدود را گذراندماند، تا ۲۶ ماه معتبر می باشد، مشروط بر اینکه الزامات مربوط به تداوم جوشکاری ارائه شده در فصل ششم رعایت شود. چنانچه در حین جوشکاری پروژه، دوره اعتبار صلاحیت جوشکار متقاضی شود، صلاحیت جوشکار برای جوشکاری با دسترسی محدود معتبر باقی می ماند، مگر اینکه دلیل مشخصی برای زیر سوال بردن توانایی جوشکار وجود داشته باشد.
اطلاعات سوابق ارزیابی عملکرد جوشکار 3-3-13
اطلاعات سوابق ارزیابی عملکرد جوشکار برای جوشکاری با دسترسی محدود باید حداقل شامل تمام متغیرهای اساسی جدول ۱۱-۶ و موارد زیر باشد:
الف) نوع پشت بند در صورت استفاده
ب) حداکثر فاصله ریشه (جنائجه پشت بند فوالدی استفاده شود)
ب) حداقل زاویه شیل (جنائجه پشت بند فوالدی استفاده شود)
ت) حداکثر نرخ رسوب دهی
ضوابط اجرایی 4-13
فلز پرکننده و فلز جوش 1-4-13
خواص مکانیکی الکترودهای مصرفی 1-1-4-13
باشدکه بر اساس آزمایش مطابق با الزامات 2- خواص مکانیکی الکترودهای مصرفی باید مطابق جدول13 .گردند می تعیین آن المللیبین های ملی یا مراجع معتبرآیین نامه
| حلاصم تامخشم | |||
| E90 | EA0 | EV0 | |
| 540 | 470 | 400 | )فلا (MPa) F( ،میلسن شتف لاقحا |
| 620 | 550 | 490 | )MPa) F = یشک تمولعم قافحا |
| 17 | 19 | 22 | )%( لیلد هادیا زا قافحا |
| در لوز 34 لاقحا -30 ℃ | در لوز 27 لاقحا -18 ℃ | در لوز 27 لاقحا -18 ℃ | )ب (CYN .شوج زا درادناتسا یبراش یرامش ةبون تناط |
.استفاده قرار گیرد که طاقت باالتری دارد باید مورد 8 و 7 ،6 ،5 )الکترود با عدد آخر (نوع پوشش *
. درصد الف) روش افس ت0.2
.ب) برآورده کردن حداقل انرژی در دمای کمتر از دمای آزمایش، مورد تأیید خواهد بود
گواهی انطباق 2-1-4-13
-14 گواهی انطباق سازنده برای انطباق الکترود یا ترکیب الکترود / پودر عرضه شده با الزامات بندهای .باشد های اجرا شده نمی کافی است و نیازی به آزمایش نمونه های مصالح الکترود یا جوش 2-4- و12 1-4
ضوابط اضافی برای الکترودهای مصرفی در جوش های بحرانی ارزیا 2-4-13
آزمایش پوش حرارت ورودی 1-2-4-13
مشخصات مکانیکی الکترودهای مصرفی در جوش های بحرانی ارزیا باید بر اساس آزمایش پوش حرارت باشند. در الکترودهای زیر چنانچه حداقل دمای بهره برداری تعیین شده و مطابق جدول3- ورودیWPS .توانند از این آزمایش معاف شوند درجه سلسیوس باشد، می ) مساوی با بیشتر از10LAST( مورد انتظار
در E8018-C3 و E7018-C3L و AWS A5.1/A5.1M در E7018-X و E7018 با رده بندی SMAW الف) الکترودهای با استاندارد ملی معادل آن AWS A5.5/A5.5M
با استاندارد AWSA5.28/A5.28M یا AWSA5.18/A5.18M در ER80 یا ER70 تومر رده هایGMAW ب) الکترودهای ملی معادل آن
ب) الکترودهای فوالدی کربن دار AWS A5.20/A5.20M مطابق "D" با شاخص E7X رده FCAW معادل آن
ت) الکترودهای کم آلیاژ FCAW رده مطابق AWS A5.29/A5.29M مطابق E8X L E7X رده FCAW و ترکیبات الکتروداپودر فوالد کربن دار و کم آلیاژ AWS A5.18/A5.18M
AWS که توسط سازنده مصالح الکترود به صورت اختیاری برای شاخص "D" مطابق استاندارد A5.23/A5.23M میلی متر به جای تواند با ورق25 می"D" برای شاخص SAW آزمایش شده اند. آزمایش مصالح الکترود A520/A5.20M میلی متر انجام شود.1A ورق
"-D" مگاپاسکال با شاخص با مقاومت تسلیم550 AWS A5.36/A5.36M ( الکترودهای مطابق )ث
| حلاصم تامخشم | |||
| E90 | EA0 | EV0 | |
| 540 | 470 | 400 | )فلا( MPa( F ریمیلت شنت لاقحح |
| 620 | 550 | 490 | )MPa( F یشخک تمؤم لاقحح |
| 17 | 19 | 22 | )%( لوط دادرا لاقحح |
| در لوب 54 لاقحح 10 ℃ | در لوب 54 لاقحح 20 ℃ | در لوب 54 لاقحح 20 ℃ | )ب( CVN -توج زا رادانسا یبراش یاربش ةوهش تاقلحح |
درصد الف) روش افس:2.2
مالحظه شود. 2-2-4- درجه، بند13 درجه، برای مقادیر کمتر از10 ب) برای کمترین دمای بهره برداری مورد انتظار10
کاربردهای حداقل دمای بهره برداری مورد انتظار 2-2-4-13
درجه سلسیوس قرار در جوش های بحرانی لرزوای که سیستم مقاوم لرزوای پس از اتمام ساخت در معرض دمای زیر10 درجه ســلســیوس باالتر از حداقل دمای نژول در دمای آزمایش حداکثر10 گیرد، حداقل لرژی ضــریه برابر54می مگاپاســکال و در حداقل دمای بهره برداری مورد و550 بهره برداری مورد انتظار برای الکترودهای با تنش تســلیم490 مگاپاسکال باید به دست آید. انتظار برای الکترودهای با تنش تسلیم620
مرجع آزمایش 3-2-4-13
مصالح الکترود که برای جوش های بحرانی لرزوای الزم است، می تواند توسط سازنده WPS آزمایش پوش حرارت ورودی مصالح الکترود، پیمانکار یا شخص ثالث مورد تأیید مهندس انجام شود. بدون توجه به مرجع آزمایش، پیمانکار مسئول تضمین انجام این آزمایش بر روی مصالح الکترود مورد استفاده می باشد.
کنترل سری محصوالت 3-4-13
کنترل سری محصوالت الکترود 1-3-4-13
های رده بندی های بحرانی لرزه ای به کار می روند باید مطابق آزمایشهر سری از مح صوالت م صالح الکترود که در جوش آزمایش ،آن آزمایش ش وند. عالوه بر آزمایش فوق،مص االح الکترود مطابق با اس تاندارد ملی مربوطه یا معادل بین المللی :حرارت ورودی باال و پایین باید مطابق یکی از الزامات زیر به انتخاب پیمانکار انجام شود
AWS D1.8 استاندارد A الف) پیوست
"-D" برای شاخص AWS A5.20/A5.20M استاندارد 17 ب) بند
"-D" برای شاخص AWS A5.36/A5.36M استاندارد 16 ب) بند
سری محصوالت 2-3-4-13
آن باش ند و الزامات زیر سری مح صوالت باید مطابق استاندارد ملی مربوطه یا یا مراجع معتبر بین المللی را برآورده نمایند:
SMAW برای الکترودهای C4 یا C3 الف) رده
SAW و GMAW برای الکترودهای توپر S4 یا S3 ب)
SAW و GMAW و الکترودهای مرکب (منزده(ار FCAW برای الکترودهای T4 یا T3 ب)
SAW برای پودرهای F2 )ت رده
بسته بندی، انبار کردن و قرار گرفتن الکترود FCAW در معرض هوا 4-4-13
:ای اعمال شوندهای بحرانی لرزهالزامات زیر باید برای جوش
بسته بندی الکترود 1-4-4-13
شرایط بسته بندی الکترودها باید به نحوی باشد که امکان جذب رطوبت الکترود را محدود نماید. الکترود پس از خروج از بسته بندی باید قادر به رسوب دهی فلز جوش یا حداکثر هیدروژن قابل انتشار کمتر از مقادیر باشد. الکترودهایی که بسته بندی آن ها سوراخ یا پاره شده باشد، باید طبق روش های 4-13 مندرج در جدول توصیه شده سازنده خشک شوند یا نباید در جوش .های بحرانی لرزه ای استفاده شوند
اصالح الکترود 2-4-4-13
اصالح یا روغن کاری الکترود پس از تولید آن غیر مجاز است، اما خشک کردن مطابق با توصیه سازنده مجاز می.باشد
مدت زمان قرار گرفتن در معرض هوا 3-4-4-13
در معرض هوا بعد از خروج از بسته بندی محافظ به شرح زیر FCAW مدت زمان قرار گرفتن الکترودهای :شود محدود می
الف) در صورتی که دستورالعمل های سازنده بر مبنای آزمایش های انجام شده مطابق استاندارد ملی مربوطه یا معادل بین المللی آن باشند، این دستورالعمل ها باید در مورد حداکثر زمان قرار گرفتن در معرض هوا رعایت شوند.
آزمایش شده المللی آنمادر نبود اطالعات آزمایش بند الف، الکترود می تواند طبق استاندارد ملی مربوطه با معادل بینب) .و نتایج آن مبنای محدودیت های زمانی قرارگیری الکترود در معرض هوا باشد
ساعت محدود 72ب) در صورت نبود اطالعات آزمایش های بند الف و ب، کل زمان تجمعی قرار گرفتن در معرض هوا به شود. زمان نگه .داری در بسته بندی یا کمد محافظ نباید در محاسبه زمان تجمعی مذکور وارد شودمی
الکترودهای مرطوب 4-4-4-13
در معرض هوا بوده باشند، باید مطابق 3-4-4-12 الکترودهایی که بیش از حدود تعیین شده در بند های سازنده بایدهای سازنده خشک شوند یا نباید در جوش های بحرانی لرزه ای استفاده شوند. توصیهتوصیه .شامل زمان، دما و تعداد چرخه های مجاز خشک کردن باشد
| دنیارف | ریغ رظن تاصخشم هدننک | هدننکرپ رظن عون | درادناتسا شیامزآ | یرایتخا شیامزآ |
| SMAW | A5.1/A5.1M | ینیرک دلواف | بوطوم یوتحم ساسرپ AWS A5.1 | H16 ساسرپ AWS A4.3' |
| A5.5/A5.5M | زاینآ مک دلواف | بوطوم یوتحم ساسرپ AWS A5.5 | ||
| GAMW | A5.18/A5.18M | ینیرک دلواف | 2 فاعم | |
| A5.28/A5.28M | زاینآ مک دلواف | 2 فاعم | ||
| GMAW- یبیترت دروکلا )دادنه( | A5.18/A5.18M | ینیرک دلواف | H16 ساسرپ AWS A4.3' | درادن |
| A5.28/A5.28M | زاینآ مک دلواف | H16 ساسرپ AWS A4.3' | درادن | |
| A5.28/A5.36M | زاینآ مک دلواف | H16 ساسرپ AWS A5.36' | درادن | |
| FCAW | A5.20/A5.20M | ینیرک دلواف | H16 ساسرپ AWS A5.20° | درادن |
| A5.29/A5.29M | زاینآ مک دلواف | H16 ساسرپ AWS A5.29° | درادن | |
| A5.28/A5.36M | زاینآ مک دلواف | H16 ساسرپ AWS A5.36' | درادن | |
| SAW | A5.17/A5.17M | ینیرک دلواف | H16 ساسرپ AWS A4.3' | درادن |
| A5.23/A5.23M | زاینآ مک دلواف | H16 ساسرپ AWS A4.3' | درادن | |
| EGW | A5.26/A5.26M | زاینآ مک دلواف | 2 فاعم | |
| EGW یبیترت دروکلا اب )دادنه( | A5.26/A5.26M | زاینآ مک دلواف | درادن | نیب قفاوت قطانم روانم و اهرفراک |
| ESW | A5.25/A5.25M | زاینآ مک دلواف | درادن | نیب قفاوت قطانم روانم و اهرفراک |
در صورت درخواست کارفرما به جای آزمایش استاندارد می.توان از آزمایش اختیاری استفاده نمود -1
.اشاره دارد AWS A4.3-93 به AWS A4.3
فلز پرکننده در این موارد از هر گونه اندازه.گیری به منظور تعیین محتوی هیدروژن معاف هستند -3
.اشاره دارد AWS A5.36/A5.36M : 2012 ، به فصل15 AWS A5.36 -4
.اشاره دارد AWS A5.20/5.20 M : 2005 به فصل16 A5.20 -5
.اشاره دارد AWS A5.29/A5.29 M به فصل15 A5.29 -6
.آزمایش استانداردی به منظور تعیین محتوی هیدروژن فلزات پرکننده این دسته وجود ندارد -7
روش های جوشکاری 5-4-13
روش های GMAW ،SMAW روش های SCAW و FCAW می توانند برای جوش های بحرانی ارزهای استفاده شوند. سایر روش ها در صورتی که مطابق مبحث دهم مقررات ملی ساختمان برای آن اتصال مجاز با شدن به تأیید مهندس طراح برسند، می توانند استفاده شوند.
دستورالعمل جوشکاری (WPS) 6-4-13
الزامات عمومی 1-6-4-13
دستورالعمل جوشکاری باید مطابق الزامات فصل ششم بوده یا از طریق آزمایش ارزیابی شود.
متغیرهای اساسی 2-6-4-13
دستورالعمل جوشکاری باید تمام متغیرهای اساسی را مطابق فصل ششم مشخص نماید. علاوه بر آن برای جوش های بحرانی ارزهای باید متغیرهای زیر را نیز ارائه نماید:
الف) سازنده الکترود و نام تجاری آن
ب) برای انواع فلز پرکننده با رده های مقاومت مختلف و روش های جوشکاری، د ستورالعمل جوشکاری باید یک یا چند ترکیب از متغیرهای جوشکاری که محدودیت های حرارت ورودی بند 8-4-13 را ایجاد می کند، ذکر نماید.
محدودیت های سرعت هوا 3-6-4-13
روش های FCAW-G و GMAW نباید در معرض یادهای با سرعت بیش از 5 کیلومتر بر ساعت اجرا شود. می توان از حفاظ مناسب برای محافظت از عملیات جوشکاری در برابر یاد استفاده کرد.
روش های SCAW-S و FCAW-S می توانند بدون محدودیت در سرعت یاد اجرا شوند، مشروط بر آنکه معیارهای پذیرش چشمی را برآورده نمایند.
حداکثر دمای عبورهای مبانی 7-4-13
حداکثر دمای عبورهای مبانی استاندارد 1-7-4-13
حداکثر دمای عبورهای مبانی نباید از 200 درجه سلسیوس بیشتر شود، مگر آنکه مقدار جایگزین مطابق بند 0-2-4 تبیین شود. حداکثر دمای عبورهای مبانی باید در فاصله 75 تا 25 میلی متر از درز جوش اندازه گیری شود.
حداکثر دمای عبورهای مبانی جایگزین 2-7-4-13
حداکثر دمای عبورهای مبانی بند 1-7-4-13 می تواند از طریق آزمایش ارزیابی، افزایش یابد. حداکثر حرارت ورودی مورد استفاده در حین ساخت باید در آزمایش استفاده شود. حداکثر دمای عبورهای مبانی باید در نظر گرفته می شود. فلز جوش و ناحیه دمای عبورهای مبانی استفاده شده در عبورهای مختلف جوش در طول آزمایش در نظر گرفته می شود. فلز جوش و ناحیه متأثر از حرارت باید آزمایش شوند. فلز جوش باید تمام مشخصات مکانیکی مورد نیاز بندهای 1-4-16 و 1-4-17 را در صورت کاربرد، برآورده نماید. طاقت شیاری ناحیه متأثر از حرارت باید مطابق الزامات فصل شـشم، آزمایش ۲-۴ را ۲-۱۲ میلی متری از خط ذوب باید حداقل ضوابط ارائه شده در جدول۵ و ها ی اخذ شده از فوا صلشده و نمونه برآورده نمایند. نوع و رده فوالد مصرفی در آزمایش ارزیابی باید مشابه نمونه استفاده شده در ساخت باشد.
حرارت ورودی 8-4-13
محدودیت های حرارت ورودی 1-8-4-13
های جوشکاری باید به انتخاب پیمانکار شاملهای بحرانی لرزه ای در دستورالعملحدود مجاز حرارت ورودی برای جوش :موارد زیر باشد
با استاندارد ملی معادل آن تعیین AWS D1.8 استاندارد A الف) دامنه حرارت ورودی که از طریق آزمایش مطابق پیوست می شود.
AWS مطابق "-D" با شاخص FCAW ب) دامنه حرارت ورودی تعیین شده برای الکترودهای فوالدی کربن دار با استاندارد ملی معادل آن A5.20/A5.20M
با استانداردهای معادل آن برای مصالح الکترود زیر با AWS A5.20/A5.20M ب) دامنه حرارت ورودی تعیین شده در :آزمایش شوند "-D" با مگاپاسکال در صورتی که به صورت اختیاری برای الزامات شاخص ۵۵۰ مقاومت تسلیم۴۹۰
با استاندارد ملی معادل آن AWS A5.29/A5.29M مطابق FCAW ) الکترودهای کم آلیاژ1(
با استانداردهای AWS A5.18/A5.18M مطابق GMAW ) الکترودهای فوالدی کربن دار مرکب (مغزه فلزی۲( با استاندارد ملی AWS A5.28/A5.28M مطابق GMAW )معادل آن و الکترودهای کم آلیاژ مرکب (مغزه فلزی معادل آن
با استاندارد ملی معادل آن و ترکیبات AWS A5.17/A5.17M مطابق SAW ترکیبات الکترود/پودر فوالد کربن دار )۳( با استاندارد ملی معادل آن AWS A5.23/A5.23M مطابق SAW الکترود/پودر کم آلیاژ
مغزه فلزی و توپر، الکترودهای GMAW و SMAW مگاپاسکال ،۶۲۰ ت) در الکترودهای کم آلیاژ با رده مقاومت تسلیم دامنه حرارت ورودی مطابق بند الف با ب تعیین می شود و باید الزامات مربوط ،SAW و ترکیبات الکترود/ پودر FCAW درجه سلسیوس ،ها در درمانی۱۰ مگاپاسکال را برآورده نمایند و طاقت شیاری آن به الکترودهای با مقاومت تسلیم۶۲۰ .ژول باشد حداقل۵۴
با استاندارد ملی معادل آن برای الکترودهای کربن دار و AWS A5.36/A5.36M مث) دامنه حرارت ورودی تعیین شده در "-D" با شاخص GMAW و الکترودهای مغزه فلزی FCAW کم آلیاژ فوالدی
توالي جوشکاري بال پايين 9-4-13
جوش های شیاری با نفوذ کامل اتصال بال پايين تیر به بال ستون يا ورق های پیوستگی با استفاده از سوراخ دسترسی :جوش باید به شرح زیر ترتیب داده شوند
حتی المکان وقفه.های جوشکاری در زیر جان تیر اتفاق نیفتد -1
قبل از شروع الیه .های بعدی، جوشکاری هر الیه باید در کل عرض بال تکمیل شود -۲
محل وقفه.های جوشکاری در هر الیه نسبت به الیه قبل باید در سمت مخالف نسبت به جان تیر باشد -۳
شناسایی جوشکار 10-4-13
بیمانکار باید روشی را تدوین و پیاده سازی کند تا کار هر جوشکار مشخص و قابل شناسایی باشد. در صورت استفاده از مهر باید از نوع کم فشار باشد.
سوراخ های دسترسی جوش 11-4-13
:های بحرانی لرزه ای باید با موارد زیر مطابقت داشته باشندسوراخ های دسترسی جوش برای تمام جوش
شکل 1-11-4-13
هندسه و جزئیات 1-1-11-4-13
ها باید مطابق مبحث دهم مقررات ملی ساختمان و فصل هفتم اینهای دسترسی جوش از نظر ابعاد و رواداریتمام سورخ نشریه باشند، مگر اینکه در اسناد قرارداد به نحو دیگری تعیین شده باشد. به انتخاب پیمانکار می توان از جزئیات جایگزین استفاده کرد. 2-1-11-4-13 مطابق بند
جزئیات جایگزین 2-1-11-4-13
در 5- ها و شکل سوراخ دسترسی باید مطابق شکل13در صورتی که در اسناد پیمان درخواست شده باشد، ابعاد، رواداری نظر گرفته شود.
پادداشت:
)1( زاویه مورد نظر بر اساس دستورالعمل جوشکاری
میلی متر، هر کدام بزرگتر بود. 12 یا 64 )2(
میلی متر، هر کدام بزرگتر بود، باشد. حداکثر بعد باید تابا باشد. 20 یا 64 حداقل بعد باید )3(
میلی متر 10 شعاع حداقل )4(
35r )5(
مالحظه شود. 1-2-11-6 برای الزامات زیری سطح، بند )6(
درجه فراتر رود. 25 تجمیع رواداری ها نباید به گونه ای باشد که زاویه سوراخ دسترسی به سطح بال از )7(
| جزئیات جایگزین برای سوراخ دسترسی بال تیر |
جزئیات خاص 3-1-11-4-13
در صورتی که جزئیات خاصی در اسناد پیمان درخواست شده باشد، شکل سوراخ دسترسی جوش باید .های تعیین شده باشد مطابق ابعاد و راداری
الزامات کیفی سوراخ های دسترسی جوش 2-11-4-13
زبری سطح 1-2-11-4-13
به استثنای سوراخ های دسترسی استاندارد یا چنانچه توسط مهندس به نحو دیگری مشخص شده باشد، زیری سطح تمام .میکرون بیشتر باشد شده سوراخ دسترسی جوش نباید از13
ها ها و بریدگی زخم 2-2-11-4-13
زخم ها و بریدگی ها در سوراخ دسترسی جوش که ناشی از برش حرارتی و برش ارهای نامناسب هستند، باید با سنگ زنی و شعاع آن ها در قسمت ه5 برداشته شده و به نحوی صاف شوند که شیب آن ها در مقابل سطح برش مستقیم حداکثر1 هایی که با سنگ زنی قابل اصالح هستند محدودیتها و بریدگی متر باشد. عمق زخم میلی10 منحنی سطح برش حداقل .ها و هندسه مورد نیاز مطابقت داشته باشد ندارد، مشروط بر اینکه شکل نهایی سوراخ دسترسی با ابعاد، راداری
ها با جوشکاری ترمیم زخم 3-2-11-4-13
،توانند با جوشکاری ترمیم شوند. قبل از جوشکاریها زیاد بوده و با سنگ زنی قابل اصالح نیستند، میها یی که عمق آنزخم میلی متر در آید. برای ترمیم از یک دستورالعمل زخم یا بریدگی باید با سنگ زنی به یک شکل هموار با شعاع حداقل6 .گرمایش شود درجه سلسیوس پیش 65 جوشکاری ترمیمی مکتوب باید استفاده شود. ناحیه ترمیمی باید تا دمای حداقل پس از اتمام جوشکاری محل ترمیم باید سنگ زنی شده و سرتاسر ناحیه با یکنواخت کردن سطح جوش با سطح مجاور به .حالت صاف و صیقلی در آید تا با شکل نهایی مورد نیاز سوراخ دسترسی مطابقت داشته باشد
الزامات خال جوشکاری 12-4-13
پیش گرمایش 1-12-4-13
.) باشد WPS(ها، باید مطابق دستورالعمل جوشکاری گرمایش برای تمامی خال جوشپیش
ها گذاشتن خال جوش 2-12-4-13
اجرای خال جوش خارج از درز جوش در ناحیه حفاظت شده ممنوع است مگر این که به طور مشخص توسط مهندس .های اجرایی نشان داده شود مجاز شده و در نقشه
خال جوش ها به پشت بند فوالدی در ناحیه حفاظت شده 3-12-4-13
اجرای خال جوش بین پشت بند و بال تیر خارج از درز جوش ممنوع است. خال جوش های اتصال پشت بند فوالدی به جوش شیاری در ناحیه حفاظت شده، در صورت امکان باید در درز جوش اجرا شوند. پشت بند فوالدی در اتصال بال تیر به بال ستون را می توان به بال ستون خال جوش کرد.
های نامناسب برداشتن خال جوش 4-12-4-13
ترمیم 2-5-18-4-14ها باید مطابق بند ها و زخمبرداشتــته شــوند. بریدگی خال جوش های نامناســب باید با ســنگ رانی شوند.
برداشتن پشت بند و اصالح ریشه جوش 13-4-13
در صورتی که برداشتن پشت بند ذوب شونده (فوالدی) ضروری باشد، این کار باید به وسیله شیلرزنی قوسی کربن- هوا .)، سنگ نزنی، پلیسه برداری یا دیگر روش های برش حرارتی انجام شود. روند کارPAG( ، شیلرزنی قوسی پالسما1)CAG( باید برای به حداقل رساندن شیلرزنی اشتباه، کنترل شود. بعد از برداشتن پشت بند (هر دو حالت ذوبی و غیرذوبی)، ریشه جوش باید تا رسیدن به فلز سالم از پشت شیلرزنی شود. درزهایی که از پشت شیلرزنی شده اند باید به اندازه الزم و حداقل انجام شود. )WPS( تا رسیدن به شکل مسطح با فلز جوش پر شوند. جوش باید مطابق با یک دستورالعمل جوشکاری بریدگی هایی که بعد از انجام هر گونه جوشکاری از پشت یا اجرای جوش گوشه باقی می ماند، باید ترمیم شوند. زخم ها و صاف شوند: زخم های عمیق تر باید به وسیله5 به1 میلی متر باید باید با شیب حداکثر1/5 بریدگی های با عمق کمتر از جوشکاری مطابق با دستورالعمل جوشکاری اعمالی ترمیم شوند.
های گوشه تقویتی در محل برداشتن پشت بند جوش 14-4-13
میلی متر باشد. ساق جوش8 در صورت نیاز به جوش های گوشه تقویتی در محل برداشتن پشت بند، حداقل بعد آن باید گوشه مجاور بال تیر باید به نحوی باشد که پنجه جوش بر روی فلز پایه قرار گیرد. در صورتی که سطح جوش گوشه تقویتی و فلز پایه به وسیله سنگ زدن صاف شده باشد، نیازی به امتداد جوش گوشه تا فلز پایه نیست.
| جوش گوشه با ساق مساوی که ریشه را کاملا پوشانده است حداقل بعد جوش گوشه A mm قابل قبول |
| جوش گوشه ریشه را کاملا نپوشانده ولی سطح جوش گوشه و ریشه با سنگ زدن صاف شده است A mm حداقل بعد جوش گوشه (ب) قابل قبول |
| جوش گوشه با ساق نامساوی که ریشه را کاملا پوشانده حداقل بعد جوش گوشه (ب) قابل قبول |
جوش های گوشه در پشت بند فوالدی دائمی 15-4-13
ابعاد جوش گوشه 1-15-4-13
متر میلی8 در صورت نیاز به جوش گوشه بین پشت بند فوالدی دائمی و ستون، بعد آن حداقل باید .باشد
محدودیت های جوشکاری 2-15-4-13
پشت بند فوالدی در اتصال بال تیر به بال ستون نباید به وجه زیرین بال تیر جوش شود. اجرای خال .جوش در این ناحیه مجاز نیست
های انتهای جوش ناودان 16-4-13
ابعاد ناودان 1-16-4-13
(هر متر یا ضخامت قطعه میلی25 )های گوشواره ای باید حداقل به اندازهنبودان های انتهای جوش (روز در جائیکه متر باشند. میلی50 کدام بزرگتر بود)، از لبه درز امتداد داشته باشند و نیازی نیست که فراتر از دسترسی کافی برای ناودان انتهایی جوش، مانند اتصالات قطعات خیلی نزدیک به یکدیگر یا قطعاتی که بصورت حاده نسبت به هم قرار گرفته اند نمی باشد، ممکن است انتهای جوش تقریباً در ابعادی به اندازهً .شود یک بعد جوش، آبشاری
خال جوش ناودان 2-16-4-13
های انتهای جوش (روز)های گوشواره ای) بایدهای متصل کننده ناودان در ناحیه حفاظت شده، خال جوش .را برآورده نمایند 12-4-13 داخل درز جوش اجرا شوند و الزامات بخش
برداشتن ناودان 3-16-4-13
چنانچه برداشتن ناودان های انتهای جوش در اسناد قرارداد خواسته شده باشد، این ناودانی ها باید برداشته ،)CAG( هوا-شده و انتهای جوش پرداخت شود. برداشتن جوش باید به وسیله شیارزنی قوسی کربن سنگ ،زنی، پلیسه برداری یا برش حرارتی انجام شود. روند کار باید برای به حداقل رساندن شیارزنی اشتباه میکرون بیشتر 13ها نباید ازکنترل شود. پس از برداشتن ناودان های انتهایی، حداکثر ناهمواری سطح لبه شود. اجرای سنگ زنی تا حد صاف شدن الزم نیست. فرم جوش باید یک تبدیل مالیم و عاری از زخم ها و گوشه های تیز باشد. در درزهای سیری، لزومی به رعایت شعاع حداقل در گوشه ها نیست. انتهای جوش متر باید با سنگ زنی برداشته شده و میلی1/5هایی با عمق کمتر از .باید عاری از هرگونه عیب باشد عیب صاف شوند. سایر عیب ها باید برداشته شده و مطابق دستورالعمل جوشکاری 5 به 1با شیب حداکثر .اعمالی اصالح شوند )WPS(
| شکل13-7- وضعیت های قابل قبول برداشتن ناودان انتهای جوش |
در انتهای جوش ورق های پیوستگی که در مجاورت تقاطع بال به جان ستون قرار دارد، نباید از ناودان انتهای جوش استفاده شود، مگر اینکه توسط مهند س مجاز یا خواسته شده باشد. در صورت استفاده از .ناودان انتهای جوش در این محل، نباید برداشته شوند مگر اینکه توسط مهندس تعیین شده باشد
الزامات جدول13-5 در خصوص برداشتن ناودان انتهای جوش و پشت بند باید رعایت شود .
| بندشپ | شوچ یاهتنا ناودان | یگتسبوپ یاهرزو |
| یشمخ یاهباق | ||
| هب هشرگ شوجا اب و دامتع یلاع ی شود هداد شوجا )ریت هب( نوتس دوش هتشاردرب | دوش هتشاردرب | نوتس لاب هب ریت یفاوغ لاب لاصتا |
| دوش هتشاردرب | دوش هتشاردرب | نوتس لاب هب ریت یفاوغ لاب لاصتا |
| هب هشرگ شوجا اب و دامتع یلاع ی شود هداد شوجا شوجا نوتس | لاصتا اًشیقرف زد دوشیم هیصوت ةیحات کیزد( نوتس نماج نماج )k تروص .دوش هتشاردرب یلاع هدافتسا دامتع یلاع هدافتسا | یگتسبوپ یاهرزو |
| دوش هتشاردرب نوتس لاب ای لبق کیزد | دوش هتشاردرب نوتس لاب ای لبق کیزد | ارگنه دش یندنزهم یاهباق |
| دنامع یلاع | دنامع یلاع | اهدنزهم تلااصتا ای لبق |
| ارگن وا هدش یندنزهم یاهباق | ||
| یشمخ یاهباق دنامع | دوش هتشاردرب | نوتس هب دوبوی ریت لاصتا |
| دوش هتشاردرب | دوش هتشاردرب | دنویب ریت هب ادنزهم لاصتا |
| دنامع یلاع | دنامع یلاع | اهدنزهم تلااصتا ریاس |
| )ارگن وا ارگنه دش یندنزهم یاهباق ( در ها نوتس هلموص | ||
| دنامع یلاع | دوش هتشاردرب | اهنوتس هلموص |
قطعه کلگی انتهایی 17-4-13
جنس قطعه کلگی 1-17-4-13
.قطعات کلگی انتهایی می توانند فلزی یا غیرفلزی باشند
نحوه نصب 2-17-4-13
قطعه کلگی انتهایی نباید به صورت مستقیم در هیچ یک از دو انتهای درز جوش شیاری قرار گیرد، مگر .اینکه پس از ناودان جوش نصب شده و در پایان جوشکاری به همراه آن برداشته شود
| شرایط پذیرش قطعه کلگی |
ناحیه حفاظت شده 18-4-13
ملحقات جوشی 1-18-4-13
ها و بست های نگهدارنده در ناحیه حفاظت شده ممنوع ایجاد ملحقات جوشی از جمله جوش های گامیخ .است است. ایجاد جوش های قوسی نقطه ای ( به منظور اتصال عرشه فوالدی در ناحیه حفاظت شده مجاز است
اتصال اعضای کمکی 2-18-4-13
در صورت نیاز به اتصال اعضای کمکی برای نصب در ناحیه حفاظت شده الزم است مهندس آن را تأیید نماید. همچنین الزم است پس از نصب، این اعضا برداشته شده و در صورت وجود هر گونه اثرات زخم .سطح ناحیه حفاظت شده سنگ زنی شود
برداشتن جوش ها 3-18-4-13
-چنانچه نیاز به برداشتن جوش ها در ناحیه حفاظت شده باشد، این کار باید به وسیله برش قوسی کربن های برش حرارتی صورت گیرد. روند کار باید کنترل)، سنگ زنی، براده برداری یا سایر روشCAC-A( هوا ها، ناحیه مورد نظر باید با سنگ زنی صافشود تا شیارزنی بی مورد به حداقل برسد. پس از برداشتن جوش .شده و عاری هر گونه از عیب باشد
اصالح جوش های اشتباه 4-18-4-13
اگر جوش های گوشه و خال جوش ها به اشتباه بین پشت بند و بال تیر اجرا شوند، باید به شرح زیر اصالح .گردند
.الف) جوش باید به نحوی برداشته شود که دیگر پشت بند به بال تیر متصل نباشد
.ب) سطح بال تیر باید با سنگ زنی صاف و صیقلی و عاری از هر گونه عیب شود
.اصالح شود 5-18-4-13 )پ) هر گونه زخم و بریدگی باید مطابق بند
اصالح بریدگی ها و زخم ها 5-18-4-13
:های واقع در ناحیه حفاظت شده باید مطابق زیر اصالح شوند هابریدگی ها و زخم
اصالح با سنگ زنی 1-5-18-4-13
چنانچه بریدگی ها و زخم ها به وسیله سنگ زنی اصالح گردند، ناحیه سنگ زنی شده باید دارای یک شیب و در امتداد عمود 5 تبدیل مالیم نسبت به سطح فلز پایه باشد. حداکثر میزان این شیب در امتداد موازی محور عضو ( به .باشد 2/5 به 1 بر آن باید
اصالح با جوشکاری 2-5-18-4-13
،چنانچه برای اصالح، به جوشکاری نیاز باشد، بریدگی یا زخم باید برداشته شده و به وسیله سنگ زنی ). انجام شود WPS( میلی متر آماده شود. جوشکاری باید مطابق دستورالعمل جوشکاری6 سطحی مالیم با شعاع حداقل درجه سلسیوس کمتر باشد. الکترودها باید مطابق 65 گرمایش باید مطابق الزامات آیین نامه انجام شود ولی نباید ازپیش می کرون تبدیل 13 باشند. پس از جوشکاری، جوش باید با سنگ زنی به سطحی صاف با حداکثر ناهمواری 1-4-13 بند شود. پس از اصالح، ناحیه مورد نظر باید با استفاده از آزمایش ذرات مغناطیسی (MT) بازرسی شود. ضخامت نهایی ناحیه اصالح شده باید حداکثر 1/5 میلی متر کمتر از ضخامت فلز پایه باشد.
پر کردن سوراخ 6-18-4-13
چنانچه به دلیل جانمایی نادرست سوراخ در ناحیه حفاظت شده، مطابق نظر مهندس، نیاز به پر کردن آن با جوش باشد، دستورالعمل آن باید توسط پیمانکار تهیه و به تأیید مهندس برسد. این دستورالعمل باید حداقل دمای پیش گرمایش برابر 65 درجه سلسیوس، سنگبازی جوش تقویتی تا رسیدن به سطح صیغلی، و انجام آزمایش ذرات مغناطیسی (MT) و فراصوت (UT) برای ارزیابی جوش را شامل شود.
جوش های کام 7-18-4-13
جوش های کام که به صورت نادرست در ناحیه حفاظت شده جانمایی شده اند باید بریده شده و با سنگبازی سطح صیغلی حاصل شود.
بازرسی 5-13
طرح تضمین کیفیت 1-5-13
در صورتی که مطابق آیین نامه با اسناد پیمان لازم باشد، مهندس باید یک طرح تضمین کیفیت (QAP) تهیه نماید. طرح تضمین کیفیت باید وظایف مخصوص کنترل کیفیت و تضمین کیفیت را که به ترتیب توسط پیمانکار و دستگاه تضمین کیفیت انجام خواهد شد، تعیین نماید. پیمانکار و دستگاه تضمین کیفیت باید وظایف مذکور را مطابق طرح تضمین کیفیت تعریف شده انجام دهند.
تایید صلاحیت بازرسان 2-5-13
تایید صلاحیت بازرسان جوش QA 1-2-5-13
:باید مطابق زیر باشد QA صلاحیت بازرسان جوش
که در سایت مستقر ،)AWI( به استثنای کمک بازرس جوش ،)WI( ) یا بازرس جوشSWI( بازرس ارشد جوش - کار کند )WI( بوده و حین بازرسی در دسترس می باشد، می تواند تحت نظارت مستقیم بازرس جوش
تایید صلاحیت کارکنان آزمایش های غیرمخرب 2-2-5-13
با باالتر 2 علاوه بر ضوابط ارائه شده در فصل هشتم، اشخاصی مجاز به انجام آزمایش های غیرمخرب هستند که در پایه آزمون های غیرمخرب ارزیابی شده باشند.
تایید صلاحیت بازرسان جوش QC 3-2-5-13
) یا باالتر باشند در غیر اینصورت باید مطابق ضوابط فصلAWI( باید در حد کمک بازرس QC کارکنان بازرسی جوش .پیمانکار تشخیص صلاحیت شوند QC هشتم و طرح
مدارک تضمین کیفیت (QA) 3-5-13
دستگاه تضمین کیفیت باید مدارک زیر را به نماینده کارفرما، مقام قانونی مسئول و کارفرما ارائه نماید.
:الف) رویه انجام بازرسی مستمر و کنترل عملیات دستگاه تضمین کیفیت شامل موارد زیر
رویه انتخاب و مدیریت نفرات بازرسی، شامل نحوه آموزش، کسب تجربه و آزمون های مورد نیاز به منظور تایید صلاحیت نفرات بازرسی -1
رویه بازرسی دستگاه تضمین کیفیت شامل بازرسی عمومی، کنترل مصالح و بازرسی چشمی جوش -2
ب) مدارک صلاحیت حرفه.ای مدیریت و نفرات دستگاه تضمین کیفیت که برای پروژه به کار گرفته می شوند
.) که در پروژه به کار گرفته می شوندNDT( ب) مدارک سوابق بازرسان و تکنیس های آزمایش غیرمخر
ت) رویه اجرایی آزمایش های غیرمخرج و سوابق وابستگی تجهیزاتی که برای آزمایش های غیرمخرج مورد استفاده قرار می گیرند.
وظایف بازرس 4-5-13
) برای اعضا و اجزایQA( ) و تضمین کیفیتQC( نحوه مستندسازی و وظایف بازرس در دستگاه های کنترل کیفیت :به شرح زیر است D و P ،O باشد در این جدول ها عالمت های8-12 تا6-13 سیستم باربر لرزه ای باید مطابق جدول های
)O( الف) مشاهده
بازرس مربوطه باید این موارد را مشاهده و بررسی نماید. این بررسی و مشاهده شامل تمامی موارد نشده و می تواند به نمی باشد. در این حالت ادامهQC و QA صورت غیرمنظم ولی روزانه انجام شود. به هر حال تعداد بازرسی ها رافع مسئولیت ساخت موکول به انجام بازرسی نیست.
)P( ب) انجام
این فعالیت ها باید برای هر مورد انجام پذیرد و انجام مرحله بعدی منوط به صدور تأییدیه مرحله قبل می باشد.
)D( ب) مستندسازی
بازرس باید گزارش هایی تهیه نماید که نشان دهد که کار بر اساس مستندات قرارداد انجام می شود. برای ساخت در کارخانه، گزارش باید در بردارنده شماره قطعه بازرسی شده باشد. برای کار در کارگاه، گزارش باید شامل محور، طبقه و تراز ارتفاعی بازرسی شده باشد. کارهایی که مطابق قرارداد اجرا نشده و یا مطابق قرارداد نبوده ولی به صورت رضایت بخشی تعمیر شده است. باید در گزارش بازرسی قید شوند.
بازرسی جوش و آزمایش های غیرمخرب 5-5-13
.های این بخش را فراهم نمایدبازرسی جوش و آزمایش های غیرمخرب باید نیازمندی
بازرسی چشمی جوش 1-5-5-13
انجام شود. حداقل )QA( و تضمین کیفیت )QC( بازرسی چشمی جوش باید توسط افراد دستگاه کنترل کیفیت .ارائه شده است 8- تا12 6-وظایف این دو دستگاه در جدول های12
آزمایش های غیرمخرب اتصالات جوشی 2-5-5-13
عالوه بر الزامات بخش .های قبل، آزمایشات غیرمخرب جوش باید مطابق ضوابط این بخش انجام شود
آزمایش های غیرمخرب جوش های شیاری با نفوذ کامل 2-5-5-13
UT( میلی متر باشد، باید آزمایش فراصوت درصد جوش های شیاری با نفوذ کامل که ضخامت فلز پایه آن حداقل8 100 درصد از جوش های ،باشد. عالوه بر آن برای25 می شود. ضوابط پذیرش ناپیوستگی های جوش، مطابق ضوابط فصل8 انجام شود. کاهش درصد آزمایش های )MT( شیاری با نفوذ کامل اتصال تیر به ستون باید آزمایش ذرات مغناطیسی .مجاز است فراصوت و ذرات مغناطیسی بر اساس ضوابط فصل8
آزمایش های غیرمخرب فلز پایه برای پارگی ورقه ای و الیه ای شدن 3-5-5-13
میلی متر و ضخامت قطعه متصل به آن بادر اتصالات سپری و گوشه، در صورتیکه ضخامت فلز پایه مساوی و بیش از40 برای تشخیص الیه ای شدن )UT( میلی متر باشد، باید آزمایش فراصوت جوش شیاری با نفوذ کامل مساوی و بیش از20 .) در پشت و مجاورت خط امتزاج جوش انجام شود 9-فلز پایه (مطابق شکل13 ضخامت فلز پایه t( پذیرفته یا مردود شود از سطح فوالد باید مطابق ضوابط فصل8 _[L]_ هر گونه ناپیوستگی به فاصله )می باشد
زمانی که ضخامت بال مقطع در مقاطع نورد شده و ضخامت جان مقطع در مقاطع ساخته شده از ورق مساوی و بیش از میلی متر شود، لبه های برش داده شده تیرها و سوراخ های دسترسی در محل اتصال ایجاد شده با برش حرارتی، باید40 .قرار گیرند )PT( یا مایع نافذ )MT( تحت آزمایش ذرات مغناطیسی
| ردیف | شرح فعالیت | QC فعاابت | QC فعاابت | QC فعاابت |
| )دوره و عون (لاعم و داور نودب یاسانش لباق | O | - | O | |
| )شوج دنب یراذگتملاص( ناراکشج یاسانش متسس | O | - | O | |
| یرایش شوج زدر یزاسدادآ لامنا • )خیر ،شیرع ،عمق ،شیفر ،هلصاف ،یسانسراهم( هدشن • )شوج زدر یریش • )شوج لخا لمحم و تیفیک( یراکشج لخا تیمضو • دنب تشپ عون | P/O* | - | P | |
| یسست حرطس تخادرپ و لکش راتکد | O | - | P | |
| هشوگ شوج زدر یراسدادآ راتکد )... تسار ،هشیفر ،هلصاف( هدشن • )شوج زدر یریش • )شوج لخا لمحم و تیفیک( یراکشج لخا تیمضو | P/O* | - | P/O* |
چونی اجرا شده تو سط یک چو شکار مشخص، که طی آن چو شکار نشان دهد که الزامات را درک کرده و توانایی ها و ابزار پس از انجام بازرسی برای10 الزم برای بررسی این موارد را دارا می باشد، فعالیت بازرسی به مشاهده تقلیل یافته و انجام بازرسی این موارد باید تو سط چو شکار صورت گیرد. اگر بازرس تشخیص دهد که چو شکار انجام این وظایف را متوقف کرده است، فعالیت بازرسی تا زمانی که بازرسی از انجام این وظایف تو سط چو شکار اطمینان یابد، باید تو سط خود بازرس انجام شود.
| ردیف | شرح فعالیت | QC فعالیت | QC فعاابت | QC فعاابت |
| )WPS( یراکشج لماوعسد زا یربرپیب • یراکشج تارچمهج میظنت • یراکشج تیرس • یناوچ میس و دروکلا باختنا • ظفحاحم زاگ یعون • یلامع یاهریغع یاهد و شیامگرگ بیب • OH, H, V, F( یراکشج تیضور • زدر کی رد تلوئتم سنج ای یاهدروکلا زا هدافتسا مدع • .دشاب هدش هداد هراجا کینیاگ رگم | ||||
| رادیتسلاع یاهراکشج زا هدافتسا | O | - | O | |
| دروکلا ییاج هاج و یرادکدنیارشآ راتکد • یدنبنجب • نودب اوه ضرمرم رد نامز • | O | - | O | |
| شرایط محیطی محدودیت سرعت یاد بارش و دما | 0 | - | O | |
| روش های جوشکاری تمیزکاری بین دو عبور و عبور نهایی هندسه جوش هر عبور بازرسی کیفیت چشمی هر عبور | 0 | - | O | |
| عدم جوشکاری روی ترک های خال جوش | 0 | - | O |
| ردیف | فعالیت | مستندسازی | QC | مستندسازی | QC | شوخ فعالیت |
| کنترل تمیزکاری جوش | O | - | O | |||
| کنترل هندسه جوش (بعد، طول و محل جوش) | P | - | P | |||
| بازرسی چشمی جوش | P | D | P | D | ||
| معاونت از ترک | P | D | P | D | ||
| امتناع جوش با فلز پایه و عبورهای قبل | P | D | P | D | ||
| چاله جوش | P | D | P | D | ||
| هندسه مقطع جوش | P | D | P | D | ||
| بریدگی کنار جوش | P | D | P | D | ||
| تخانل | P | D | P | D | ||
| ناحیه % | P | D | P | D | ||
| اجرای جوش تقویتی با محدب یا مسطح کردن سطح جوش گوشه (در صورت نیاز) | P | D | P | D | ||
| کنترل برداشتن پشت بند و انودانی جوش و اجرای جوش گوشه (در صورت نیاز) | P | D | P | D | ||
| کنترل جوش تعمیری | P | D | P | D |
همگام جوشکاری روزهای مشاغله، روزهای پیوستگی و سخت کنون ها، بازرسی چشمی برای کشف ترک در ناحیه ۸٫۶ روز جان تا فاصله ۷۵ میلی متر بالا و پایین جوش انجام شود. بازرسی چشمی نباید زودتر از ۴۸ ساعت بعد از تکمیل عملیات جوشکاری انجام شود.
پیوست یک
نمادهای قراردادی جوش
در پیوست نمادهایی برای نمایش دادن الزامات جوشکاری، ملحوم کاری و بازرسی غیرمخرب ارائه می شود که شامل مقرراتی برای شیوه نمایش گرافیکی جوش ها و روش های آزمایش های غیرمخرب، همراه با ضوابطی برای مشخص کردن مکان و گستره کاربرد آنها است. شکل های همراه با متن نشان می دهند که چگونه می توان از قالب و کاربردهای صحیح نمادها برای انتقال اطلاعات مربوط به اجرای جوش و آزمایش غیرمخرب استفاده کرد، اما برای نشان دادن جوشکاری یا بازرسی غیرمخرب توصیه ای برای طراح، در نظر گرفته نشده است.
نکته: خط عمودی علامت جوش همواره در سمت چپ نمایش داده می شود.
شکل1 - علامت های اصلی جوش
شکل 2 - علامت های تکمیلی جوش
| WELD- ALL- AROUND | FIELD WELD جوش در محل نصب | MELT- THROUGH ذوب عمقی | CONSUMABLE INSERT (SQUARE) الای مصرفی | BACKING (RECTANGLE) پشت بند | SPACER (RECTANGLE) فاصله انداز | سطح جوش | CONTOUR | |
| FLAT | محدب | مقعر |
علامت پرداخت کاری علامت سطح جوش اندازه جوش شیاری عمق شیار
فرایند با توضیحات اضافی
S یا E در طرف فلش در طرف دیگر نقطه جوش، کام، انگشتانه، گل میخ
F A R L-P زاویه شیار جوش دهانه ریشه طول جوش فاصله مرکز به مرکز جوش ها جوش در محل نصب جوش دو طرفه
دنباله N خط مرجع فلش اتصال خط مرجع به محل مرز جوش
علامت جوش تعداد نقطه جوش، کام، انگشتانه، گل میخ
موارد در این محدوده در صورتیکه فلش و دنباله جابجا شوند باقی می مانند علائم جوش در این محدوده باید در طول خط قرار گیرند و نباید در دو انتهای خط مرجع قرار گیرند
شکل 3 - پیکان جوش
شکل -۴ علامت جوش روی انواع اتصال جوش
سمت پشت سمت پیکان سمت پشت الف) اتصال لب به لب
سمت پشت سمت پیکان سمت پشت سمت پیکان
ب) اتصال گونیا با کنج
سمت پشت سمت پیکان سمت پیکان سمت پشت
ج) اتصال سری (T)
سمت پشت سمت پیکان سمت پیکان سمت پشت
د) اتصال پوششی
سمت پشت سمت پیکان سمت پیکان
ه) اتصال لبه با پیشانی
وقتی قرار است فقط یک عضو اتصال شیار زده شود، پیکان باید دارای شکست بوده و به سمت آن عضو باشد (شکل 5 ملاحظه شود). اگر مشخص است که کدام عضو باید دارای شیار باشد، نباید شکسته شود (شکل 6 ملاحظه شود). اگر ترجیحی وجود نداشته باشد که کدام عضو باید شیار داشته باشد، شکسته نخواهد شد.
شکل 5- کاربرد شکست در علامت جوش
علامت سطح مقطع جوش الف) سمت پیکان
علامت سطح مقطع جوش ب) سمت پشت
علامت سطح مقطع جوش ج) دو طرف
برای اتصالاتی که به بیش از یک نوع جوش نیاز دارند، باید از یک علامت برای مشخص کردن هر جوش استفاده شود (شکل 6 ملاحظه شود).
شکل -6- ترکیب علائم جوش
جوش پشت
علامت
سطح مقطع جوش
الف) علامت جوش پشت، شیار نیمه V و جوش گوشه
علامت
سطح مقطع جوش
ب) علامت شیار V و جوش گوشه
شکل -6- ترکیب علائم جوش (ادامه)
علامت
سطح مقطع جوش
ج) علامت جوش نیم V و جوش گوشه دوطرفه
علامت
سطح مقطع جوش
د) جوش شیاری ساده دوطرفه و جوش گوشه دوطرفه
ممکن است دو یا چند پیکان با یک خط مرجع واحد برای اشاره به مکان هایی که جوش های یکسان دارند استفاده شود. (شکل 7- الف ملاحظه شود)
شکل 7- کاربرد علامت جوش برای تعیین میزان جوشکاری
جوش علامت علامت جوش
علامت
الف) جوش با تغییر ناگهانی در جهت جوشکاری
شکل۷- کاربرد علامت جوش برای تعیین میزان جوشکاری (ادامه)
جوش علامت جوش علامت جوش علامت ب) کاربرد علامت جوش دور تا دور
شکل -7 کاربرد علامت جوش برای تعیین میزان جوشکاری (ادامه)
جوش علامت ب) جوش در چند صفحه
سطح مقطع علامت ت) جوش لبه بصورت دور تا دور
SEAL WELD 1/8 علامت
جوش ن) جوش آب بند
دو یا چند خط مرجع ممکن است برای نشان دادن یک توالی از عملیات استفاده شود. اولین عملیات در نزدیکترین خط مرجع به پیکان مشخص می شود. عملیات بعدی به ترتیب در خطوط مرجع اضافی مشخص می شود.
شکل 8- نحوه نمایش خط مرجع چندگانه و توالی فرایندها
3rd OPERATION 2nd OPERATION 1st OPERATION 1st 2nd 3rd
در صورتی که قرار است جوش یک عضو پنهان مانند یک عضو قابل مشاهده باشد، می تواند مطابق شکل زیر مشخص شود. اگر قرار باشد جوش یک عضو مخفی با یک عضو قابل مشاهده متفاوت باشد، اطلاعات خاصی برای جوشکاری هر دو باید مشخص شود. در صورت نیاز برای شفاف سازی، تصاویر یا نمادهای کمکی باید ارائه شود.
شکل 9- نحوه نمایش علامت جوش برای عضو مخفی
2 ANGLES TYPICAL BOTH ANGLES 2 ANGLES
شکل -10- علامت جوش برای محل و میزان جوش
جوش
علامت
الف) ترکیب جوش منقطع و پیوسته در یک طرف
جوش
علامت
ب) ترکیب جوش منقطع و پیوسته در دو طرف
جوش
علامت
ج) محل جوش تقریبی
شکل11- علامت جوش در درز جوش های شیاری لبه گرد
شکل11- علامت جوش در درز جوش های شیاری لبه گرد (ادامه)
3/8 1/4 سطح مقطع جوش
3/8 (1/4) علامت
ت) جوش نیم لبه گرد یک طرفه
3/4 1/4 سطح مقطع جوش
3/4 (1/4) علامت
ت) جوش نیم لبه گرد دو طرفه
5/8 1 سطح مقطع جوش
علامت
ج) دو جوش نیم لبه گرد یک طرفه
در صورتیکه زاویه بین وجوه جوش به گونه ای باشد که شناسایی نوع جوش و در نتیجه علامت جوش مناسب مورد سوال باشد، جزئیات اتصال مورد نظر و پیکربندی جوش باید با تمام ابعاد لازم روی نقشه نشان داده شود (شکل12 ملاحظه شود).
شکل12- علامت جوش در اتصال مورب (Skewed Joint)
3/8
45°
جزئیات A ملاحظه شود
5/8
علامت
3/8
45°
5/16
1/2
5/8
5/8
جزئیات A
پیوست دو
نمونه فرم های جوشکاری و بازرسی
این پیوست بخش اصلی این آیین نامه نیست و به عنوان راهنما قابل استفاده است. این پیوست شامل فرم های نمونه برای ثبت اطلاعات ارزیابی صلاحیت، اطلاعات WPS، نتایج آزمون صلاحیت، صلاحیت جوشکاران و اپراتورهای جوشکاری مورد نیاز این آیین نامه است. همچنین فرم های گزارش آزمایش های غیرمخرب جوش در این پیوست گنجانده شده است. تغییرات این فرم های با توجه به نیازهای کاربران مجاز است.
1- گزارش آزمایش ارزیابی دستورالعمل جوشکاری (مخرب)
| شماره نمونه | عرض | ضخامت | سطح | بار کشش نهایی (kg) | تنش حد نهایی \(\text{kg/cm}^2\) | نوع و موقعیت شکست |
|---|---|---|---|---|---|---|
آزمایش خمش هدایت شده
| شماره نمونه | نوع خمش | نتیجه | توضیحات |
|---|---|---|---|
فرم نمونه - آزمایش پرتونگاری نتیجه UT شماره گزارش نتیجه RT شماره گزارش
بازرسی چشمی ظاهر جوش بریدگی کناره تخلخل حفره ای ترک تاریخ آزمایش گواهی کننده
نتایج آزمایش جوش گوشه حداقل بعد گلویی نفوذ نفوذ 1.2 2.1 3.2 4.2
آزمایش کشش فلز جوش مقاومت کششی \((\text{kg/cm}^2)\)
آزمایش های دیگر مقاومت تسلیم \((\text{kg/cm}^2)\) افزایش طول در 50 میلی متر شماره آزمایش
نام جوشکار شماره تأیید آزمایشگاه تأیید آزمایش توسط شماره آزمایش هر
ما امضا کنندگان، صحت نتایج مندرج در این برگه و تطبیق آماده سازی، جوشکاری و آزمایش قطعات نمونه را مطابق دستورالعمل آیین نامه، تأیید می نماییم.
سازنده یا پیمانکار امضاء معرفی به وسیله عنوان تاریخ
2- مشخصات دستورالعمل جوشکاری (W.P.S)
شرایطی اصلاح ______ تاریخ ______ متوسط تأیید کننده ______ تاریخ نوع ______ دستی □ نیمه خودکار □ خودکار □ ماشینی □ خودکار وضعیت وضعیت جوش شیاری ______ گوشه جوشکاری قائم: سرپایین □ سریعین خواص الکتریکی نوع انتقال (GMAW) پشتیبانی □ اتصال کوتاه □ قطره ای □ ضربه ای □ DCEN □ DCEP □ AC جریان: غیره الکترود تنگستن (GTAW) اندازه انواع
روش جوشکاری ریسه ای یا بافته ای تک عبور یا چند عبوره تعداد الکترود فواصل الکترود: طولی عرضی زاویه فاصله تماس لوله با قطعه کار جوش تمیزکاری بین عبورها عملیات حرارتی پس از جوشکاری (PWHT) درجه حرارت زمان
نام شرکت فرایند جوشکاری شماره گزارش ارزیابی نوع درز نوع: یک طرفه □ دو طرفه □ پشت: بند مصالح فاصله ریشه ______ پیشانی ریشه زاویه شیار ______ شعاع (J-U) شیارزنی پشت: بله □ خیر فلز پایه مشخصات فنی نوع یا رده ضخامت: شیاری ______ گوشه قطر (لوله)
مصالح پر کننده مشخصات فنی AWS طبقه AWS روش جوشکاری پوشش نوع پودر ______ گاز ترکیب نوع پوشش الکترود
پیش گرمایش دمای پیش گرمایش، حداقل دمای عبورهای میانی حداقل ______ حداکثر
| هندسه درز | رفتار | آزمون با سرعت تغذیه سیم | جریان | نوع و فعالیت | قطر | فرآیند جوشکاری |
|---|---|---|---|---|---|---|
2- گزارش آزمایش پرتونگاری
پروژه ______ ضوابط ارزیابی - شماره مقطع ______ گزارش به ______
محل و هندسه جوش ______ روش عکاسی ______ چشمه ______ فاصله چشمه تا فیلم ______ زمان تابش ______ صفحات ______ نوع فیلم ______
(شرح طول، عرض و ضخامت کلیه درزهای پرتونگاری شده)
| توضیحات | اصلاح شده | گزارش | سطح | مشخصه جوش | تاریخ |
|---|---|---|---|---|---|
| مردود | تایید | مردود | تایید | ||
ما، امضاء کنندگان، صحت نتایج مندرج در این برگه و تطبیق آماده سازی، جوشکاری و آزمایش قطعات نمونه را مطابق دستورالعمل آیین نامه، تأیید می نماییم.
پیمانکار یا سازنده ______ معرفی به وسیله ______ تاریخ ______
پرتونگار ______ گزارش ______ تاریخ آزمایش ______
4- گزارش آزمایش ذرات مغناطیسی (MT)
پروژه ضوابط ارزیابی – شماره مقطع گزارش به ______
محل جوش و معرفی طرح جوش مقدار ______ کل جوش تأییدی ______ کل جوش مردود.
| تاریخ | مشخصه جوش | سطح آزمایش کامل | گزارش تأیید | امتحان شده | توضیحات |
|---|---|---|---|---|---|
مقدمات آزمایش آماده سازی سطحی: ______ تجهیزات از صنایع: ______ مدل: ______ شماره سریال: ______ روش بازرسی ☐ خشک ☐ مرطوب ☐ مرئی ☐ فلورسنت وضعیت محیط ☐ مانده ☐ پیوسته ☐ پیوسته کامل ☐ لیپ موج DC ☐ AC ☐ سایر ☐ کابل عایق دار ☐ نوع ☐ سنج ☐ طولی ☐ حلقوی ☐ مقاومت میدان: ______
آموزان: چگالی میدان، نیروی مغناطیسی، تعداد و تناوب نیروهای اعمالی موارد آزمایش روش تخریب (در صورت لزوم) تمیز کردن: ______ روش علامت گذاری: ______ ما، امضاء کنندگان، صحت نتایج مندرج در این برگه و تطبیق آماده سازی، جوشکاری و آزمایش قطعات نمونه را مطابق دستورالعمل آیین نامه، تأیید می نماییم. پروژه کار: ______ پیمانکار یا سازنده ______ گزارش: ______ معرفی به وسیله ______ تاریخ آزمایش: ______ تاریخ ______
گزارش آزمایش ارزیابی جوشکاران، اپراتورهای جوشکاری و عمل جوشکاران
نوع جوشکار نام ______ شماره شناسنامه ______ شماره دستورالعمل جوشکاری ______ اصلاح ______ تاریخ ______
متغیرها متغیرها محدوده ارزیابی مورد استفاده در ارزیابی
نوع / روش (تک یا چندگانه) الکترود جریان / قطبیت وضعیت وضعیت جوشکاری پشت بند (بله، خیر)
نوع مصالح مصالح پایه ضخامت (روز) شیاری گوشه (لبه) ضخامت شیاری گوشه (لبه) قطر شیاری گوشه مصالح پرکننده شماره مشخصه رده نوع گذارآور / گاز سایر موارد
ثبت مقادیر واقعی مورد استفاده در ارزیابی
بازرسی چشمی بلی یا خیر، مورد تأیید نتایج آزمایش خمش هدایت شده نوع نتیجه نوع نتیجه
نتایج آزمایش جوش گوشه
اندازه جوش ظاهر جوش زخم آزمایش شکست نفوذ ریشه
شرح مکان، نوع و اندازه هر گونه ترک ایجاد شده در نمونه آزمایشی
شماره آزمایش بازرسی به وسیله تاریخ موسسه
نتایج آزمایش پرتونگاری شماره فیلم نتیجه علامت شماره فیلم نتیجه علامت
شماره آزمایش تأیید کننده تاریخ موسسه
ما، امضاء کنندگان صحت نتایج مندرج در این برگه و تطبیق آماده سازی، جوشکاری و آزمایش قطعات نمونه را مطابق دستورالعمل آیین نامه تأیید می نماییم. سازنده یا پیمانکار معرفی به وسیله تاریخ
فرم ارزیابی دستگاه فراصوت
دستگاه فراصوت تاریخ مدل سریال
پراب ارزیاب ابعاد نوع پایه اپراتور ASNT فرکانس MHz
| شماره | a قرائت dB | b % مقیاس | c قرائت اصلاح شده | d خطای dB | e خطای تجمعی dB |
|---|---|---|---|---|---|
| 1 | |||||
| 2 | |||||
| 3 | |||||
| 4 | |||||
| 5 | |||||
| 6 | |||||
| 7 | |||||
| 8 | |||||
| 9 | |||||
| 10 | |||||
| 11 | |||||
| 12 | |||||
| 13 | |||||
| 14 | |||||
| 15 | |||||
| 16 | |||||
| 17 | |||||
| 18 | |||||
| 19 | |||||
| 20 | |||||
| 21 | |||||
| 22 | |||||
| 23 | |||||
| 24 | |||||
| 25 | |||||
| 26 | |||||
| 27 |
% (Average) % دامنه ارزیابی شده کل dB تا dB = dB خطای کل dB دامنه ارزیابی شده کل dB تا dB = dB خطای کل dB
فرم D8
فرم D9 ارزیابی دقت دسی بل
a قرائت دسی بل
فرم D10 نمودار مقادیر کاهندگی با بهره (دسی بل)
A 10 100 9 90 8 80 7 70 6 60 5 50 4 40 3 30 2 20
درصد صفحه با ولتاژ
B 10 100 9 90 8 80 7 70 6 60 5 50 4 40 3 30 2 20
درصد صفحه با ولتاژ
C 0 0 8 2 6 4 4 6 2 8 0 0 8 2 6 4 4 6 2 8 0 0
بهره کاهندگی (دسی بل)
فرم D11 فرم آزمایش فراصوت
پروژه شماره گزارش
شناسایی جوش
ضخامت مصالح
نوع درز فرایند جوشکاری
ضابطه پذیرش (بند) توضیحات
| شماره خط | شماره تشخیص | زاویه پراب | وجه | ساق | دسی بل ناپیوستگی | تخمین ناپیوستگی | توضیحات | تراز تشخیص | تراز مرجع | ضریب کاهندگی | رتبه عیب | طول | طول مسیر تابش | عمق از مقطع A | فاصله از زا |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | |||||||||||||||
| 2 | |||||||||||||||
| 3 | |||||||||||||||
| 4 | |||||||||||||||
| 5 | |||||||||||||||
| 6 | |||||||||||||||
| 7 | |||||||||||||||
| 8 | |||||||||||||||
| 9 | |||||||||||||||
| 10 | |||||||||||||||
| 11 | |||||||||||||||
| 12 | |||||||||||||||
| 13 | |||||||||||||||
| 14 | |||||||||||||||
| 15 | |||||||||||||||
| 16 |
تاریخ آزمایش سازنده بازرس تأیید تاریخ
پیوست سه
جوشکاری میلگردهای بتن مسلح (آرماتور)
ب 3-1 ضوابط عمومی
ب 3-1-1 دامنه
ضوابط این پیوست برای جوشکاری میلگرد به میلگرد و میلگرد به فولادهای کربنی و کم آلیاژ اعمال می شود. در صورت درج در اسناد پیمان، می توان مواردی را اصلاح و یا حذف کرد.
ب 3-1-2 کاربرد
ضوابط این پیوست به همراه الزامات عمومی مقررات ملی ساختمان برای کلیه جوشکاری فولادهای میلگردهای بتن با استفاده از فرایندهای ذکر شده در بند ب 3-1-4 برای ساخت و ساز با بتن مسلح و یا در ساخت اجزای بتنی پیش ساخته استفاده می شود.
الزامات آزمایش ضربه جوشکاری میلگردها در این پیوست ارائه نشده است و برای کاربردهایی که شامل الزامات ضربه ای می شود نباید استفاده شود.
ب 3-1-3 فلز پایه میلگردهای مسلح کننده (آرماتور)
ب 3-1-3-1 فلز پایه میلگرد
موارد اشاره شده در این ضوابط، باید منطبق بر مقررات ملی ساختمان و آخرین ویرایش استاندارد ملی تولید میلگردهای فولادی گرم نوردیده (استاندارد ملی 2122) و یا مراجع بین المللی مورد اشاره در اسناد مناقصه باشد. برای استفاده ترکیبی از فولادهای متفاوت که جوشکاری می شوند، باید از WPS که با آزمایشات به تأیید رسیده است، استفاده شود.
در صورتیکه از میلگردهای غیر از موارد مندرج در بند ب 3-1-3-1 استفاده شود، ترکیب شیمیایی و کربن معادل آن باید تعیین شده و WPS آن باید با آزمایش های بخش ب 3-6-2 به تأیید برسد. کربن معادل نباید از 0.55 درصد بیشتر باشد.
ب 3-1-4 فرایند جوشکاری
فرایندهای جوشکاری SMAW، FCAW و GMAW برای میلگردها مجاز است. سایر فرایندهای جوشکاری با تأیید مهندسی مشاور می تواند استفاده شود؛ مشروط بر اینکه، آزمایش ارزیابی برای حصول اطمینان از کاربرد رضایت بخش جوش انجام شود.
1 - reinforcing steel (در مبحث نهم مقررات ملی از لغت آرماتور استفاده شده است. در متن حاضر هر دو لغت میلگرد یا آرماتور بیان کننده این منظور می باشد.)
* مثل استانداردهای ASTM A615 و A706 و A496 و A82
ب 3-2 تنش های مجاز
ب 3-2-1 تنش مجاز فلز پایه
تنش های مجاز فلز پایه باید مطابق موارد ذکر شده در آیین نامه مربوطه ویا مشخصات فنی کارهای بتنی باشد.
ب 3-2-2 تنش مجاز جوش
به جز مواردی که در جدول ب3-2-1 ذکر شده است، تنش مجاز جوش درز جوش شیاری نفوذ کامل نیمه V و V در اتصال مستقیم لب به لب که تحت کشش یا فشار قرار می گیرد باید مطابق تنش مجاز فلز پایه میلگردهای مصرفی بوده، مشروط بر اینکه رده مقاومتی فلز پرکننده مورد استفاده معادل یا بیشتر از مقاومت کششی فلز پایه باشد.
تنش مجاز جوش های گوشه و جوش های شیاری لبه گرد باید منطبق بر جدول ب3-2-1 باشد.
ب 3-2-3 سطح، طول، گلویی و ساق موثر جوش
در جوش های شیاری نفوذ کامل لب به لب مستقیم، سطح موثر جوش همان سطح مقطع اسمی میلگرد تحت جوشکاری است. در صورت استفاده از میلگردهای با قطر متفاوت، سطح جوش، سطح مقطع میلگرد کوچکتر است.
در جوش های شیاری لبه گرد، سطح موثر جوش برابر است با حاصل ضرب طول موثر در ساق موثر جوش (شکل ب3-2-1 ملاحظه شود). حداقل طول موثر جوش نباید کمتر از دو برابر قطر کوچکترین میلگرد باشد. اندازه موثر جوش در درز جوش شیاری نیم لبه گرد باید برابر 0.4 برابر شعاع میلگرد و برای لبه گرد شیاری 0.6 برابر شعاع میلگرد باشد. اندازه موثر بیشتر برای تعیین تنش مجاز، در صورتیکه در WPS ارزیابی شده باشد، می تواند استفاده شود. در میلگردهای با قطر نامساوی، شعاع میلگرد کوچک ملاک عمل است. برای تعیین اندازه موثر جوش از آزمایش حک اسید ماکرو استفاده شود.
1 - Flare – bevel and flare – V groove
شکل ب3-2-1 گلویی مؤثر جوش های شیاری لبه میلگرد
S (E)
گلویی موثر
(E) = 0.4S
S (E)
S (E)
گلویی موثر
(E) = 0.4S
دو طرفه
یک طرفه
الف) جوش شیاری نیم لبه گرد
S (E)
S (E)
گلویی موثر
(E) = 0.6S
دو طرفه
(S)
گلویی موثر
(E) = 0.6S
ب) جوش شیاری لبه گرد
یادداشت:
S -1 شعاع اسمی میلگرد
E -2 گلویی مؤثر؛ حداقل بعد از نقطه ذوب در ریشه تا سطح رویه جوش، بدون در نظر گرفتن تحدب جوش
جدول ب3-2-1 تنش مجاز در جوش
| ردیف | 2 و 1 ردیف جمع | نوع جوش | جهت تنش | |
|---|---|---|---|---|
| قابل قبول در صورت استفاده از پیش گرمایش مناسب - رجوع شود به جدول ب3-5-1 | همان فلز پایه | تنش کششی موازی محور جوش | جوش شیاری نفوذ کامل CJP | |
| قابل قبول در صورت استفاده از پیش گرمایش مناسب (کاهش یافته) 0.70 است. | همان فلز پایه | تنش فشاری عمود بر سطح جوش |
فلز پرکننده با رده مقاومتی معادل یا کمتر از فلز پرکننده سازگار قابل استفاده است.
فلز پرکننده با رده مقاومتی معادل یا کمتر از فلز پرکننده سازگار قابل استفاده است.
فلز پرکننده با رده مقاومتی معادل یا کمتر از فلز پرکننده سازگار قابل استفاده است.
فلز پرکننده با رده مقاومتی معادل یا کمتر از فلز پرکننده سازگار قابل استفاده است.
مقاومت کششی اسمی × 0.2 فلز پر کننده مشروط به اینکه تنش برشی فلز پایه نباید از 0.4 × مقاومت تسلیم فلز پایه تجاوز نماید.
مقاومت کششی اسمی × 0.5 فلز پر کننده مشروط بر اینکه کشش در فلز پایه از 0.6 × مقاومت تسلیم آن کمتر باشد.
همان فلز پایه
مقاومت کششی اسمی × 0.2 فلز پر کننده مشروط بر اینکه تنش های درز فلز پایه از 0.4 × تنش تسلیم آن بزرگتر شود.
مقاومت کششی اسمی × 0.3 فلز پر کننده مشروط بر اینکه تنش کششی در فلز پایه از 0.6 × تنش تسلیم آن بزرگتر نشود.
مقاومت کششی اسمی × 0.3 فلز پرکننده
1- برای تعریف سطح موثر بخش ب3-2-3 ملاحظه شود.
2- برای بارگذاری چرخه ای (سیکلی) یا خستگی به آیین نامه های مربوطه (AWS D1.4) مراجعه شود.
3- مهندس طراح باید توجه داشته باشد که مقاومت سیم سرد کشیده هنگام جوشکاری کاهش یابد. [1]
4- برای تطبیق فلز پرکننده سازگار جدول ب3-5-1 ملاحظه شود.
ب 3-3 جزئیات سازه ای
ب 3-3-1 تبدیل در سایز میلگرد
اتصال لب به لب مستقیم تحت کشش محوری در میلگردهای با سایز متفاوت باید مطابق شکل ب3-3-1 انجام پذیرد.
1 - Cold drawn Bar
شکل ب3-3-1 اتصال لب به لب مستقیم و تبدیل در سایزهای مختلف میلگرد
شیاری و جوش از پشت
جوش گوشه تقویتی با استفاده از فرآیند مشابه
ب 3-3-2 خروج از محوریت
در مواردی که اتصال لب به لب غیرمستقیم یا اتصال پوششی استفاده می شود، (شکل های ب3-3-3 و ب3-3-4) اطراف درز جوش در سازه تمام شده به منظور اجتنار از شکافتن بتن (ناشی از تمایل اتصال به خم شدن در حین بارگذاری خارج از مرکز) باید به اندازه کافی با آرماتورهای عرضی تقویت شود.
اتصال پوششی جوشی باید تا سایز 20 میلی متر محدود گردد.
ب 3-3-3 انواع اتصال
اتصال میلگردها می تواند بصورت پوششی یا سپری جوشکاری پوششی غیرمستقیم یا مستقیم لب به لب صورت گیرد (شکل های ب3-3-3، ب3-3-4 و ب3-3-5). برای اتصال لب به لب مستقیم چند میلی متر ترجیح داده می شود. 20 میلی متر ترجیح داده می شود.
ب 3-3-4 اتصال لب به لب
اتصال لب به لب مستقیم باید بصورت جوش شیاری نفوذ کامل انجام شود. انواع اتصال مورد نیاز جدول 1-3 و شکل 2-3 را نشان می دهد.
جدول ب3-3-1 الزامات جوش شیاری نفوذ کامل برای اتصال لب به لب مستقیم
| جزئیات در شکل ب3-3-2 | انواع جوش شیاری CJP | جهت محور میلگرد |
|---|---|---|
| الف ب * ج | V یک طرفه V دو طرفه V یک طرفه با پشت بند لوله ای | افقی |
| ت ث * ج | نیمه V یک طرفه نیمه V دو طرفه نیمه V یک طرفه با پشت بند لوله ای | عمودی |
* قطر میلگردها باید برابر باشد.
شکل ب3-3-2 اتصالات لب به لب مستقیم
الف) شیاری V یک طرفه
ب) جوش شیاری V یک طرفه با پشت بند لوله ای
ج) جوش شیاری نیمه V یک طرفه
* BACKGOUGE شیارزنی و جوش پشت
ب 3-3-5 اتصال لب به لب غیرمستقیم
اتصال لب به لب غیرمستقیم باید بصورت درز جوش شیاری نیم لبه گرد یا لبه گرد بین میلگرد و قطعه اتصال انجام شود. شکل ب3-3-3 ملاحظه شود.
شکل ب3-3-3 اتصالات لب به لب غیرمستقیم
پداشته 1 پداشته 2 پداشته 3
A-A مقطع جوش شیاری نیم لبه گرد دوطرفه
B-B مقطع جوش شیاری نیم لبه گرد دوطرفه
C-C مقطع جوش شیاری جناقی لبه گرد
[19 mm] حداکثر S(E) L A T S(E) L A T
فاصله بین میلگردها (قبل از جوشکاری)
الف) اتصال لب به لب غیرمستقیم با ناودانی
B B
S(E) L A T
پداشت الف و C ملاحظه شود.
S(E) L A T
پداشت الف و C ملاحظه شود.
S(E) L A T
ب) اتصال لب به لب غیرمستقیم با پلیت
S(E) L A T
پداشت الف ملاحظه شود.
S(E) L A T
ج) اتصال لب به لب غیرمستقیم با دو میلگرد و صله
L=2D (حداقل) ج) تغییر به جوش جناقی یک طرفه به شرط در نظر گرفتن خروج از محوریت یا محدودیت در طراحی، مجاز است. فاصله بین میلگردها و ورق بسته به ارتفاع تغییر شکل ها، ممکن است متفاوت باشد؛ اما نباید از \( \frac{D}{4} \) یا 19 میلی متر هر کدام که کوچکتر بود، فراتر رود. تغییر شکل های نشان داده شده در مقاطع، نمایشی است.
1- Splice Bar
ب 3-3-6 اتصال پوششی
اتصال پوششی باید بصورت لبه گرد دو طرفه مطابق شکل ب3-3-4 الف، انجام شود. اتصال لبه گرد یک طرفه در صورتیکه درز جوش فقط از یک طرف دسترسی داشته باشد و با تأیید مهندس طراح قابل استفاده است. اتصال پوششی غیرمستقیم باید بصورت جوش نیم لبه گرد بین میلگرد و ورق اتصال مطابق شکل ب3-3-4 ب، انجام شود.
شکل ب3-3-4 اتصال پوششی
الف) تأثیر خروج از محوریت یا محدودیت در طراحی اتصال، باید در نظر گرفته شود ب) ~D 1 D
L1 = 2D حداقل
L2 = 2 × قطر میله (حداقل)
یادداشت: فاصله بین میلگردها و ورق بر اساس ارتفاع تغییر شکل ها ممکن است متفاوت باشد؛ اما نباید از 1/4D یا 5 میلی متر، هر کدام کوچکتر بود، فراتر رود.
ب 3-3-7 اتصال قطعات پیش ساخته
قطعات پیش ساخته را می توان با جوشکاری میلگردهایی که از انتهای قطعه بیرون می آید یا با جوشکاری به ورق های مدفون1 که بر سطح پیش ساخته نصب می شود، به هم متصل کرد. ورق های مدفون باید به کمک شاخک به قطعه پیش ساخته نصب شوند. شاخک ها بطور معمول از میلگرد می باشند. برای اتصال میلگرد به ورق مدفون مطابق شکل ب3-3-5 از جزئیات مختلفی می توان استفاده نمود.
1 - Insert plate (ورق مدفون)
شکل ب3-3-5 جزئیات اتصال مهارها، صفحه ستون ها و ورق های مدفون
الف) جوش خارجی
ب) سوراخ کردن ورق و میلگرد عمودی
ج) سوراخ کردن ورق و جوش انگشتانه
د) جوش با نفوذ کامل
ه) اتصال پوششی (رویهم)
و) جوش گوشه خارجی
زیاد صفحه ستون با وزن فاقد میلگرد
ز) جوش گوشه خارجی
زیاد صفحه صفحه ستون با وزن فاقد میلگرد
زیاد صفحه صفحه ستون با وزن فاقد میلگرد
میلی متر فراتر از اندازه جوش 40 سر یافته
ح) جوش گوشه داخلی
پادداشت الف ملاحظه شود
ب) جوش شیاری نفوذ کامل - اتصال سری
پادداشت ب ملاحظه شود
S (E) S (E)
L L
A A-A
ت) اتصال پوششی در مهارها، با استفاده از جوش شیاری نیم لبه گرد
الف) شیارزنی از پشت تا رسیدن به فلز سالم قبل از جوشکاری سمت دیگر. برای میلگردهای سایز 25 یا کوچکتر، جوش شیاری یک طرفه با شیارزنی و جوش از پشت پیشنهاد می شود. ب) L=2×(قطر میلگرد) حداقل
1 - Base plate
ب 3-3-8 ادامه شکل ب3-3-5
سطوحی که قرار است جوشکاری شوند باید عاری از پلیسه، پارگی، ترک و هر گونه عیبی که بر کیفیت یا مقاومت جوش تأثیر نامطلوبی دارد، باشد. سطوحی که قرار است جوشکاری شوند و سطوح مجاور جوش باید عاری از پوسته های سست یا ضخیم، سرباره، زنگ، رطوبت، گریس، پوشش اپوکسی یا سایر مواد خارجی که مانع از جوشکاری مناسب با تولید گازهای نامطلوب می نماید، باشد. پوسته های نازک که با برس زنی شدید، برداشته نمی شود، پوشش نازک زنگ یا مواد ضد پاشش جوش، می تواند باقی بماند.
انتهای میلگردها در اتصالات لب به لب مستقیم، برای تشکیل شیار جوش باید به روش برش حرارتی، برش الکتریکی قوس پلاسما، برش اره یا سایر تجهیزات برشکاری، شکل داده شود. زبری سطوح برش اکسی استیلن نباید بیش از 50 میکرون باشد. زبری بیش از این مقدار و بریدگی های اتفاقی که بیش از 5 میلی متر عمق نداشته باشد باید با ماشینکاری یا سنگ زنی حذف شود.
ب 3-4 سرهم کردن
ب 3-4-1 سرهم کردن
اعضای اتصال باید به گونه ای در یک راستا قرار گیرند که خروج از مرکزی به حداقل برسد. در اعضای اتصال لب به لب مستقیم جوش شده نباید بیشتر از مقادیر زیر در محل اتصال انحراف داشته باشند:
میلی متر 3 میلی متر و کوچکتر 32 میلگردهای سایز میلی متر 5 میلی متر 42 تا 26 میلگردهای سایز میلی متر 6 میلگردهای سایز 57
ب 3-4-2
برای اتصالات لب به لب غیرمستقیم با صفحه اتصال، حداکثر فاصله بین میلگردها نباید بیشتر از 19 میلی متر باشد. (شکل ب3-3-3 الف ملاحظه شود).
ب 3-4-3
در اتصال پوششی مستقیم، اگر فاصله میلگردها بیش از نصف قطر میلگرد و یا حداکثر 6 میلی متر باشد، به نحوی که میلگردها تقریبا در یک صفحه قرار داشته باشند، اتصال باید از طریق ورق یا میله اتصالی ساخته شود و الزامات اتصال پوششی غیرمستقیم اعمال گردد. (بند ب3-3-6 ملاحظه شود).
ب 3-4-4
در اتصال پوششی غیر مستقیم (شکل ب3-3-4)، حداکثر فاصله بین میلگرد و ورق اتصال نباید بیشتر از یک چهارم قطر میلگرد و نه بیشتر از 5 میلی متر باشد.
ب 3-4-5
جوشکاری میلگردهای متقاطع مجاز نیست مگر اینکه مهندس مشاور تأیید نماید.
ب 3-4-6
جوشکاری روی میلگردهایی که دارای خم سرد هستند باید به فاصله حداقل دو برابر قطر میلگرد از نقاط مماس برای شعاع ایجاد شده فاصله داشته باشد. (شکل ب3-4-1 ملاحظه شود).
شکل ب3-4-1 حداقل فاصله از نقاط مماس شعاع خم سرد
جوشکاری می تواند در این محل شروع یا خاتمه یابد.
نقطه مماس (یادداشت الف)
میلگرد با قطر اسمی D
نقطه مماس (یادداشت الف)
شعاع خم سرد R
الف) برای جوشکاری روی شعاع داخلی، از نقطه مماس در شعاع داخلی استفاده کنید.
ب) λ ≥ 2D
این شکل تنها برای نمایش است.
ب 3-4-7 کنترل اعوجاج، جمع شدگی و حرارت
در سر هم کردن و متصل کردن اجزای سازه یا اعضای پیش ساخته، ترتیب و توالی و رویه ای باید در نظر گرفته شود که اعوجاج و جمع شدگی را حداقل نماید.
در صورتیکه جوشکاری روی میلگردها و یا اجزای سازه ای که در بتن دفن شده اند انجام می پذیرد، باید برای انبساط حرارتی فولاد تمهیداتی در نظر گرفته شود تا از پوسته شدن و یا ترک خوردن بتن اطراف آن و یا تخریب قابل توجه پیوند بین بتن و فولاد جلوگیری شود. حرارت جوش می تواند باعث آسیب موضعی به بتن شود.
ب 3-4-8 کیفیت جوش
جوش هایی که شرایط کیفی بندهای ب 3-4-8-1 تا ب 3-4-8-3 را برآورده ننمایند، باید به روش برداشتن بخش های غیرقابل پذیرش یا به روش جوشکاری مجدد، هر کدام قابل اعمال باشد، تعمیر گردد.
ب 3-4-8-1 نمای جوش
های گوشه باید کمی مقعر یا محدب مطابق شکل های ب3-4-2 الف و ب و یا مسطح باشد و هیچ کدام از نماهای نشان داده شده در شکل ب3-4-2 ج را نداشته باشد.
ب 3-4-8-2 ترک
هر نوع ترک فارغ از اندازه و محل آن غیرقابل پذیرش است.
ب 3-4-8-3 ذوب و امتزاج کامل
ذوب و امتزاج کامل باید بین فلز جوش و فلز پایه و بین عبورهای مختلف جوش وجود داشته باشد.
ب 3-4-8-4 چاله جوش
کلیه چاله های جوش باید تا سطح مقطعی که حداقل اندازه تعریف شده جوش را برآورده نماید، پر شود.
ب 3-4-8-5 لوچه و روی هم افتادگی
جوش باید فاقد لوچه و روی هم افتادگی باشد.
ب 3-4-8-6 بریدگی کنار جوش
عمق بریدگی کنار جوش بیش از یک میلی متر در مقطع میلگرد یا اجزای سازه ای مجاز نیست.
ب 3-4-8-7 تخلخل
مجموع قطر تخلخل های لوله ای در جوش های شیاری لبه گرد و جوش های گوشه نباید از 1.7 میلی متر در هر طول 25 میلی متر جوش و از 14 میلی متر در هر 157 میلی متر طول جوش بیشتر باشد.
ب 3-4-8-8 آزمایش پرتونگاری
در صورتیکه آزمایش پرتونگاری برای بازرسی اتصال لب به لب مستقیم لازم باشد، حداکثر اندازه هر تخلخل منفرد یا ناپیوستگی از نوع ذوبی یا جمع شدگی حفره ای یا ناپیوستگی های ذوبی نباید از محدوده ی ذکر شده در جدول ب4-1 تجاوز نماید. برای بازرسی پرتونگاری به استاندارد ملی یا بین المللی مرجع مراجعه شود.
یادداشت: میزان تحدب C یا ابعاد سطح مهره تکی W نباید از مقادیر جدول زیر فراتر رود:
| حداکثر تحدب | پهنای پیشانی جوش یا سطح مهره تکی W |
|---|---|
| 2 mm | W ≤ 8 mm |
| 3 mm | 8 mm < W ≤ 25 mm |
| 5 mm | W ≥ 25 mm |
شکل ب3-4-2 نیمرخ های جوش قابل پذیرش و غیرقابل پذیرش
اندازه گلوی ناکافی
اندازه تحدب زیاد
اندازه بریدگی زیاد
اندازه لوچه بریدگی زیاد
اندازه نفوذ ناقص
ب) نیمرخ های غیرقابل قبول جوش گوشه
درز لب به لب (قطر یکسان)
R
R
درز (تبدیل) (قطر متفاوت)
اندازه گرده R نباید از 2 میلی متر فراتر رود ج) نیمرخ های قابل قبول جوش شیاری در اتصال لب به لب
لوچه بریدگی زیاد گلویی ناکافی تحدب زیاد کرده
د) نیمرخ های غیرقابل قبول جوش شیاری در اتصال لب به لب
ب 3-4-8-9 تعمیر یا اصلاح جوش
جوش هایی که به روش SMAW، GMAW یا FCAW اجرا شده اند، باید مطابق WPS مورد تأیید مهندس مشاور انجام پذیرد.
ب 3-4-8-10 اندازه و طول جوش
ساق جوش باید برابر با یا بیشتر از اندازه مشخص شده1 جوش باشد. طول جوش با این اندازه باید برابر با یا بیشتر از طول مشخص شده جوش باشد. هر بخشی از طول جوش، شامل شروع یا پایان جوش، که از اندازه جوش مشخص شده کمتر باشد نباید در طول جوش در نظر گرفته شود.
1 - Specified weld size
ب 3-5 روش
ب 3-5-1 ضوابط فلز پرکننده
برای تمامی اتصالات تعریف شده در این پیوست، برای تعیین لزوم فلز پرکننده سازگار2 یا پایین سازگار3 رابطه بین فلز پایه- فلز پر کننده، به همراه جدول ب3-5-1 استفاده شود.
| نظر | پایه | اقتراح |
|---|---|---|
| نام گروه 1-5-3 ب جدول در که پرکننده های رده .است هدش هئارا یتمیقم هورگ | درگلیم ره هب شوخخ هب یدرگلیم ره هب یدلاوف همانم هورگ رد یدلاوف | راکزاس |
| هورگ یارب ار 5-3 ب جدول در که پرکننده های رده .دشابیم یضخت تمواقم لاقح اب هک یدلاوف مک عون زا دیاب SMAW یراکشج دیلوا و روکلا )دشاب نزروهم | هر هب هورگ کی رد یدلاوف درگلیم ره لاقح اب اهدلاوف ریاس اب یدلاوف درگلیم :رتنبیاپ یضخت تمواقم | راکزاس نیبای |
1- Fusion – Type 2 - Matching 3 - Under matching
جدول ب3-5-1 الزامات فلز پرکننده سازگار
| گروه ماده | مشخصه فولاد | فرایند جوشکاری | مشخصه الکترودهای AWS A5 | طبقه بندی الکترود |
|---|---|---|---|---|
| I | ASTM A 615 Grade 40 ASTM A 615M Grade 300 | SMAW SMAW GMAW GMAW FCAW FCAW | A5.1/A5.1M A5.5/A5.5M A5.18/A5.18M A5.28/A5.28M A5.20/A5.20M A5.29/A5.29M | E7015, E7016, E7016-1, E7018, E7018-1, E7018M, E7028, E7048 E7015-X,E7016-X, E7018-X ER70S-XXX; E70C-XXX E7XT-X; E7XT-XC, E7XT-XM E7XTX-X, E7XTX-XC, E7XTX-XM |
| II | ASTM A 706 Grade 60 ASTM A 706M Grade 420 | SMAW GMAW FCAW | A5.5/A5.5M A5.28/A5.28M A5.29/A5.29M | E8015-X, E8016-X, E8018-X ER80S-XXX; E80C-XXX E8XTX-X, E8XTX-XC, E8XTX-XM |
| III | ASTM 615 Grade 60 ASTM A 615M Grade 420 | SMAW GMAW FCAW | A5.5/A5.5M A5.28/A5.28M A5.29/A5.29M | E9015-X, E9016-X, E9018-X, E9018M ER90S-XXX; E90C-XXX E9XTX-X, E9XTX-XC, E9XTX-XM |
| IV | ASTM A 615 Grade 75b ASTM A 615M Grade 520c | SMAW GMAW FCAW | A5.5/A5.5M A5.28/A5.28M A5.29/A5.29M | E10015-X, E10016-X, E10018-X, E10018M ER100S-XXX; E100C-XXX E10XTX-XC, E10XTX-XM |
برای اتصال رده های مختلف فولادی، فلز پرکننده باید بر مبنای فلز پایه با مقاومت کششی کمتر انتخاب شود.
برای میلگردهای فولادی دارای پوشش، فلز پرکننده باید بر مبنای فلز بدون پوشش باشد.
ب 3-5-2 حداقل پیش گرمایش و دمای عبورهای میانی
حداقل پیش گرمایش و حرارت عبورهای میانی باید منطبق بر جدول ب3-5-2 با استفاده از بیشترین کربن معادل فلز پایه مطابق ب3-1-2 باشد.
جدول ب3-5-2 حداقل پیش گرمایش و دمای عبورهای میانی
همراه با الکترود کم هیدروژن و SMAW سایز میلگرد محدوده کربن معادل FCAW یا GMAW حداقل دما
% (C.E.) mm °C
36 ندارد 0.4 تا 57 و 43 10
36 ندارد 0.45 تا 0.4 بین 57 و 43 10
19 ندارد 0.55 تا 0.45 بین 36 و 22 10
57 و 43 90
19 و 40 0.65 تا 0.55 بین 36 و 22 90
57 و 43 150
19 و 150 0.75 تا 0.65 بین 57 و 22 200
19 و 150 0.75 بیش از 57 و 22 260
الف) هنگامیکه میلگرد به فولاد ساختمانی جوش شود، الزامات مربوط به پیش گرمایش فولاد ساختمانی مطابق با باید در نظر گرفته شود. حداقل دمای پیش گرمایش، باید بیشترین مقدار از این دو جدول باشد. با این حال، در هنگام جوشکاری میلگرد به فولادهای آبدیده و باز پخت شده1 باید احتیاط ویژه ای مد نظر داشت. در صورت عدم امکان رسیدن به شرایط مدنظر، نباید از جوشکاری برای اتصال اعضا استفاده کرد.
ب) محل جوش باید از قبل پیش گرم شود به گونه ای که حداقل 150 میلی متر از سطح مقطع میلگرد در هر طرف درز در دمای حداقل یا بالاتر از آن باشد. دمای پیش گرمایش و عبورهای میانی باید برای جلوگیری از ترک، کافی باشد.
ج) پس از تکمیل جوش، میلگردها باید به صورت طبیعی تا دمای محیط سرد شوند. سرد شدن سریع مجاز نیست.
1 - Quenched and Tempered
د) هنگامیکه دمای فلز پایه زیر صفر درجه سلسیوس یا بیشتر باشد، باید حداقل تا دمای 20 درجه سلسیوس پیش گرمایش شود و دمای آن در حین جوشکاری در این دما حفظ شود.
ب 3-5-3 محیط جوشکاری
برای فرایندهای جوشکاری GMAW و FCAW-G جوشکاری نباید تحت شرایط باد انجام پذیرد و در این شرایط باید بوسیله چادر محافظ به نحوی که سرعت باد در اطراف محل جوش کاهش یابد پوشیده شود. در هر صورت جوشکاری به روش های مذکور در سرعت باد در اطراف محل جوش کاهش یابد. در هر صورت جوشکاری به روش های مذکور در سرعت باد با بیش از 8 کیلومتر بر ساعت نباید انجام پذیرد.
محیط جوشکاری در شرایط زیر نباید انجام پذیرد:
1- در صورتیکه دمای محیط کمتر از 20- درجه سلسیوس باشد. (نواحی اطراف جوش)
2- در صورتیکه سطح فلز مرطوب بوده یا تحت بارش باران و برف باشد.
3- در شرایط وزش بادهای شدید.
4- در صورتیکه نفرات جوشکاری در شرایط نامتعادل باشند.
ب 3-5-4 لکه قوس
از ایجاد لکه قوس در خارج از محدوده درز جوش و روی فلز پایه باید اجتنار شود. ترک های ناشی از لکه های قوس باید تا حد امکان سنگ زنی و صاف گردند و برای اطمینان از سالم بودن آنها مورد بررسی قرار گیرند.
ب 3-5-5 تمیزکاری جوش
قبل از جوشکاری روی عبور جوش های قبلی، سرباره جوش باید برداشته شود و نواحی جوشی و فلز پایه اطراف آن برس کاری و تمیز گردد. این موضوع نه تنها برای لایه های مختلف بلکه برای عبورهای مختلف و همچنین چاله جوش باید انجام پذیرد.
در نهایت جوش نهایی و فلز پایه اطراف آن باید به وسیله برس کاری و یا وسایل مناسب دیگر کاملاً تمیزکاری شود.
پاشش های جوش چسبیده پس از تمیز کاری قابل قبول است، مگر اینکه برداشتن آنها به منظور انجام آزمایشات غیرمخرب با اعمال پوشش لازم باشد. اتصال جوش تا زمانیکه جوشکاری آن تکمیل شود و جوش آن مورد تأیید قرار گیرد نباید رنگ شود.
ب 3-5-6 خال جوش
از اجرای خال جوش هایی که بخشی از جوش نهایی نخواهند بود باید اجتنار گردد مگر اینکه به تأیید مهندس ناظر برسد. کلیه الزامات این پیوست باید در خصوص خال جوش ها رعایت گردد.
ب 3-5-7 پیشرفت جوشکاری
جوش های عمودی اجرا (وضعیت 3G) باید بصورت سریال انجام شود.
ب 3-5-8 جوشکاری فلز پایه دارای پوشش
ب 3-5-8-1
آماده سازی برای جوشکاری فلز پایه دارای پوشش باید ترجیحاً پس از پوشش انجام شود. پس از جوشکاری با WPS ارزیابی شده، پوشش محافظ مناسب باید روی اتصال نهایی اعمال گردد تا خواص ضد خوردگی میلگردهای پوشش دار بازیابی گردد.
ب 3-5-8-2
برای جوشکاری فلز پایه گالوانیزه، یکی از حالت های زیر باید رعایت شود: حالت اول: جوشکاری فلز پایه گالوانیزه بدون برداشتن پوشش قبلی باید مطابق WPS ارزیابی شده انجام پذیرد. لازم به ذکر است WPS به طور عادی باید شامل فاصله دهانه ریشه بیشتر، الکترود حاوی سیلیسیم کمتر و سرعت جوشکاری پایین تری باشد.
حالت دوم: جوشکاری فلز پایه گالوانیزه می تواند پس از برداشتن پوشش به اندازه 50 میلی متر اطراف درز جوش انجام شود. در این حالت، جوشکاری باید منطبق بر WPS مربوط به میلگردهای بدون پوشش ارزیابی شده انجام پذیرد. پوشش گالوانیزه را می توان به روش شعله اکسی استیلن، ساچمه زنی یا سایر روش های مناسب حذف نمود.
ب 3-5-8-3
در جوشکاری که با پیش گرم کردن فلز پایه با پوشش اپوکسی انجام می شود، پوشش اپوکسی باید از سطوحی که حرارت می گیرند برداشته شود.
ب 3-5-9 الکترودها
الکترودها و گاز مصرفی فرایندهای SMAW، GMAW، FCAW باید منطبق بر الزامات استانداردهای ملی یا مراجع بین المللی مربوطه باشد. ضوابط استفاده از الکترودهای کم هیدروژن و خشک کردن آنها مطابق این آیین نامه می باشد.
* استانداردهای AWS A5.01 و A5.02 و A5.05 و A5.08 و A5.09 و A5.10 و A5.11 و A5.12 و A5.13 و A5.14 و A5.15 و A5.16 و A5.17 و A5.18 و A5.19 و A5.20 و A5.21 و A5.22 و A5.23 و A5.24 و A5.25 و A5.26 و A5.27 و A5.28 و A5.29 و A5.30 و A5.31 و A5.32
ب 3-6 ارزیابی
ب 3-6-1
کلیه جوش هایی که مطابق این پیوست انجام می شود باید با استفاده از WPS مکتوب که الزامات این پیوست را رعایت می کنند، انجام پذیرد.
ب 3-6-2
کلیه WPS ها باید بر مبنای آیین نامه مرتبط2 ارزیابی و تأیید گردد. جوشکاران نیز باید مورد ارزیابی قرار گیرند.
ب 3-6-3
در صورت تأیید مهندس مشاور، شواهد و مستندات ارزیابی های قبلی WPS ها و جوشکاران می تواند مورد پذیرش قرار گیرد.
ب 3-7 بازرسی
ب 3-7-1
شرایط پذیرش جوش باید مطابق ضوابط این آیین نامه باشد.
ب 3-7-2
شرایط صلاحیت بازرسی جوش و آزمایش های غیرمخرب باید مطابق ضوابط این آیین نامه باشد. در صورتیکه نیاز به انجام بازرسی پرتونگاری علاوه بر بازرسی چشمی باشد باید مطابق استاندارد انجام پذیرد.
بازرسی فراصوت جوش اتصالات مستقیم لب به لب میلگردها در حالت عادی امکان پذیر نیست و باید با روش های بسیار تخصصی انجام پذیرد و توصیه نمی شود.
2 - AWS D1.4